I think it is time, long past time, to send a message to Langmuir support with a link to this topic and see what they say.
As for the honking with the axis, they just need a little lubrication. Mine was doing that at slow speed travel but not fast travel. That would mess up the cutting.
Enjoy your whiskey. Here’s to you! Hang in there. Tomorrow is another day.
Here is a link to that last cut. The program finished, and then Fire Control completely freaked out and had to be restarted.
I should probably just celebrate the victory that it is, but instead I feel like it’s a fluke.
Oh, also, @ChelanJim, will you tell me about lubrication? I’ve put 3 in 1 on the bearings, and I’ve heard people talk about putting that on the lead screws too, but oil deteriorates plastic, and since that’s what the lead nuts are made of, so far I’ve avoided doing that. Thoughts?
Oil on the screws not bearings. You are right they say that it could deteriorate the delrin or whatever plastic. I tried silicone spray on one of the y-screws and it just made it worse. Of course, I didn’t wait for the propellant to evaporate to see if it would really work. Some say to use sewing machine oil. I just use WD-40. As I see it, I can replace the delrin nut cheaper than the sheet of metal. Most recommend mineral oil. But yes, the general consensus is that you need to lubricate the lead screws. Once you start, you can’t stop. And they leave dirty oil on anything they touch for the rest of their lives. I home the machine and hold a paper towel on the screw trying to wipe off as much oil as possible.
My experience with aluminum is that it IS MESSY! It is spitting aluminum specs everywhere. I thought everything was fine and my next project was cutting 10 gauge mild steel. It was having an awful time cutting and part of the path it didn’t cut. As a matter of fact, I thought it was scraping on the metal (that was when my lead screws were getting ready to cause problems with the lack of lubrication) I was desperate to get the project finished as it was a plaque for a retiring Marine. The party was in 3 hours and my wife said “Couldn’t you make something for Ryan out of metal?” Start to finish from design to cut and shower, in three hours. As it turned out, there were specks of the aluminum that got between the shield and the electrode. I am not the kind that checks the electrode each time. Still don’t. But when it is messing up, I do. I removed the specks and it burned my next project perfectly.
Based on the last video, you are getting ready to smile in the near future: that is my prediction.
Honest I don’t it is all that temperamental. I think you just have a issue somewhere.
The last episode is a hard pill to swallow I don’t know it all by no means your his switch should have prevented that from happening. Unless firecotrol locked up at that moment. Every time I have had fc lock up it shuts everything down but the torch. Then I didn’t think the motor had that kind of torque. We have all hait a hard stop and seen how they do.
I would reach out to ls for sure they may even warranty your z if they see fault on the machine .
You have a common denominator somewhere. If you think it’s the plasma maybe you have a buddy that would swap machine for awhile.
@Phillipw, technically I’m on the second plasma cutter from Primeweld, now, and really, things are kind of behaving the same as they have been. Intermittent issues, and the THC has been plaguing me from the start, but under smart voltage it had been raising in the middle of cuts. Now that I’m trying to use nominal voltage, it’s not randomly raising on me, but this time it lowered randomly. And I didn’t even think about the IHS switch; it should have triggered immediately, right!? But FireControl was actively trying to drive the Z even further into the work even after I had shut everything down.
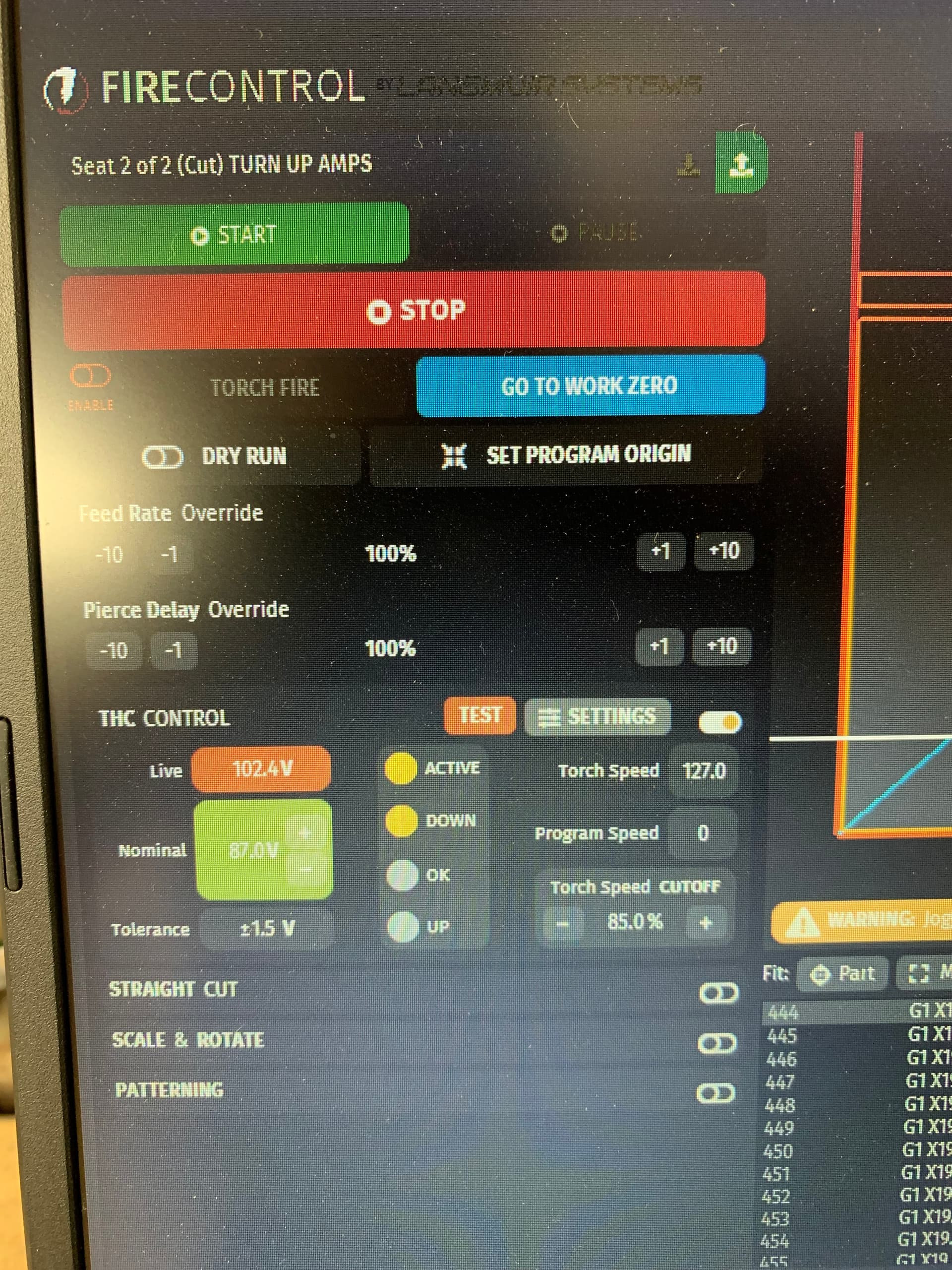
Did you see the screenshot? This was 10 minutes after I had shut everything down, and FireControl is still reading 102.4V “live” with THC active and moving down, but I was able to manually raise the Z and home the machine. It’s like it’s frozen, but not frozen.
And, I hadn’t realized this before, but I noticed during my line tests that the live voltage reading would freeze, but the program would continue, piercing and cutting; the live voltage reading just stays the same. And that means that the THC is NOT functioning anymore.
So, I’m not sure if this means that I’ve got an EMI issue that I’ve had all along, or if there’s something else going on, but I’m starting to think the common denominator is somewhere in FireControl or the THC.
Anyway…I just moved to the middle of nowhere, so no buddies to swap a third machine from. In fact, the only friend I’ve made out here, from this forum, has a machine he hasn’t gotten a successful cut out of yet!
I mounted my THC box to the table frame instead of the plasma cutter. I did this to get the plasma cutter as far away from the electronics box as possible.
Could that be it?
It’s mounted via the tape, so it’s not technically touching…
I did see the screenshot that sure is odd I have not used the newer version of firecontrol. The problems ihave seen people I just said I am good. I assume all the bug have been worked out. I still use the 20.6 version but it doesn’t support the limit switch’s.
I don’t think but i guess it is possible for the vim box to be part of the problem. It does seem like electrical interference. At first I tried to charge laptop while cutting. The only thing I had happen was a freeze which left torch on but stopped or it would lift torch till it would arc out.
I can’t say anything about your plasma I am not familiar with it. Having one to switch out would be awesome. I wouldn’t dream of telling you to spend even more money. There are several people running the harbor freight titanium plasma with success. That’s probably 400 bucks or so.
I am at a lose as to tell you what to do other than eliminate electrical interference wich could include your plasma. I don’t think fire control is the problem except it is sensitive to the electrical interference.
Here’s a quote straight from the 3-in-one oil site.
" Can I use 3 in 1 oil on plastic?
3-IN-ONE® penetrating oil is safe to use on plastics, rubber, and metal."
“Recommended Lubricants for Plastic Parts
Mineral-oil-based lubricants don’t attack most plastics and offer excellent performance for an economical cost.”
Myself I use WD silicone spray.
“Silicone-based lubricants also show excellent compatibility and are a great choice for low load applications and a wide temperature range”
“WD-40 Specialist® Silicone Lubricant safely lubricates, resists water and protects metal and non-metal surfaces such as rubber, plastic and vinyl. This formula dries fast and leaves a clear, non-staining film that doesn’t stick or make a mess, so it won’t attract dirt. This silicone lubricant spray is great for use on cables, pulleys, guide rails, valves, linkages, hinges, locks and more. Effective in-use temperatures ranging from -100° F to 500° F.”
I find it very odd that people worry about oil deteriorating plastic? Where there is some oils and some plastic combos that do react poorly it is not the norm.
Even outside of a program, I’ve had Firecontrol do the same with regard to overdriving against hard stops. It happens sometimes when using the “Continuous” jog function. I have to be VERY careful with that feature or when I let off the jog, it just keeps going and refuses to stop.
I’ve thought that might be something going on between the keyboard buffer and software, but not sure. I just jog for 6 inches or so and let off to confirm.
When it happens I have to switch off the controller to get it to stop trying to drive. Happens in both X and Y.
Thanks @TinWhisperer for this research on the lubricants. I am going to clean all that WD-40 off my screws and give silicone another try. I like silicone due to its ability to not attract dirt. I just need to be patient and allow the propellant to evaporate this next time.
I never heard you mentioning before about having been jogging around on the table and being driven into hard stops randomly. This in my mind points to laptop…the fact that you have “freezes” that don’t really mimic freezes others experience points toward laptop or new version fire control. I know it does t take much of a computer to run firecontrol. However, your specific issues sure are sounding a bit out of the norm from what I’m used to hearing. I’m not that computer literate now days,
When you are running your machine what all does your laptop have going on? Are you connected to the internet? Do you have virus protection on it that is up to date?
I don’t want to respond to everybody individually, because I don’t want this thread to get even harder to follow, but I have read and am considering everything said.
Here are some observations that seem more and more relevant to my issues (some things I wrote off previously being unfamiliar with this system, and something I am still unsure of whether or not the are normal), and I have only recently started watching the computer and the cut at the same time.
RELEVANT OBSERVATIONS
Often times after a program finishes I will still show live voltage and THC active lights, and those stay on screen until I turn off Fire Control.
A couple of times I have watched live voltage stop fluctuating in the middle of a cut and it will “freeze” and continue to read the exact same xxx.x volts through the rest of the cut and after the program finishes.
If I manually jog my torch up and down far enough, it will crash (either into its own bracket or the work) and the IHS doesn’t interrupt the travel. I haven’t sat there and held the button down, but I have definitely had an “oops” moment, because it does not behave the same as under “initial height sensing”.
If I restart fire control without homing my machine it will allow me to jog into a hard stop. It seems to lose its position if it is not homed when FireControl opens.
Once, during a rapid move, FireControl had an error that it lost its position, but I think that may have been because a motor coupler slipped.
I am on my second plasma cutter that has had the live voltage freezing error and issues with THC behaving strangely. Both have been wired via CNC (CPC?) port to divided voltage.* The VIM box is mounted via Velcro tape to the bottom of the back rail of the plasma table, and the wires are zip-tied to the rail in the same vicinity as the far Y-axis motor’s wires.
My laptop is a brand new Asus (cheap) unit from Best Buy. I have only had it charging while running FireControl one time and I had a massive crash, but these other issues have happened when not charging. It is always connected to the internet.
Typically the only things I have running during plasma are lights (led and fluorescent), my compressor, and I have a bank of Dewalt batteries on chargers that are always plugged in. The service panel, and ground rod are about 30 feet from the electronics enclosure.
*I am not a great solderer, and have wondered if I did a good enough job soldering those tiny little wires for the divided voltage to the CNC (CPC?) plug provided by Primeweld. It was definitely connected, but just a bit more globby than I would have like it to have been, but I did use a shrink tubing to isolate the connection. I’m probably introducing too much doubt with this comment, and I have run the THC setup process multiple times, and Fire Control was happy with all of the readings during the setup procedure.
Did I miss anything?
@TinWhisperer, I will DM you with those serial numbers.
Where my voltage spiked (that started the crash cycle) was where I had a 60% feed optimization factor programmed into my cut. And I have torch speed cutoff set at 85%. So the fact that voltage went from 87 to 102.4 was to be expected, but the THC should have been locked out due to the speed cutoff.
And come to think of it, every time the torch has raised suddenly on me when using smart voltage has been on inside geometry, and I’ve been using 60% feed optimization and 85% torch speed cutoff since the second cut, so THC is doing things when it should be disabled.
This definitely points more to a FireControl or THC issue than the plasma cutter.
You can address the static electricity just by grounding your table and cutter as i believe @Bigdaddy2166 has talked about at length on here. Not thru the panel but locally right at your cut station.
I was re-reading all of @Bigdaddy2166’s posts last night. I think I’m still not grasping all that needs to be done there, and it seems a heck of a lot of additional trouble to go through with no guarantees that it will solve the problem.
Bottom line is the Langmuir table just isn’t nearly as plug and play as they make it out to be, is it? I mean, I guess it is for some, but man, if you’re one of the unlucky ones, it’s just going to be an uphill slog.
I personally have been very fortunate and have not really had any issues. And truthfully I didnt put much stock in the emi issues. I just added a machine torch to my set up and while i was hooking it up i adjusted things a little bit around my table. Ultimately unknowingly I got my thc box leads closer than they had ever been to the pc usb cable. All of a sudden i was randomly experiencing all the issues people bring up here. Was very humbling. I worked as an MRI Technologist and field applications specialist for many years. That whole field revolves around super difficult to understand principles regarding rf/emi/and conventional magnetic fields. The comment about the systems not being as plug as play as they are marketed is not actually accurate. Speaking as a previous employee of Hitachi Medical systems, a multi billion dollar company working in an industry that has some of the most stringent requirements on paper regarding preventing and nullifying unwanted rf and emi it simply isnt possible to engineer a perfect 100% guaranteed device that must function in an environment that has any people operating in it at all. The nuances associated with what can cause those energy interactions simply cannot be completely anticipated. General Electric cannot do it, Hitachi cant do it and Langmuir cannot do it. The majority of my job was hunting down rf and emi onsite. I know engineers that have been working in the field for 30 years that had been baffled at times. My opinion based on my own experiences is that really the USB cable is the achilles heel of these systems for introducing emi into the works. I think a good solution would be anexternally rf shielded usb cable that had a pigtail to connect to the table for a ground point. When dealing with these energies and the havoc they introduce with signals that computers process about the only thing possible is work at using best practices.
")