I need the XY servo acceleration and deceleration rates for the CrossFire Pro, for time calculations.
Can someone supply those?
Thanks!
Your question is way out of my league of understanding but if you look at these three threads, I believe you might be satisfied and can narrow your search. Good Luck.
@kevin1954 Welcome to The forum.
The answer is out there on the forum somewhere. I had a conversation about the acceleration rate with the langmuir guys on the forum a while ago now. The conversation had to do with figuring out how long the torch took to get up to full speed or even if it would get up to speed while cutting some very small/short geometry. I remember they wrote down the exact figure in the post, I searched for a while today but I just could not find it.
@langmuir-reilly what is the acceleration rate of the motors on the crossfire pro? Thank you in advance.
1 Like
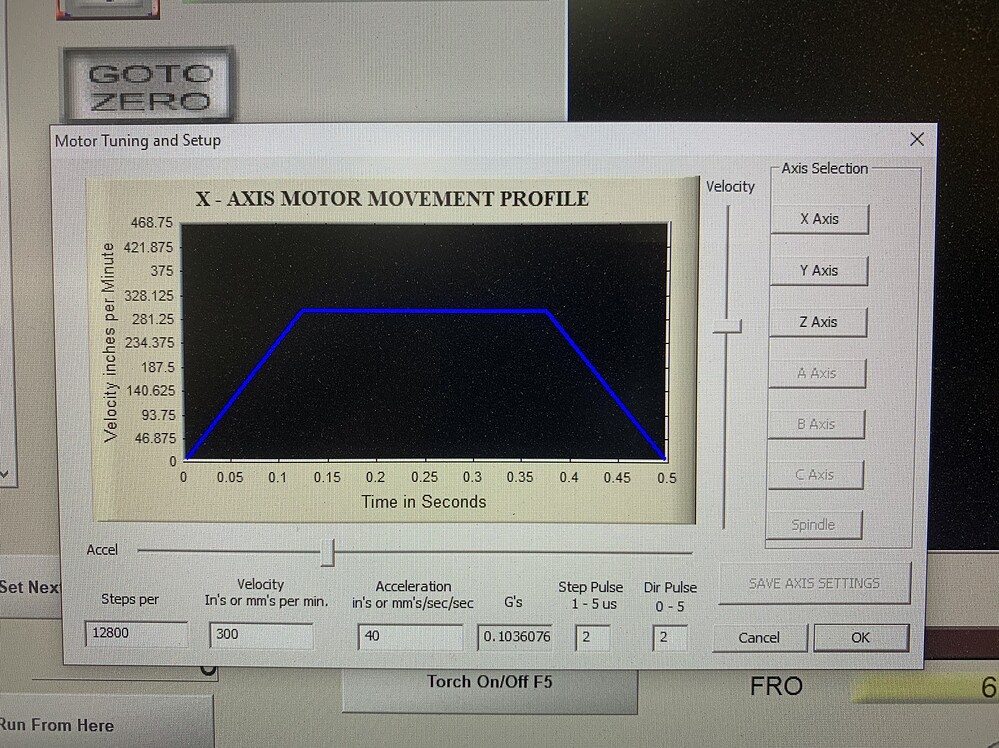
I got this from a old post. I guess it is the motor profile running the og crossfire. Maybe the information you are looking for?
2 Likes
I am not sure I understand the question…For one, there aren’t servos, they are steppers. Not sure if you are looking for how the motors are setup (which is 980 mm/sec^2) or the specs of the overall system (which I don’t know).
1 Like
Yep steppers not servos, my mis-speak. Yes, lets ignore the real accel of the axis’s for this argument.
So at 980mm/sec ^2 it takes about 0.108 sec to reach a desired speed of 250 in/min.
(38.58 in/sec^2 * 0.108 sec)* 60sec = 247.86 in/min.
That seems to match the chart above.
Distance traveled would be 0.224 in. to reach that 250 in/min.
So it takes a relatively straight cut of 0.448 to reach JUST at the middle (0.224 in) 250 in/min then decelerate to 0.0 in the last 0.0224 in.
So if you are running at a feed rate of 250 in/min, any cut less than 0.448 in. never reaches (or just momentarily) the 250 in/min feed rate. Then decelerates for the remaining 0.224 in. back to 0.0.
So dross likely occurs!
Somebody chime in and correct me, I’m no math guy!
Just was curios on how long "a cut’ would have to be to reach a specific programmed feed rate.
Just wanting to better understand “what I see” in regards to dross on small cuts and why.
Thanks for every ones input.
That is correct. If you are slower than optimal speed, you will create more bottom-side dross. There are times where I am willing to put up with more of a bevel on tight corners and holes (especially if they will be drilled to size later) just to have less dross.
But there are other times when you need the nice columnar cut of the holes and this will be a compromise because the cut needs to slow down and that will give more bottom-side dross. To get a good circular/column cut on a hole less than 1 inch, you really need to slow the cut so the plasma stream can catch up to the torch.
1 Like