that is true. also, the treason i steered clear of the limit switches anyway. by no means am i being critical of anyone the bugs are just not worked out of the limit switches anyway. just like i have seen a lot of minor inconveniences with the newer version of fire control which is also necessary to run the limits.
1 Like
The Facebook groups are full of people who confidently offer their erroneous opinions as facts. I bailed out of the Crossfire owners group for that reason. I’m still trying to help folks on the official Langmuir support group.
3 Likes
@CrazyCasey checked my machine this morning. I have 48 and 3/16 from hard stop to hard stop . I have cut from and close to against them many times.
I agree with @ds690 I don’t even fool with Facebook people are full of advice. Look at us:rofl:![]()
![]()
![]() . Honestly we wouldnt tell anyone anything wrong on purpose. Some people just have to give a answer.
. Honestly we wouldnt tell anyone anything wrong on purpose. Some people just have to give a answer.
2 Likes
I have been working through the issues with the limit switches and now if I get any error, it seems to go away if I “home” the machine and then travel your torch with the x, y controls of FireControl.
Stop the torch approximately where you expect your project to burn. The next steps will tell the machine you are meant to be in the area: Click on “Set Program Origin”. You can pick one of the corners or the center of the project. You will pick what fits with where you suspect your torch is right now and will be located when it starts the program. Before you do anything else, click “zero all axes”. These steps can be done in the opposite order: zero axes and the program origin if you like. The Program Origin and where you zero your axes need to be the same point.
1 Like
@CrazyCasey Looking at your picture you have your parts exactly on the X-Axis 0 for the machine. When you consider your kerf, the torch will have to move negative X to achieve the cut, tripping the X axis limit. (Just ran into this myself.) Give yourself a 1/16" positive X move then zero the workspace. It may clear the error.
Edit - Re-reading your initial post, you may want to re-evaluate your X limit position & soft limit. I found after my initial setup that I had excess space at the limit switch (~.100") that could be “added” to my travel by adjusting the switch bracket. (This is with a Crossfire 2x2.) I also adjusted / pushed my soft limit to the edge, adding another .045" to the soft limt. (Measured clearance was ~.06".) This gave my an additional .095" to my travel.
1 Like
Thank you @Phillipw and @ds690 for the info and the laugh. @ChelanJim that’s all very coherent and makes a lot of sense too. @Simsworx, yeah, I think you probably nailed it; I had a little less than a 1/16”, between that part and the X-axis, which was still less than my kerf on 14ga, but I think that the Fire Control version that supports limit switches gives itself a little extra buffer. The part at the bottom cut, and it was about 0.080” off the X-axis. I also typically add 1/8” stock in Fusion, but for whatever reason (multiple bodies in the cut file?) it was placing the stock box point in the middle of the drawing, and would only let me pick the XY origin as the alternative point.
And like I said, my table could physically get there; it let me cut the very top line originating on the X axis. It just wouldn’t let it cut (at 127ipm) towards that limit, so that tells me Fire Control is adding a safety buffer beyond the limit switch contact point.
When I set up my limit switches, I added a little extra safety buffer; it sounds like my buffer is redundant, so I’ll reset the limits a little closer to physical contact and see what happens.
2 Likes
Oh, and also…
So, I did a “peck” file for marking the centers of 382 0.1285” holes I need to drill in that 14ga aluminum, and since I just wanted a “peck” and not a pierce, I set the pierce delay at 0.25 seconds, and set the cutter at the minimum setting of 20A and air pressure at 60psi. And nothing happened. I double checked the G-code to make sure the torch firing commands were there, and they were.
So I set the pierce delay at a half second and tried again; still nothing.
I went to 0.6 seconds, and still nothing.
I set pierce delay to 0.7 seconds, and I got a quick little spark that barely marked my hole center. If the torch fired for more than a 10th of a second I would be amazed. Then the next pierce in line didn’t fire the torch. The next four or five did, and then the one after that pierced all the way through, and the three after that didn’t fire at all, again. All of the pierces were incredibly brief, kind of like arcing two low voltage wires together.
So, I went to 0.8 seconds, and now I was getting consistent torch firing, still very brief, but completely piercing each hole, which I didn’t really want.
Finally I dialed the delay down to 0.75 seconds, and found that that was the lowest setting that would give me consistent torch firing on each pierce, but it was still blowing through on every other hole.
Anyway, I only typed all of that out, Erik @72Pony because I have heard more than one person say that 0.8 seconds is the minimum setting for Cut60, and not to refute what your machine does, AND ALSO fully accepting that my machine seems to be a little bit strange, it was an interesting experiment anyway.
I’m not sure what my take always are. I’m using a 1.1 nozzle because that’s all Primeweld had at a good price when I bought my machine, and I’m not sure if torch firing would be more consistent at a lower delay setting, and or the energy put into the material would be less or more at a given amperage, with a 0.8 or 0.9 nozzle, but, like I said, it was an interesting experiment. It’s not necessarily anything I feel the need to solve, but I wanted to share since the pierce delay thing has come up a few times.
It makes me wonder what’s different between our machines. I’m hooked up to divided voltage via the CNC port. Could that be causing a communication delay? I know @mechanic416 said something about a communication delay several posts back. George, I didn’t get out there until late yesterday, and didn’t want to bug you on Sunday, about the hand-torch/ohm meter thing.
Anyway…
I just want to say that I am really grateful for all of you guys. I would have thrown the towel in more than a week ago if it weren’t for this forum.
2 Likes
Remember to low of air pressure can make it so the torch won’t fire
2 Likes
Don’t you just love when people answer a public question (Amazon customers are notorious for this) like they think they are the only one that the people are asking the question of:
- “I don’t know, I have not taken it out of the box yet.”
- “I am not near my machine so I can’t measure it right now.”
or my all time favorite - “I don’t know. I decided not to purchase it.”
3 Likes
Another sheet ruined…
Honestly fellas, the emotional roller coaster of this whole deal has me about ready to throw in the towel.
I’m assuming this one is probably my fault, because I forgot to unplug my laptop…maybe?
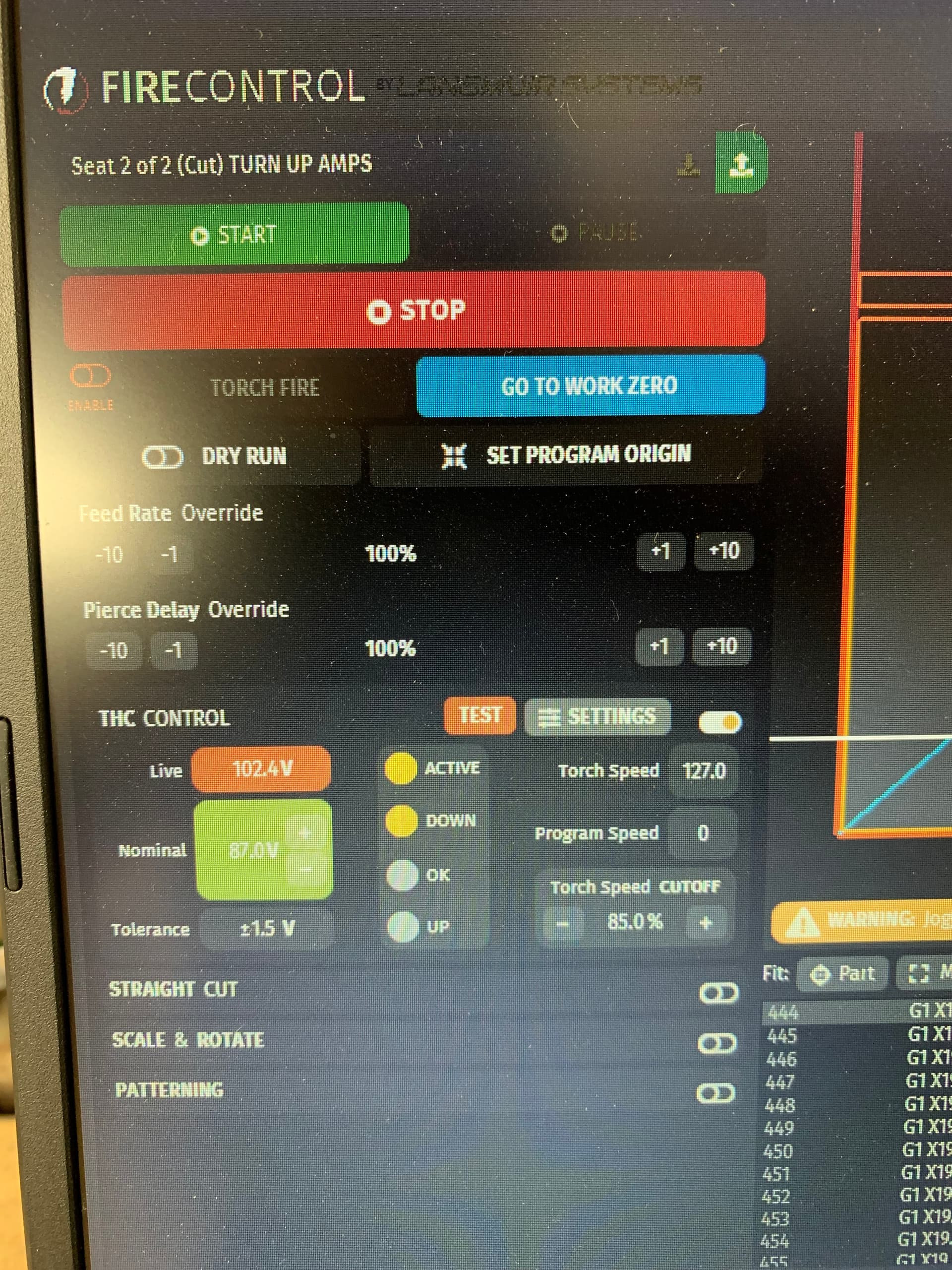
Middle of the cut, everything is going flawlessly, and all of a sudden the cut voltage starts climbing (cut height looked consistent) and the THC rams the torch into the work with such anger that it put an inch long gouge in the metal, and pulled the whole sheet with it towards the edge of the table.
I immediately (except for my piss-poor reaction time) hit the space bar, and cancelled the cut, but the torch was pulled into the work with the cable end leaning almost 45° forward and cocked pretty seriously to the right. Even after cancelling the program the Z-axis motor was still trying to jam the nozzle further into the work. Z-axis bearings are all tweaked now and full of slop; might have even bent the guide rods.
And the THC system in FireControl seems frozen; it’s still reading live voltage, and still showing the active and down lights, even though everything is now disconnected.
This is really lame…
Grab a isolating plug then you can leave it charging.
1 Like
Do you think that’s what happened, @Phillipw?
very well could have elimination is the only way i know. electrical interference will do all kinds of crazy stuff to fire control.
1 Like
Oh that’s a shame. The THC was trying to relieve the voltage. Perhaps the work clamped material was severed from your project. The sensor in the z axis did not act appropriately: that could be stuck together some how.
I will say I have been impressed how you have kept it together through your challenges with this project.
Edit: Another thought, if the torch was resetting for another burn and when it was trying to sense the plate (metal), there was no metal to touch, you grabbed the edge of the metal as the initial height setting was trying to start your lead in. I have that problem a lot because I have a bunch of cheaper 4 inch wide metal and I am trying to use every bit of it. I have solved that by making my lead-ins in the meat of the metal and not the edge.
1 Like
Man, as hard as you’ve worked I hope you hang in there. I was in the same state about a 4-6 weeks ago. So I drained my table and promised myself I wouldn’t cut anymore until at least I made sure my air was as dry as possible. I just needed a timeout, but with some goal in mind. Every cut had my panties in a bunch and it wasn’t fun anymore. Due to caring for my ill Dad lately, it’s taken longer than I hoped but I am about to fire up again. It’s still just a hobby for me, so I could afford to do that.
As much as I hate to say it, after reading on here about how smoothly others are finding this process, I am starting to suspect the PW Cut60 hardware because I have seen exactly the same thing you described above. I can have a flawless cut going, compressor off, laptop unplugged, cables not touching the frame, cutter as far away from controller as cables allow, control box mounted with thick plastic barrier to the table, nothing coiled, work clamp on piece, almost new consumables, program and CAM settings I have successfully run before, rabbits foot in one hand and 4-leaf clover in the other, out loud “hail Mary full of grace the Lord is with thee, …”, and either Firecontrol freezes and/or the torch goes manic/depressive.
I love my PW Cut60 for non CNC work and I will keep it for that, but after I work a bit further through my own education, I am considering investing in Hypertherm. I love PW for the price point and non-CNC work I have gotten out of it. I HOPE I AM WRONG and my dry air solves my issues.
I hope you find the silver bullet for you issues and it gets back to being fun. Either way, I definitely respect the effort you have put in.
4 Likes
Well said.
1 Like
Plenty of material around the pierce/cut, and plenty around the ground, too. Must have been the laptop. Definitely bent the z-axis rails…
I got the free play out of the bearings around cut height, but when it retracts it’s super sloppy. I guess I should order some new rails, and possibly some new bearings too.
Well, since misery loves company, I appreciate your tale of woah…and I’m really sorry to hear about your dad.
I too am starting to suspect the Cut 60. It works “flawlessly” for some, sure, but there are a whole lot of people on this forum having (a variety of) issues with the machine. And it’s exactly like you said; it will perform flawlessly, and then it will completely fail, and sometimes take other things out with it, when it does.
Anyway…not wanting to be deterred:
I adjusted the bearings as best I could at cut height and tried again, laptop unplugged. I ran an entirely flawless cut; something like 400 pierces, and 25 minutes of torch time, and used up an entire 2x4 piece of aluminum. And at the end of the file, FireControl threw an error, froze, and had to be restarted.
I’m at a loss. My combination of the Primeweld Cut60 and Crossfire Pro is just not reliable. It behaves unpredictably. And now it’s damaged, too. Do I order parts, fix it, and chalk it up to the laptop being plugged in? That’s the first time I’ve done that, and most of the rest of my issues up to this point have been resolvable…I’m just not ready for another massive failure in the middle of large project, on an expensive piece of material.
1 Like
You might have hit on something there: Perhaps the duty cycle is being shortened because you are cutting on heavier plate. You might try running a scenario where you let the machine “rest” for a few minutes after 60 second worth of burning. I don’t know what would be the magical ratio but it might be worth considering.
That is beyond my knowledge base of how the implement in the gcode, but I have heard others talk about it (read…not heard…just didn’t want anyone thinking I was eavesdropping}.
2 Likes
@ChelanJim, I made a comment 20 or so posts ago that I should probably start a separate thread…but this thread has sort of evolved into a more general “Casey’s tales of woah”, and not just “trouble cutting 3/8” material”…
All of my efforts the last few days, including the failed piercing issue, the machine travel limits issue, and the massive crash which bent up my Z-axis, have all been on 14ga aluminum. It was cut at 30A, which the Cut60 is said to have 100% duty cycle at that setting. This is the project I purchased the Langmuir machine for.
And while I’ve learned a lot…
That FireControl is temperamental.
That THC is temperamental.
And that the Cut60 is temperamental.
…ultimately the project was a failure. I ruined half a 4x8 sheet of aluminum. I crashed the machine hard enough to bend the Z-axis, and now the X and Y make a weird sort of honking noise near the ends of their travel too…all because I forgot to unplug my laptop? I mean, I get that it’s a “known issue”, but that’s really dumb that this thing is that finicky.
It sucks, because I’m close to success, yet at the same time I seem to have more issues than when I started; FireControl wasn’t freezing and having errors before today, and that persisted even after unplugging the laptop.
I’m truly at a loss. I’m trying pretty much everything that’s suggested, but I’m not necessarily getting anywhere (meaningful). I thought I was before today, but this machine seems to do that…builds you up and then yanks the rug out from under your feet.
PS-I’m drinking whisky, so I’m probably a tiny bit mellow dramatic, here.
But I’m REALLY frustrated.