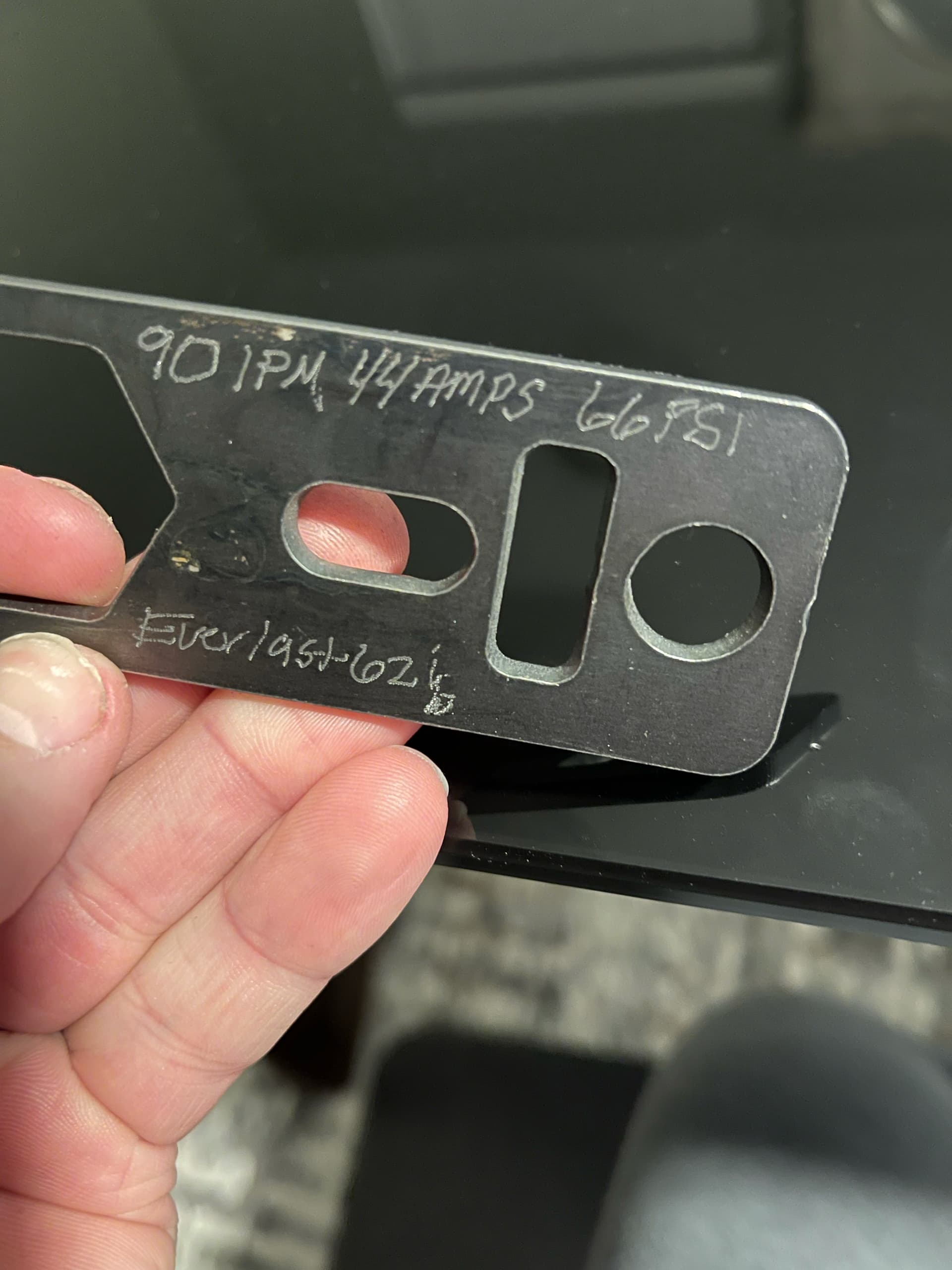
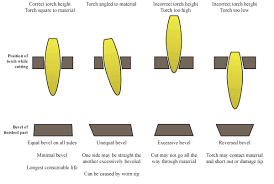
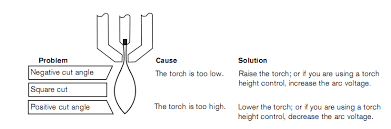
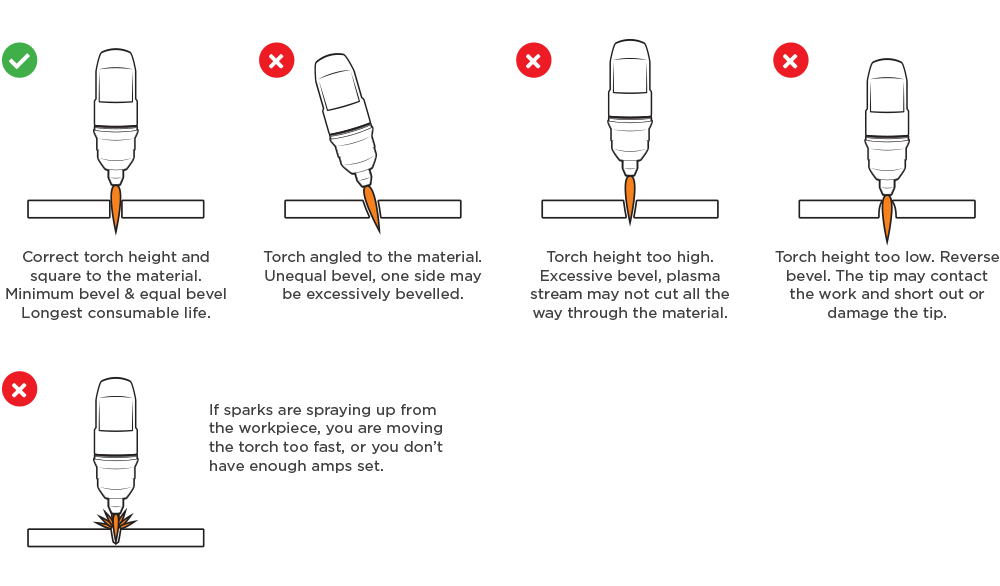
Been dialing in this new machine and running some test cuts, cuts are clean but with excessive bevel i think is from improper torch height.
Fusion settings in cam are set at default and even when I change the value in cam the torch height when cutting stays the same (when measuring in the middle of a cut program and pause it), its roughly cutting at .115, and it wont go up or down regardless of what perimeters i set in Fusion.
setup
everlast 62i, using divided voltage at Cnc port.
so I am a Pro table user with a 62i also…I feel your first problem is using the CNC port for divided voltage…the best place to get readings is right from the lugs inside the machine as it leaves for the torch and material clamp…there are pictures I posted on this in the forum.
Everlast has been known to inaccurate divided or raw voltage at the CNC port…
I am tied into the lugs inside at the front of the machine and have had perfect readings from day one…
next are you getting connection when all plugged in?..do the buttons on the top right of the Firecontrol both show connected?
next make sure your laptop is not plugged into a power source…it needs to run on battery or with a plug without a ground.
make sure you are clamped to the material and not the slats or table…
your clean cuts look nice…you just need to get THC working and setting the height in fusion to the right setting…I do not use fusion so I can not help with that.
keep in mind the 62i runs on 60psi balanced on the front of the machine when you do a flow test…do not play with the PSI to much…leave it at 60…play with your speed and amps…
As for the divided voltage…my manual says the same thing…but I do not trust it and it was off…besides if you believe everything you read you would believe me as I have experienced the issue…right?
Langmuir is best off with RAW voltage from the Everlast…
a little searching using the magnifying glass in the top right corner gives this result…
scroll down through the post and you will see some pictures I posted…
note the black wire goes to the lug for the torch and the red goes to the lug for the material clamp…this is the right way to do it…
the wires then plug into the VIM box and you plug your jack into the PV outlet…do not use the DIV outlet…put tape over the DIV outlet…
Regardless of the perimeters i set in fusion on when cutting and i pause the program the torch height distance is like .116 measured with a feeler gauge.
is the torch hitting the material before it bottoms out and triggers the ihs switch? if the torch is too high up on the mount then the ihs switch will trigger prematurely causing it to be at the wrong pierce/cut height.
I believe we spoke last night. Did setting a nominal voltage help resolve the issue or are you still encountering problems? If you are, please send your GCode file to me at support@langmuirsystems.com so I can see if there’s anything that may be causing this there. If you allowed your torch to rest on the table slats when you secured it in the V-blocks during assembly I can assure its not hardware limitations.