I’ve got to vent here. Is there something fundamental that I’m not understanding about CNC machines in general?
I purchased a consumer product that is supposed to do a job. And, while I guess it’s pretty cheap in the world of CNC machines, it was expensive to me.
So WHY is it an EMI issue; an issue with my house, my environment, my laptop, and/or every other dang thing that I have plugged in, and NOT an issue that Langmuir System’s electronics aren’t better shielded against EMI?
@Phillipw told me the platform isn’t finicky, and I guess if you don’t have any electromagnetic interference, it might not be, but electromagnetic interference isn’t exactly uncommon, so it sure as heck seems like it’s finicky to me!?
Well, it’s a good thing that Langmuir has advocates like you, for all the people like me who expect to plug it in and use it. I have a lot of tools; welders, grinders, etc. I don’t have issues with any of those. And I’m not a computer guy.
I think I’m just in over my head, and I guess I had no business buying this machine.
I literally spent the last $5,000 I had trying to get all of this up and running to support a welding business I’m trying to get off the ground. I’ve spent more than half of my hours the last month trying to figure it out.
This was just a huge mistake.
The YouTube videos make it look way too easy.
And none of this was in the “what to expect” heading on Langmuir’s website.
And please don’t mistake my anger at this situation, and at myself, for displeasure or ungratefulness for all of the help that all of you have provided.
I can sympathize with investing a ton of money and time into something like this and I truly believe that if you can get the kinks worked out it has the potential to pay you back tenfold. I think its important to keep things in perspective here. While 5k is significant in the big scheme of things we are playing in a playground that up until just a few short years ago cost 50k or more to enter. There are steps that companies can take to harden their equipment against emi and most of the tools you reference in a typical weld shop do not have much dependence on clean rf environments. The problem that is introduced with cnc and voltage and high frequency appliances like our inverter based plasma torches is they put out rf noise that is much greater than many other typical tools in our daily enviroment. Thats why folks shouldnt tig weld that have pace makers. Its not that the pace maker is not engineered properly, its not that the tig machine is not properly engineered. When you are dealing with these high frequencies and currents they are creating rf that is not financially feasible to deal with. In this situation the only way to deal with this energy phenomena is to employ best practices. Its cool that @TinWhisperer is collecting the data about the serial numbers…perhaps something is strange about this particular batch of machines. I don’t have a clue. I applaud you for continuing to work at this problem. I do believe you can get it worked out. It would be nice to plug another plasma in that is not that brand just to see. I know metal is not cheap. If you have the proper ventilation in place something i did when i was first starting was get the cheapest 12 inch wide rolled galvanized flashing I could find and used it to practice and test on. screwing that up didnt have much impact on my bank account or my morale. Its possible to run your programs without thc. Doing so takes that out of the equation as far as problems go. I dont recommend just not using thc forever but removing variables makes it far simpler to troubleshoot. do keep in mind…if you cut that really thin flashing…turn your amperage way down and cut fairly quickly, otherwise you will experience lost arc because the metal burns away too fast.
So, Dylan @DnKFab, am I understanding correctly that even though the plasma voltage itself on the Primeweld seems to be behaving reasonably, that just being a plasma cutter makes it the most likely suspect for an EMI issue? Do some plasma cutters do a better job of reducing EMI than others? Is it worth trying to wire the Primeweld to raw voltage? @Phillipw gave me a voltage test to try and perform, which I will do. Should I even bother contacting Primeweld to tell them the issues I am having?
I did submit a support request to @langmuirsystems on Saturday, and another one last night (both for the software and the electronics issues I seem to be having, and I mentioned the crash and z-axis damage, as well). So far they have not responded, and they did not respond when I contacted them about my bent gantry tube, either. I had also tagged them on this thread, previously, I believe.
It’s locked out from moving up and down but it’s still reading voltage for the display it’s just not using that information for anything during the reduced feed rate.
I’m not surprised that your voltage jumped up when you slowed your speed down you changed the resistance of The circuit by moving slower. I would have been incredibly surprised if it stayed the same voltage during the feed rate reduction.
Right, but it should have locked out, and it didn’t. It was making a down move at 60% feedrate when FireControl froze, and it was still trying to move the torch even further down after the program was cancelled.
All the torch raising issues I had in the past were from trying to use the CPC port on a Everlast 60s. Once I started using raw voltage I had no more problems with the Everlast 60s. Then I bought a PowerMax 85 which is steadfast and reliable.
Anything creating an arc creates a lot emi/rf noise. Anything utilizing electricity creates rf/emi noise. If you had a router hooked up to your table emi would not be an issue i do not think. Some circuits create more of this noise than others. It is quite possible that one brand of plasma cutter has more engineering applied to it to reduce noise while others might not have that same engineering applied. Prime weld seems to have great customer service. I believe they have gone through evolutions to their internal circuitry that changed how deal with and or limit noise. It is possible either through the divided voltage or the main outputs unwanted signals could be introduced into the system. Is this happening? I have no idea. I do know you can unplug that completely and remove it from the equation. At times, especialy in a complex situation it is too overwhelming to trouble shoot with any more variables than absolutely necessary. THC is not necessary. I would take it out of the equation.
Here’s the problem though, @DnKFab . And maybe you missed it. But I’ve cut two files now using THC that went flawlessly (even though last night’s resulted in a FireControl crash after the program had finished. Actually, I guess technically it’s three files now. So, basically now that I have figured out how to set the thing up, it’s working ~50% of the time.
So unless I cut a whole bunch of stuff with THC disconnected, it’s going to be kind of hard to know if THC is the cause of my intermittent issue. And if it is, that still doesn’t rule out hardware, or software, or EMI, does it?
At least in so far as I understand what you guys are trying to tell me.
@TinWhisperer, I can try. That was a HUGE program. I think I’d have a heck of a time finding the line where it went wrong in G-code. I barely understand the stuff,
I would cut a whole bunch of stuff. Doesnt have to be huge areas…do a lot of small programs. And I would do it with thc off. Not having THC on removes variables. at that point instead of wondering if thc is causing an issue, you work the machine without it…if you have issues without it well…guess what it aint thc. doing all those small programs lets you determine if you have emi issues or not. forget about thc until you find out if you have a problem without it. if everything works flawlessly a lot…well then it must be thc…deal with it then. and when i say off…i mean not plugged in. any cable on the system anywhere can act as an antennae. either a transmitter or receiver. unplug the box from the cutter, the table controller and set it aside.
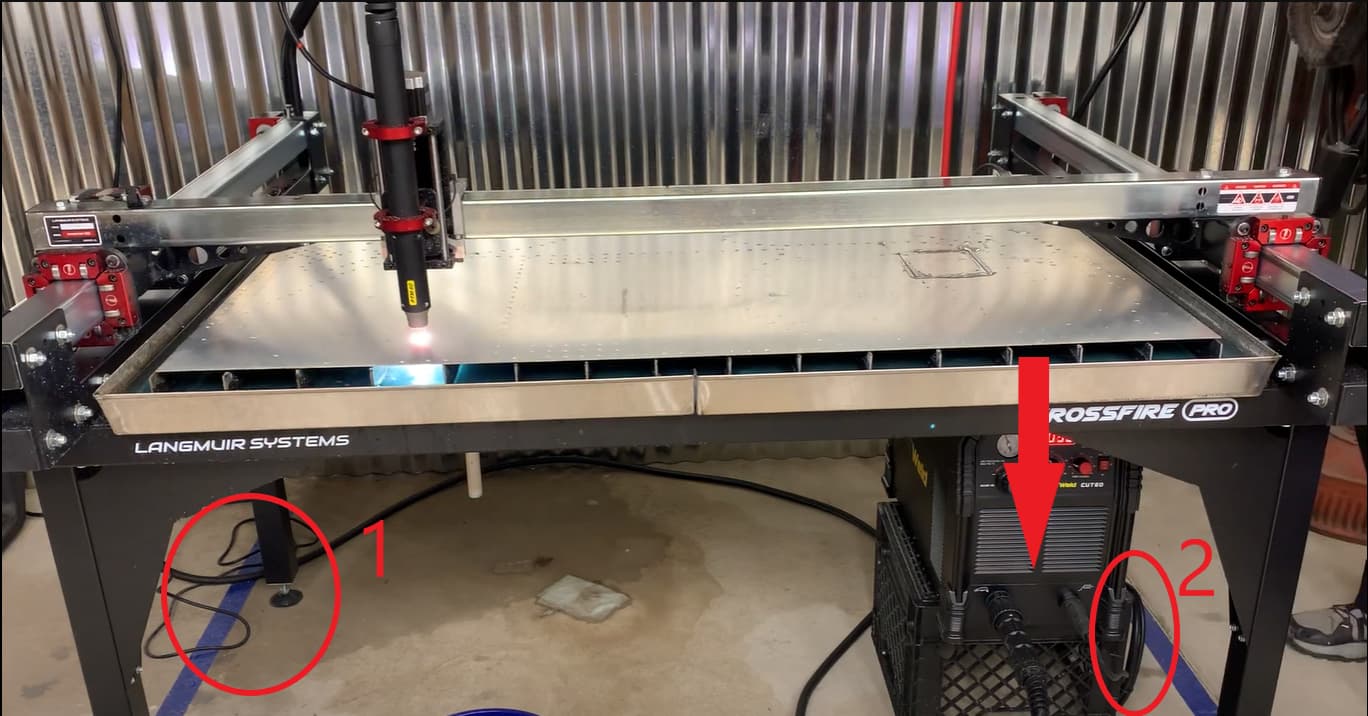
so a few things i noticed that might cause EMI and/or be a little dangerous to be around.
In area 1, you have cables on top of each other. IDK what the thinner cable is but but they should be separated, especially if its the torch or work (ground) cable.
in area 2, you have the work/ground cable coiled up which should be laid out instead, again could be introducing EMI.
Also next to that (arrow) you have the torch and work cable exposed to the water dripping from the water table when the torch is cutting in that area (as seen in the video). I would move the cutter to the right of the table or at least underneath so water doesn’t splash on any of it.
and lastly, looks like your hitting the max bottom limit of the Z axis carriage that might/could be hitting the ihs switch prematurely in some instances, although you would be getting the up/down action of the z axis.
i would move the z axis all the way down till the torch hits the material, raise it about an inch then loosen the clamp and let the torch touch the material again then tighten the clamp. you’ll have enough clearance on both top and bottom end.
My prevailing issue, or the prevailing symptom of my issue, anyway, seems to be that the live voltage reading is freezing, or getting stuck, as it were. I’ve done cuts with the Z-axis unplugged from the machine and experienced this, which precluded the big FireControl freezing machine crashing issue.
BOTH plasma cutters have had the voltage reading freeze multiple times, without the cut failing. Only the new plasma cutter has seen the FireControl program “freeze”, and aside from the massive crash, the only indicator that FireControl HAD frozen was the live voltage reading and the THC lights.
My FireControl isn’t really crashing or throwing errors, it’s just having certain features occasionally hanging up within it. So, if I turn off and unplug the VIM box, I won’t be able to see the most common issue that’s happening, which is the voltage reading freezing, or the THC lights staying lit.
So, I’m failing to see how that would be ruling anything out, because I’m not really having an obvious “freeze”.
Area 1 is the electronics power cord and the torch lead. I’ll try to isolate them better. And I’ll uncoil the work clamp.
The plasma cutter is centered under the table, front to back, to protect it from as much splash as possible. It is also as far away from the electronics enclosure as I can get it with the supplied THC cabling. My only other option would be to have it on the opposite side, nearer to the electronics enclosure. Would that be better? Both the torch and work clamp would have to go past the electronics enclosure in that scenario.
And how do people deal with the excessive length of these cables without coiling them up? It seems like I’d have cables all over eachother if I just unfurl them.
Also, I’m not following you on the torch mounting. It’s about half an inch from it’s lower limit touching off on thin sheetmetal, and it’s roughly in the middle of it’s travel when it’s in the retract position. Which still allows me enough up motion to easily change consumables.
i use extension cables to extend the torch on/off and thc cables and have my cutter (cut60) on the outside opposite the control box. been running it this way on the original 2x2 table and now the pro, about 4 years now.
as long as you have enough wiggle room on the downward stroke of the z axis that it doesn’t prematurely activate it, you should be good. just looks really low to me.
do you want to focus on symptoms or determine cause?
You have talked about symptoms for 20 days. Symptoms are helpful in finding a direction to troubleshoot. Thats it.
The goal is to determine is you have a hardware issue or an rf/emi interference issue. Unplugging the z axis has no bearing determining if energy from the plasma cutter is traveling along and interrupting communications from the computer or injecting energy into your laptop that is causing program functionality issues. I just went through this entire thread again, I dont see a full on photo of your entire setup. Laptop location. Cable routing and so forth. Can you post that on here? I see the picture above but that does not have nearly enough information shown.
I appreciate that you did that. I get that you’re trying to help me. There’s a disconnect here for one of us, and I guess it’s probably me. I can try what you’re suggesting, but ALL of the issues I have had (from day 1), have only manifested themselves through the THC system; take THC out of the equation and I’d have no way to know that there is anything wrong with my table, at least so far.
Understand that I’ve been being led in a certain direction for 20 days, and not just stabbing in the dark. I’ve tried very diligently, I think, to try everything suggested. Now I’ve ruined a couple hundred bucks worth of material, and the thought of just wasting a bunch more material and time hoping that my machine will suddenly start manifesting it’s issues in a different way than it has been doesn’t excite me. You’re calling it eliminating variables or ruling things out, but it strikes me as more of a stab in the dark than the things I’ve been trying.
Let me add two more things that I have maybe not been clear enough about.
My hard limit issues can’t be caused by the THC or plasma cutter, because it will do it with the plasma cutter unplugged. I can turn FireControl off with the torch in the bottom left (x=0 and y=33.3) instead of the home position, and if I turn it back on I can crash into the front stanchion plates. It will do this every single time. I’m assuming this is either normal, or a bug in the latest version of FireControl. Several people on the Facebook group are saying that they can crash their machine after setting up their limit switches, too. Nobody responded to my list of observations about which of the items were “normal” and which were not.
Last night’s freeze was the first time that the FireControl program itself has become completely unresponsive. I had just successfully completed my cut, the arc was off, and live voltage was reading 0, and I was wiping down my machine letting the fan cool the plasma cutter. I bumped a limit switch while I was wiping down the gantry tube. FireControl threw a limit switch error, and when I tried to clear it, it threw an “unknown” error and became unresponsive. I had to close out of it and restart to Home my machine.
I’ll post a picture of my cable routing. They’re all run together, so I’m sure it’s another issue I can address. I’m open yo trying those types of solutions.
I have tried multiple times to go through this entire thread but keep getting interrupted. I think there is a good chance you are having some interference issues as you and others have surmised.
I am confident you can get up and running.
Follow the suggestions about cable management. You will need to uncoil your cables. I had fire control freeze on me a couple times. Got to where I was nervous to cut anything substantial for fear it would freeze up in the middle of a project. I chalked it up to the Primeweld cutter. I added 3 ferrite chokes. And I straightened all my cables… especially the work lead. Moved my cutter to the side opposite the control box and wired my vim box to the raw voltage lugs inside the machine. I also only run with my laptop on battery power. Since doing all of that I haven’t had any issues I also ran the cables on opposite sides of the mast.
I empathize with you. I know it can get frustrating. For me it’s just a hobby so that takes allot of stress and angst out of the equation.
These things are definitely NOT “plug and play.” I don’t think there is such a thing as plug and play CNC plasma. There are just to many variables to make that a possibility. There is a learning curve with all 4 components. CAD, CAM, setup and running the table and the plasma cutter.
We are here for you. Let’s get you through this.
Here is a thread that shows how to add the chokes.