I am a Toyota truck lover. Retired Toyota, so… I am a regular on TacomaWorld. They have a very popular thread there called “What have you done to your Tacoma today?”. Basically, guys talking about modifications to their truck. The Kubota tractor site I frequent has almost the same thread. Again, very popular.
So, “What have you done on your CrossFire Pro today?” Come on, brag a little!
I cut a gift for my 87yr old Dad who still brags about the Indian motorcycle he had when he was 18yrs old. I got it from file share. I made quite a few changes to get it to cut on my setup.
He- @Tinwhisperer -always leaves out the part where he had to sell his soul to the devil to be able to cut like that, because there’s no way that machine settings and parts alone are gonna give those kind of results!
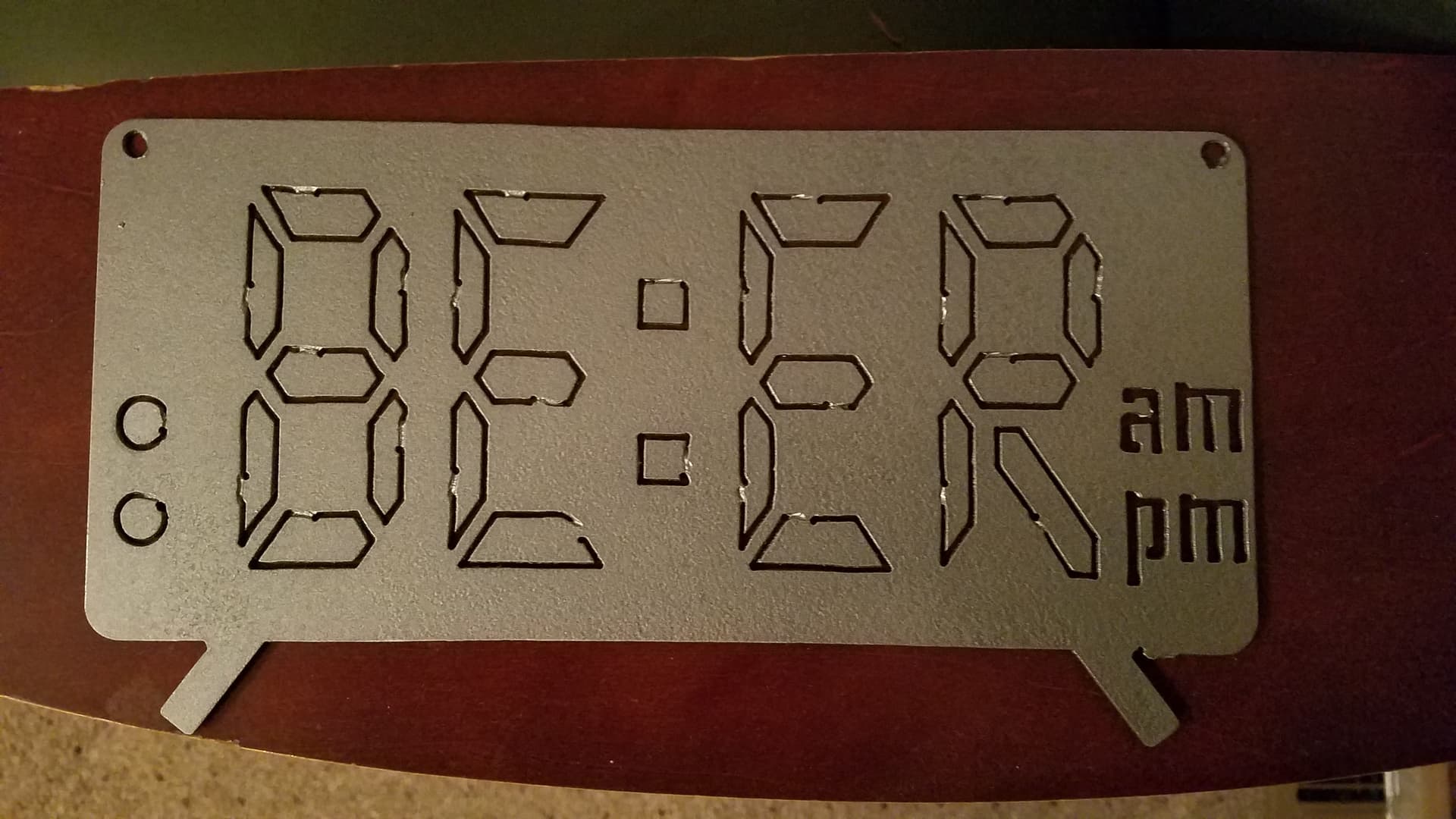
I tried to cut a “beer clock” (Fileshare) this evening for a guy at work who is retiring soon. He and his wife love beer.
I can’t seem to get my lead-ins/outs and angle right. Incomplete cutouts on about every loop. I actually decided not to cut the pieces out. I kind of liked it the way it was.
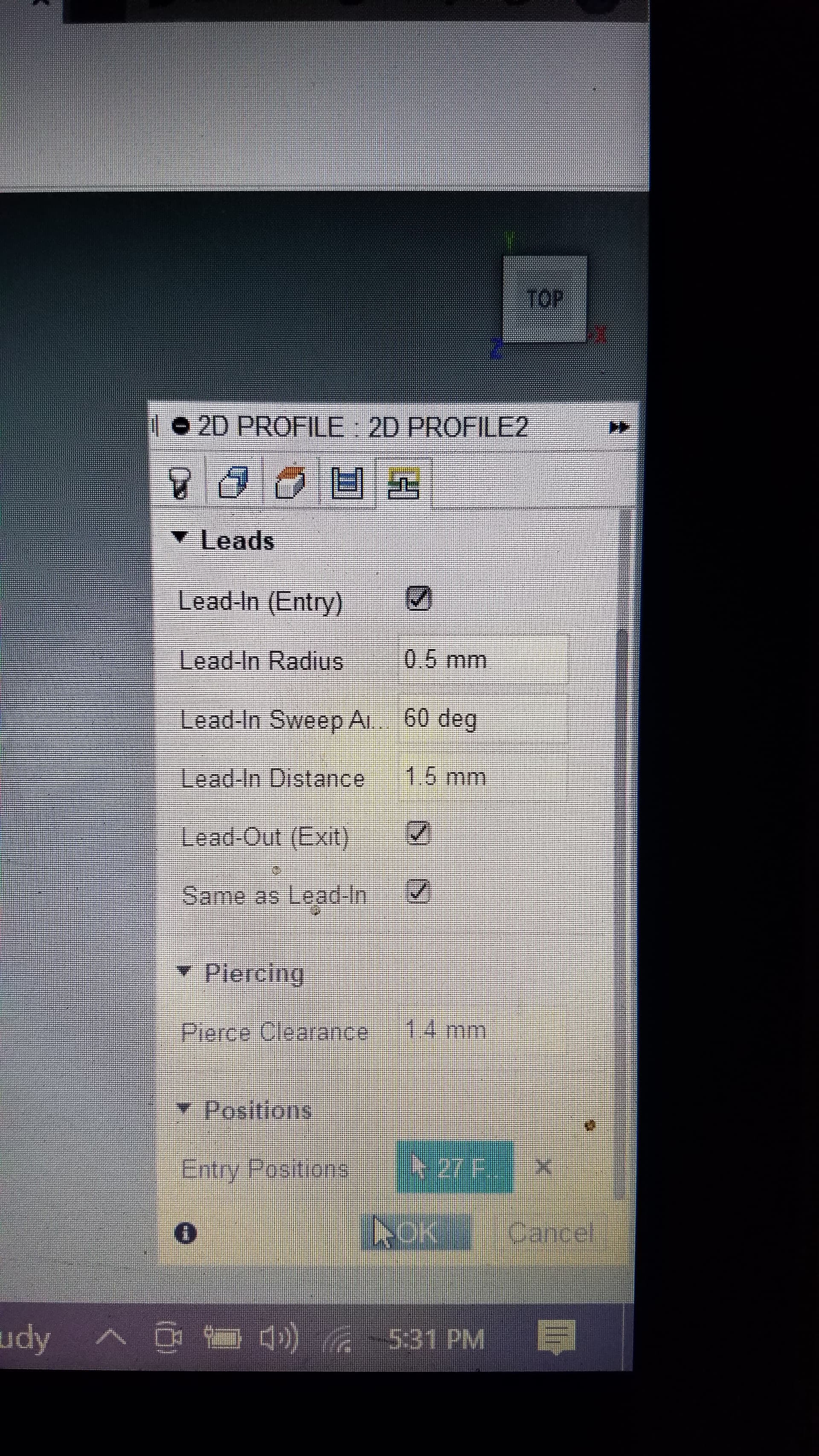
Here are the settings for this run. Feel free to make suggestions. 18 gauge, 30 amps, “Always Inside”, smoothing, chose entry all entry points to keep them away from narrow areas.
Does indeed look interesting I can’t say I blame you for leaving it the way it is. Kinda looks to me like a consumable or air issue is the reason for the incomplete cuts.
I had just replaced the consumables and I was watching air pressure (never dropped below 60psi). I also just added a 2nd oil trap and a silica bead dryer and have made several successful cuts since. May bump pressure up 5 lbs or so.
I ended up on the settings shown after playing around with them and cutting two other smaller versions. Problem is many of the setting combinations result in the “AM” and/or the “PM” failing to have a tool path when generated. So, I scaled the whole thing up by 10% and tried these settings.
I may try again later today and see what other combination I can come up with and get a tool path. Don’t want to waste too much metal on it, but I try to look at that as the cost of learning and keep on !
I have cut mostly 18 gauge since I started using my machine. I almost always have it at 30amps, 3200mm/min = 130ipm, 60-65 psi, about .5-.7 pierce delay. Has worked pretty well on most stuff.
Increase your torch air pressure, you will be surprised at what low air pressure affects. You will have better results with 70-75 psi air pressure at torch.
I have the Primeweld Cut60. The regulator on the front goes up to 150psi, so no need to open the box. I did go ahead and set it up to 75psi today.
Today I cut the 1st revision of a sign for my brother for his B’day. He was in the Marine Corp, so I am make a corp sign. Started with a Fileshare version and am altering it.
It didn’t turn out too well. No pic sharing required. My old nemesis the lead-in/out and approach angle got me again. May try again tomorrow but have “real job” priorities to address. I am 65/semi-retired. I still work part-time previous employer (Toyota).
Oh sorry I thought you had a rw45 my bad. So is your problem cad / cam as well? Did all your pieces cut out? You may want to change amps and feed a little.
No problem. I’m pretty new here, so no expectation that anybody knows my equipment or skill level. I did a lot of CAD work at Toyota, but different software and it was vehicle part design, not this type stuff.
I did have a lot of the pieces left hanging. The 4" grinder with cutting wheel got a workout but I think the piece is salvageable. I’m still going to try to improve the CAD/CAM and run another within the next few days.
I gotta get my head around when/why I need lead-ins & outs and how long and what angle they need to be. Just need more experience, I guess.
Try a lead-in setting at 0.2 with arc and no lead out see how work comes out, this is how I have mine set in sheetcam. You will get figured out every machine will be different on what it wants.
I removed some single line cuts, unchecked the lead-out, and changed lead-in to .4mm. Had quite a few letters hang up, but most of the cuts were definitely better than first try.
Still nothing to brag about since it’s a very simple design.
Cut #1… ish. I tried just using the hand torch to start with and didn’t feel like Jerry-rigging it, so I finally broke down and bought the machine torch. As a bonus, I got the cartridge adaptor. It functions, and that’s all the experience I have with it.
Still messing with settings in HSM. I have THC just haven’t installed it yet.