Lol dude what are you talking about?
“Slats” or bracing were never mentioned, and really not necessary unless you’re using something thin like 3/16" or 1/4"
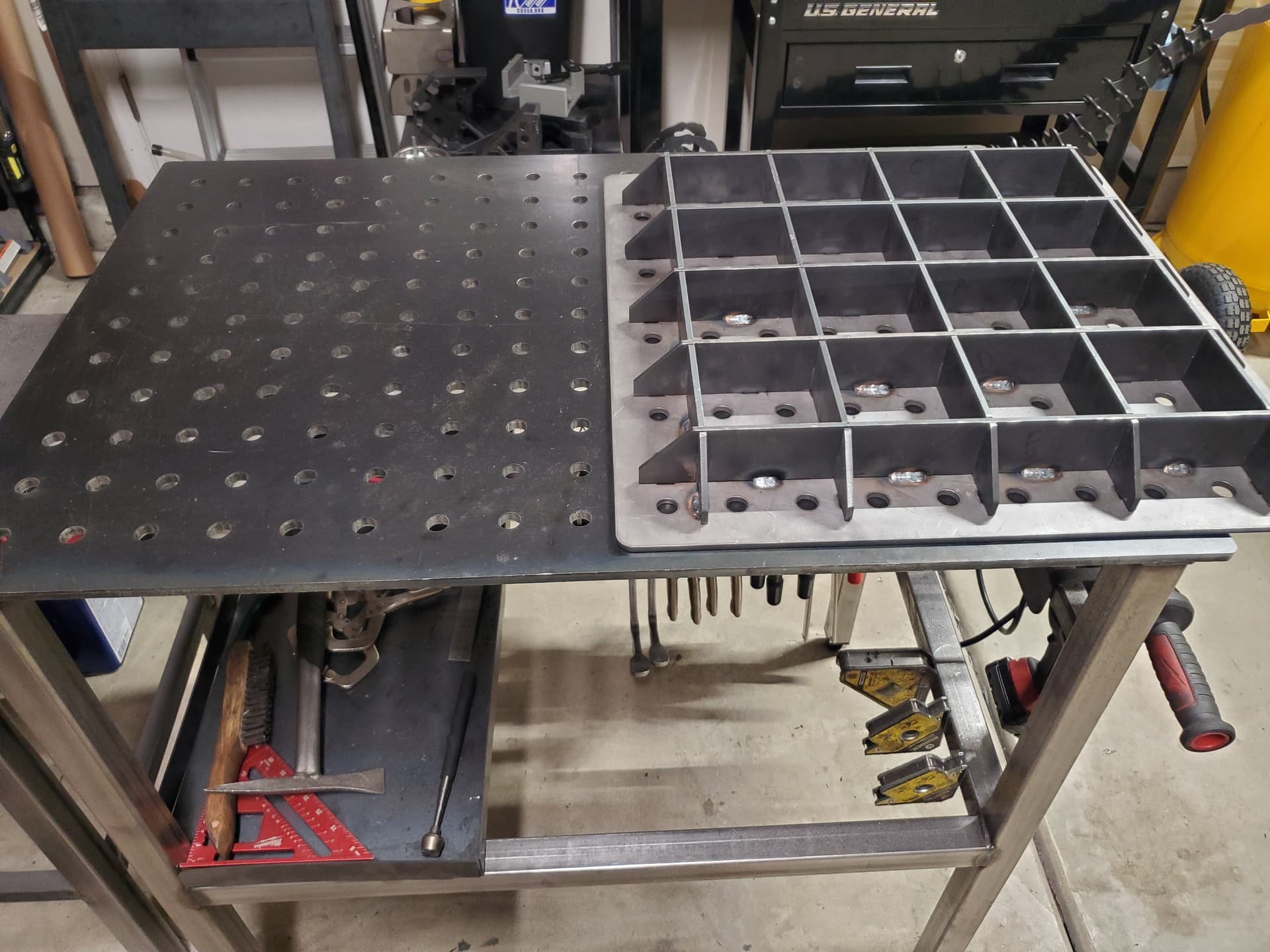
But yes, my 3/16" is braced -
Unless you’re a professional, the whole “flatness” thing is completely lost on over 95% of welders as a lot of steel plate (thicker even) has a slight bow to it. It’s why you get a professionally CNC-milled setup which cost well over $10-20k.
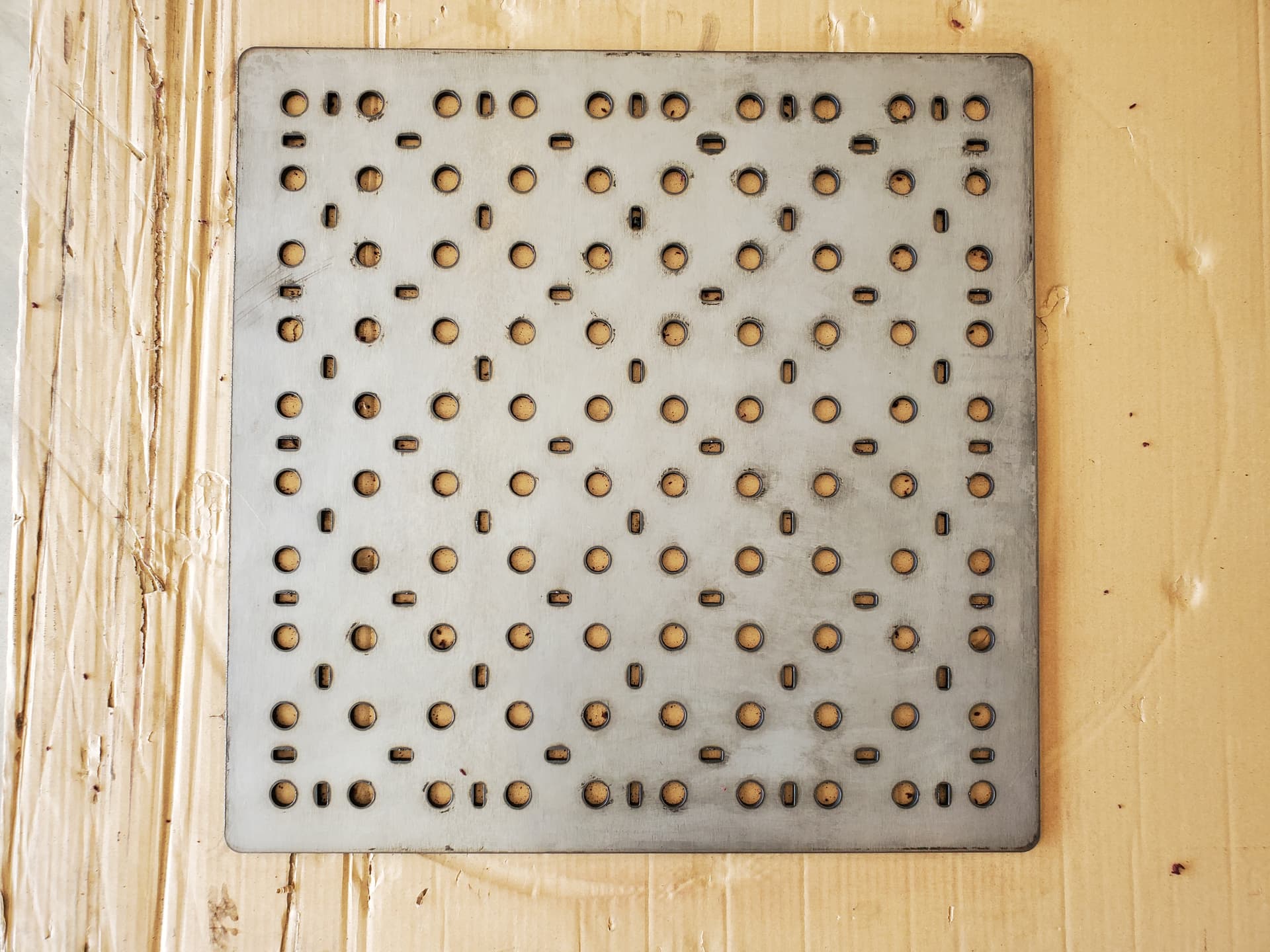
The point I was trying to make is that you will be causing yourself headache by cutting one out on plasma with the manual work needed afterward. A larger concern for even the at-home-welder would be the use of those holes which is what you’re wanting to achieve. If you make the holes too small, you’ll need to ream them out (as mentioned).
If you make them too big, you’re done. Start over.
Clamps use the “wall” of the hole to push against in order to create the tension needed to clamp something down. The thinner the steel, the more of a chance you have to deform your steel plate. Why do you think Harbor Freight, Klutch, and other similarly thin tables use bolts to hold their clamps?
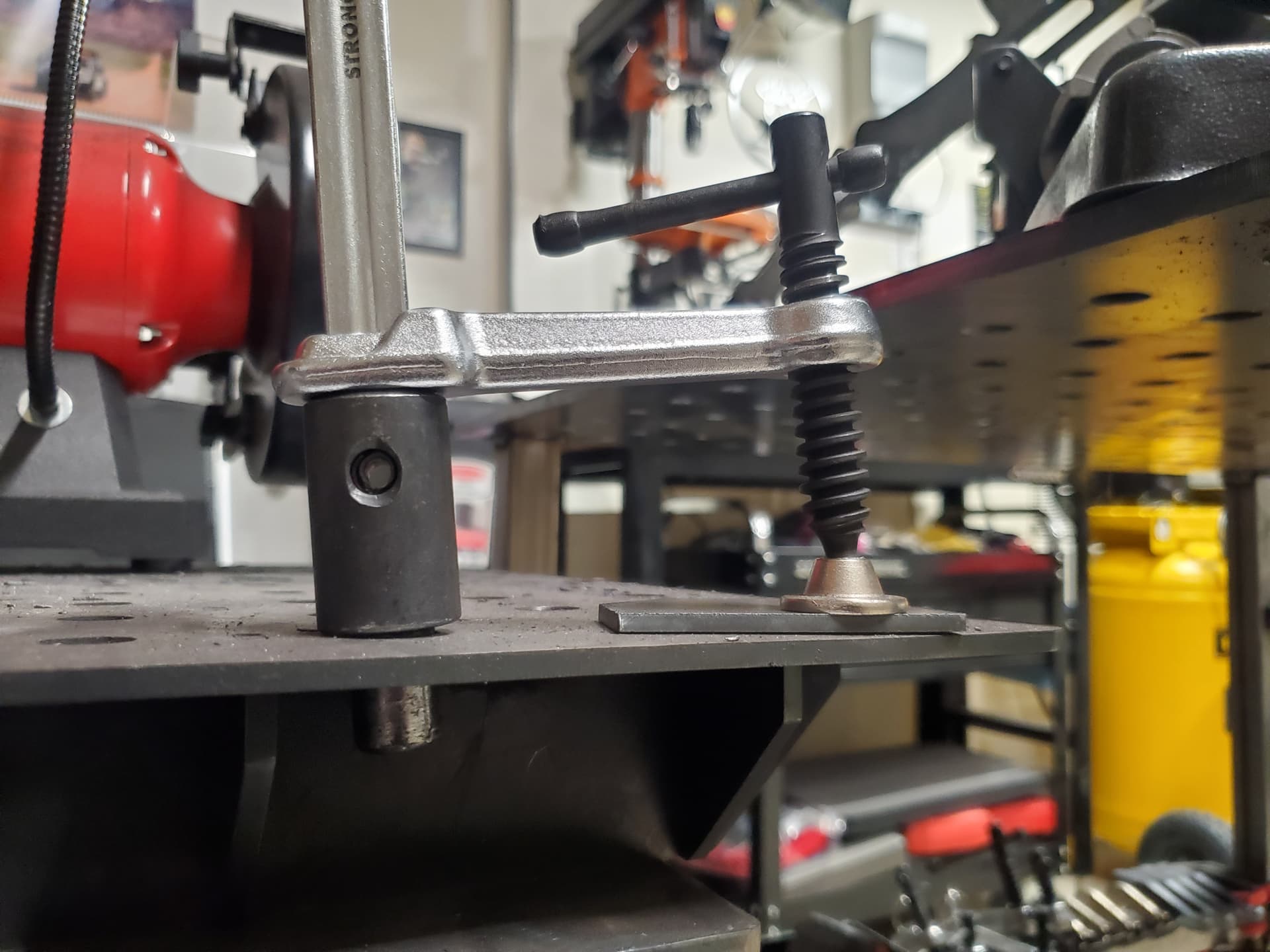
Funny enough, I had taken these pictures recently for another member on another forum.
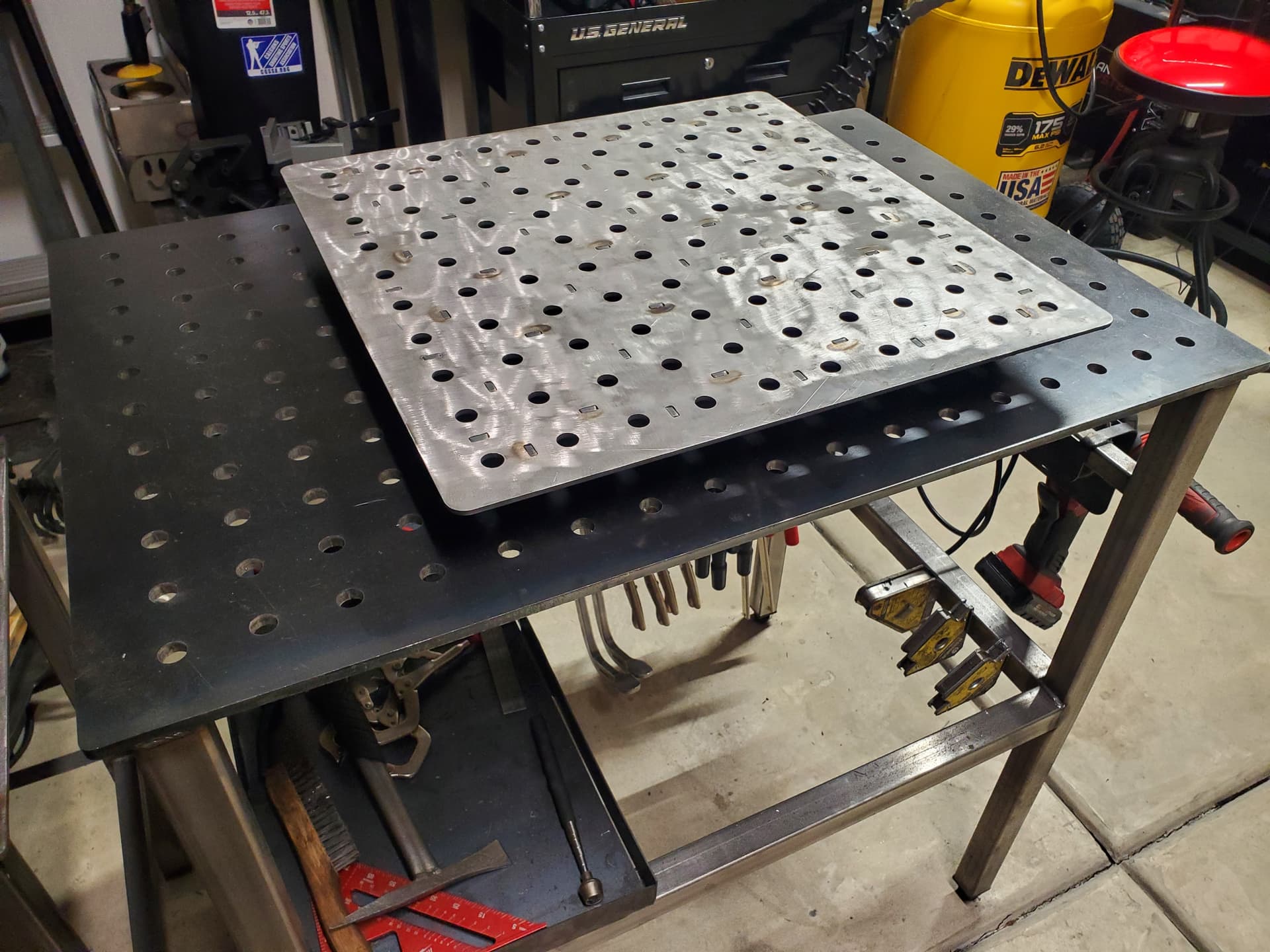
Here’s a clamp in my 3/8" thick table top, you can see the actual peg is pretty straight even with tension on the clamp -
And here is that fully braced 3/16" thick table top, you can see if I add a bit more tension it will deform the table top -
So, make your own as long as you understand my warning, or get one made for cheap.
As for the surface coating and BB’s and all that, that’s a non-issue. You would only run into that if you don’t have your settings correct. All my tables are uncoated both at home and same when I used to weld in the industry.