Hi all - I’m back after a two day marathon table build and first test runs. My back hurts, my pride and ego is damaged, I kicked the dog, I burned my hand and I managed to cut a few pieces of metal!
I’m excited to get this CNC table up and running! In this thread I’m going to share a few things I ran into, share some pictures and opinions and hopefully learn some more stuff I need to reach pro level. I’d love to read your comments! So let me get started with a few pics and observations…
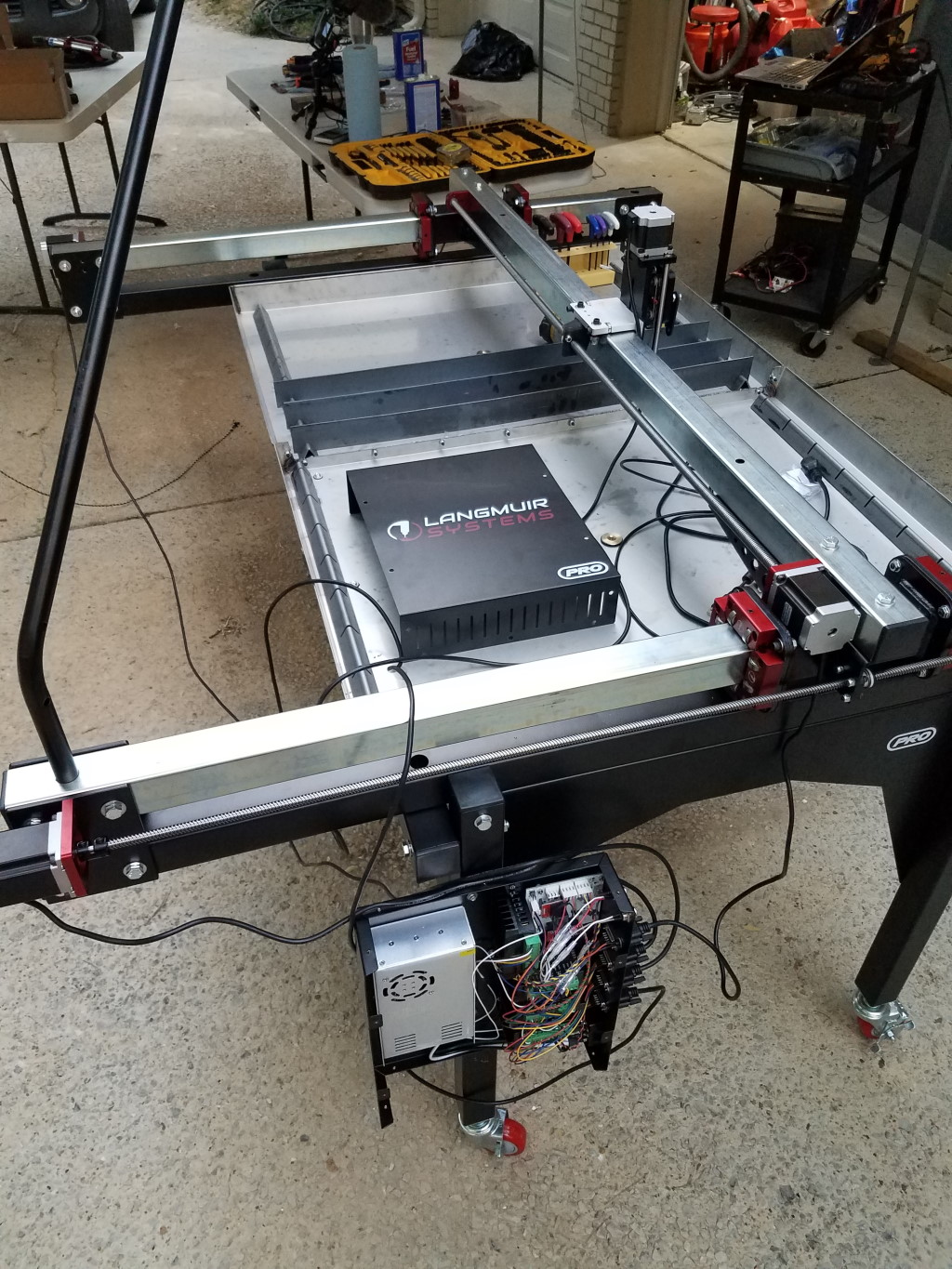
My electrical worked! I’m running a 240v 50 amp breaker in garage with several 50 amp receptacles on same circuit. My (new) Quincy QT54 compressor and my Miller 625 had no issues running at full output at same time. That was a relief - no need for more wiring.
The Quincy QT54 compressor was a worthy upgrade from my 33 gal Craftsman. It has no problem refilling while the torch is running. It laughs at my plasma and glad I added it.
I didn’t upgrade the plumbing on the water table - I’m using stock drains. That’s going to have to be upgraded soon - I need a better way of draining and filling - that was obvious after first use.
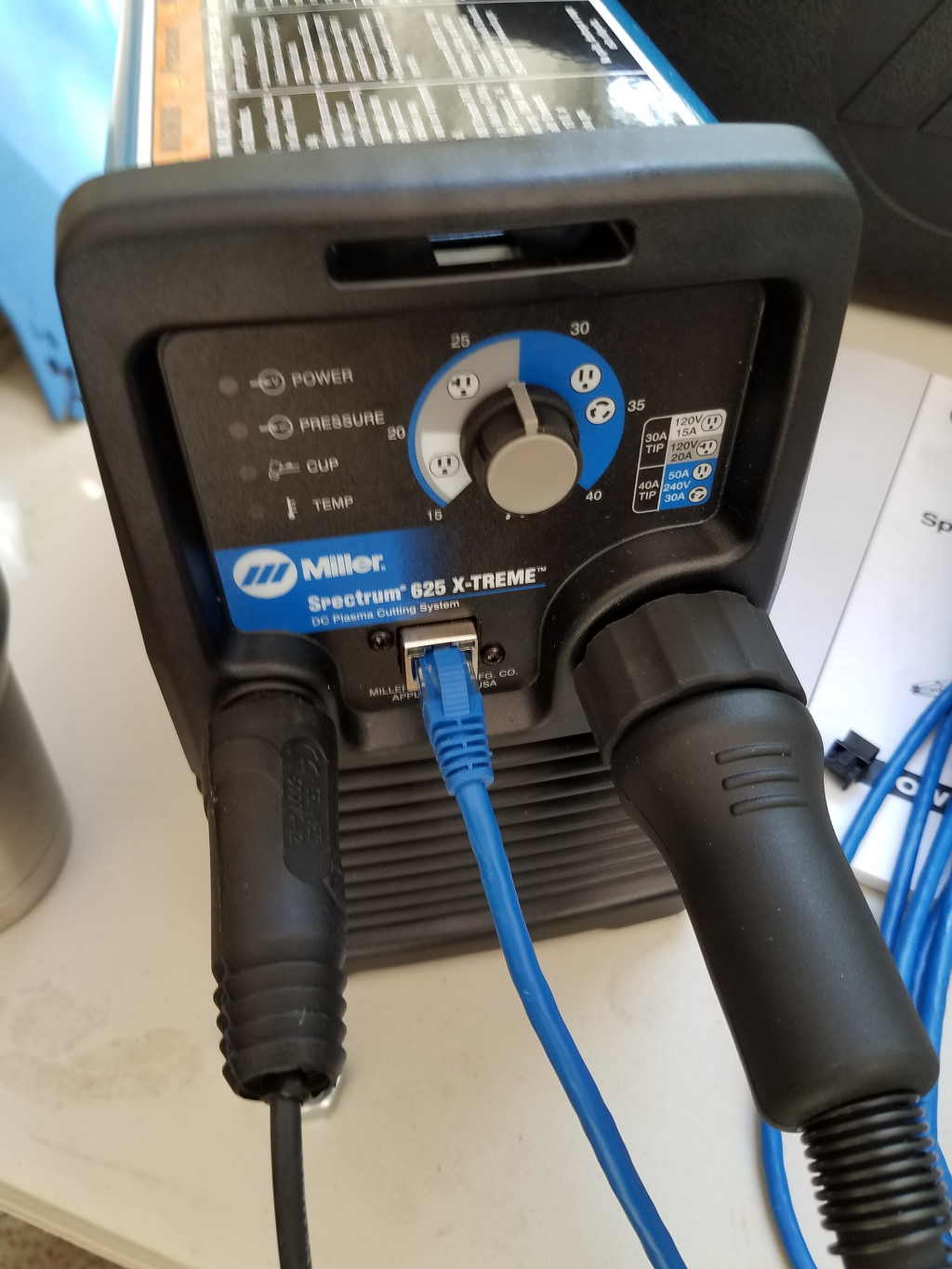
Wiring up my Miller’s CNC output - temporary - this will be cleaned up now I know it’s working. Note the 2 orange wires bottom right are the ‘arc ok’ or ‘ok to move’ wires that are not used with the LS board. Torch on/off and voltage 50:1 are hooked up.
The pierce delay needs to be about 1-1.2 seconds in fusion 360. I kept getting issues where the torch would start moving without the pierce - especially when the feed rate was up - I think the torch needed a second or two to restart after the initial start. I’ve read about this in the forum, but still not exactly sure whats going on there. I suspect the “arc ok” or “ok to move” signal from my plasma is what is supposed to address that - but there’s no hookup for that output on this table.
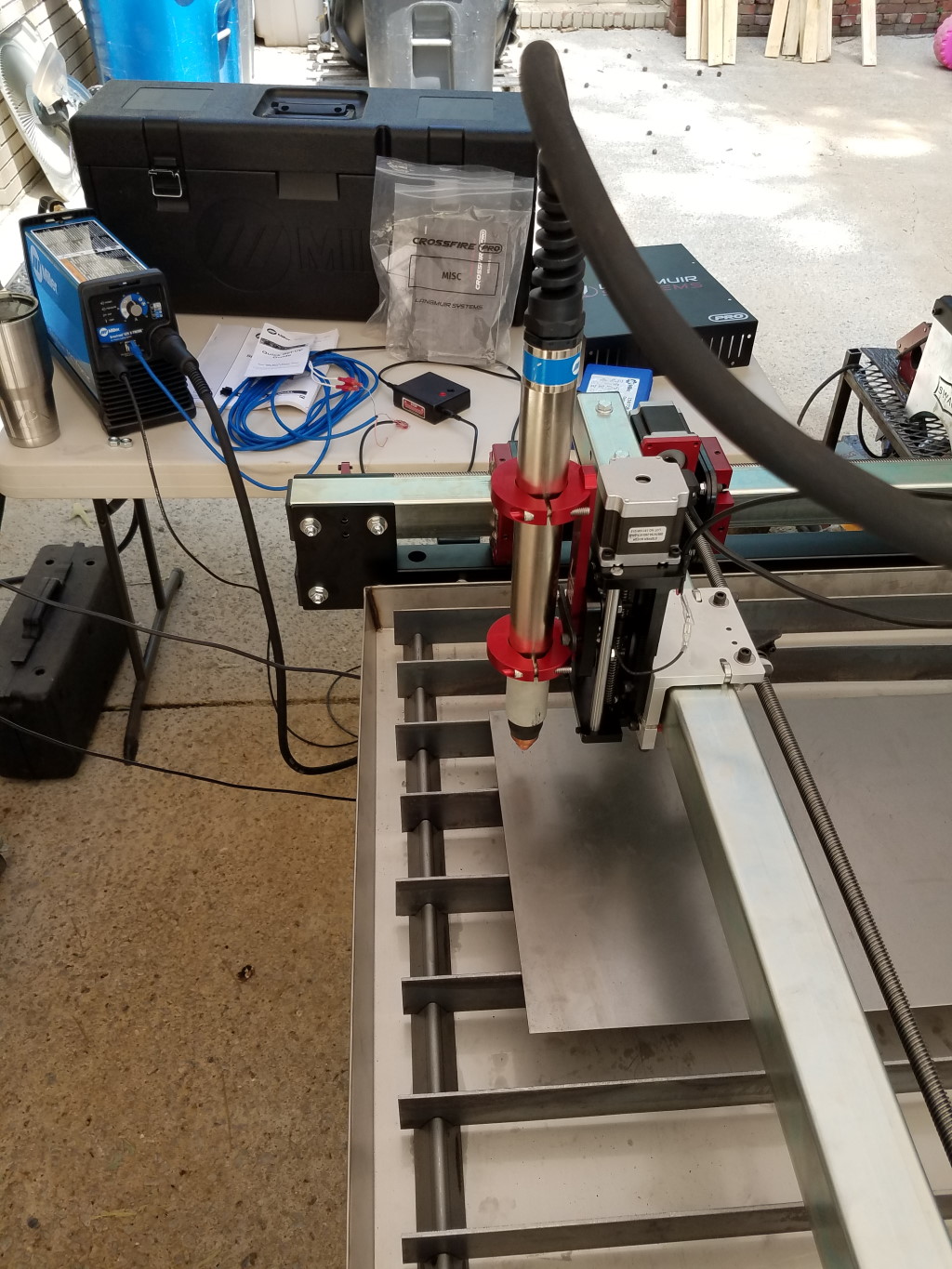
Consumables - check them! My first cuts looked horrible. I was sitting there going oh crap this thing is going to need all sorts of adjustment - things are way off base. Turns out a while back I put some used consumables in my torch thinking they had lots of life left. Wrong. New consumables made a huge difference and got me back in the game.
I think you got cutting faster than any other customer i have watched, nice!
As far as point 1 above, we are looking into making it so the pierce delay timer starts after the arc is sensed. That way ‘book’ values for delay could be used. For now, you need some idea of how long the pilot arc takes to fire after commanding to fire.
I had some free time - thanks Corona! Box 1 arrived Wednesday afternoon. Laid out parts Wednesday eve. Thursday - all day build. Friday - wired up plasma, and cutting by 10am! Spent rest of day pretending that I knew what I was doing. lol!
I think I’m starting to get a feel for it, though. I’ve got to do alot more experimenting with feed rates. I tried some of the book rates and it was hit or miss depending on what I was doing.
Enjoying a cold beer right now thinking up things to cut!
I wish these plasma machines had a control circuit where you could set and change the amperage output from g-code. I’ve made a few cuts already where I forgot to adjust the amperage - I guess I should just leave it at 45? Does such a thing exist?
Ok, but it is fixed for a given ‘installation’. Perhaps a short term workaround is simply provide a parameter that is a fixed delay, settable by the owner.
Seems to me, every other CNC type of machine has a control to vary the ‘power’ of the cutter. I suspect that somewhere, deep in the bowels of some nefarious laboratory, there is an evil scientist concocting just this thing. What he won’t tell you is that if you ever exceed the maximum output, your entire shop will be obliterated in a flash! Buhahaha!
Modals need ‘dont show this again’ option or some other way of displaying the info they are sharing. I saw a thread that someone else was asking for this (sorry link eludes me). Add me to the mix. They are ok at first, but quickly get in the way.
The scale and generate straight cut stay active when I load a new program if I was just using them. They should disable and go away when a new program is loaded.
More keyboard shortcuts! Change IPM of jog would be nice.
Need a custom jog IPM button or option - I was trying a manual torch fire and jogging at 50ipm - was too fast. I needed about 30. Perhaps allow setting of the values in the existing buttons?
I’ve got a few others, but I’ll have to think about them some more before writing them up. One is about the process to load a program. The modal that warns you about replacement is one issue - but I think something like reload last program ( I updated the gcode and want to refresh) and some way to quick select programs from a folder. Will have to think about it some more, but current process is a little cumbersome.
Overall - I like the program, though…just want to provide some constructive feedback.
Ah, yes. Much better!
However, I think you’ve now got to keep an eye on your Miller 625. Anything that can throw flames like that needs to be treated with the utmost respect and care…
I do. Except for light gauge material where that would warp the crap out of it. By leaving it at max power I just need to alter speed to get good cuts. And highest power gives me the fastest speeds. Fascinating as it is to watch the cutter tracing paths, I’ve got limited life minutes so am willing to watch fast cuts instead
On the drain setup, I’ve decided to buy a stainless steel 1/2" nipple at Lowes and cut it in half on bandsaw. Each half will be tig welded to the pan and I’ll run some piping from that to some buckets while I figure out a longer term plan with some sort of pump. Lots of great ideas and builds on the forum I’ll borrow from for sure! But I did like the post I read a while back about someone simply draining to some 5gal buckets and pouring it back in. Simple good.
I really see a need for a bottom shelf - so many great builds on here. I’ll have to figure out something for that - it really seems like a necessity at this point.
Edit - after measuring some things and looking at what I have on hand, I may try to braze on a 3/4" copper fitting to the 1" hole (I thought it was 1/2" - it’s not). I’ll have to trim the fitting on the bandsaw, but it looks like it will fit - and I’ve got some 3/4 copper I need to use up so it may get used on this project.