Adjusting the torch in the mount has no effect.
Im watching the g code read my correct height on fusion, still no effect on actual cutting height.
But ill send over the code later.
Nominal voltage didn’t change the cut height either.
Adjusting the torch in the mount has no effect.
Im watching the g code read my correct height on fusion, still no effect on actual cutting height.
But ill send over the code later.
Nominal voltage didn’t change the cut height either.
If you’ll give me a call back before 330 CST I can try to work this out with you. It would be helpful if you could send your file over to me. I can review the code and run it on my table as well and see if its a programming issue or something with the THC. 936-235-3991
Will this work
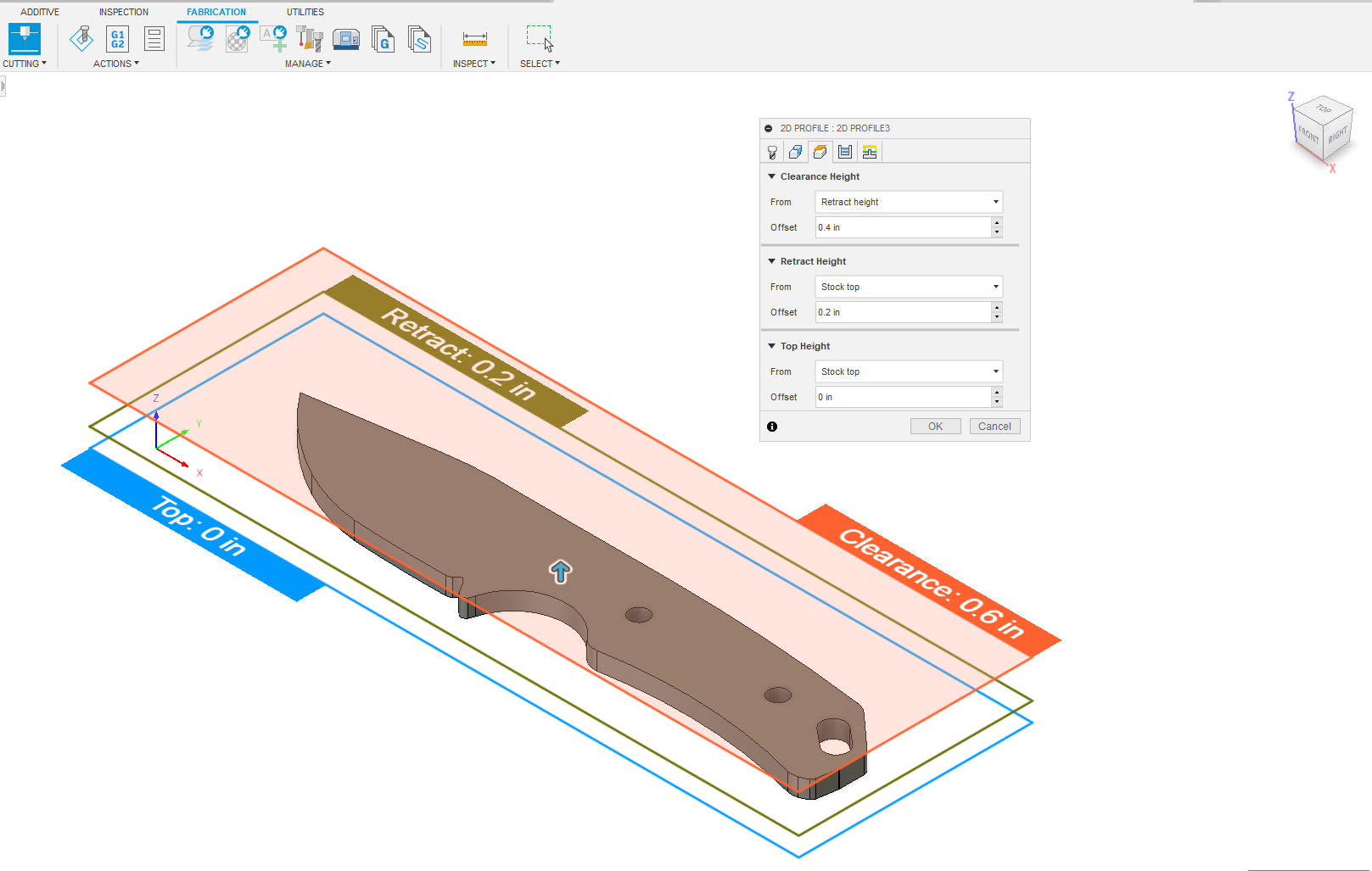
(2D Profile3)
G0 X1.4416 Y-3.2245
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.118 (Pierce Height)
M3
G4 P0.5
G0 Z0.063 (Cut Height)
H1
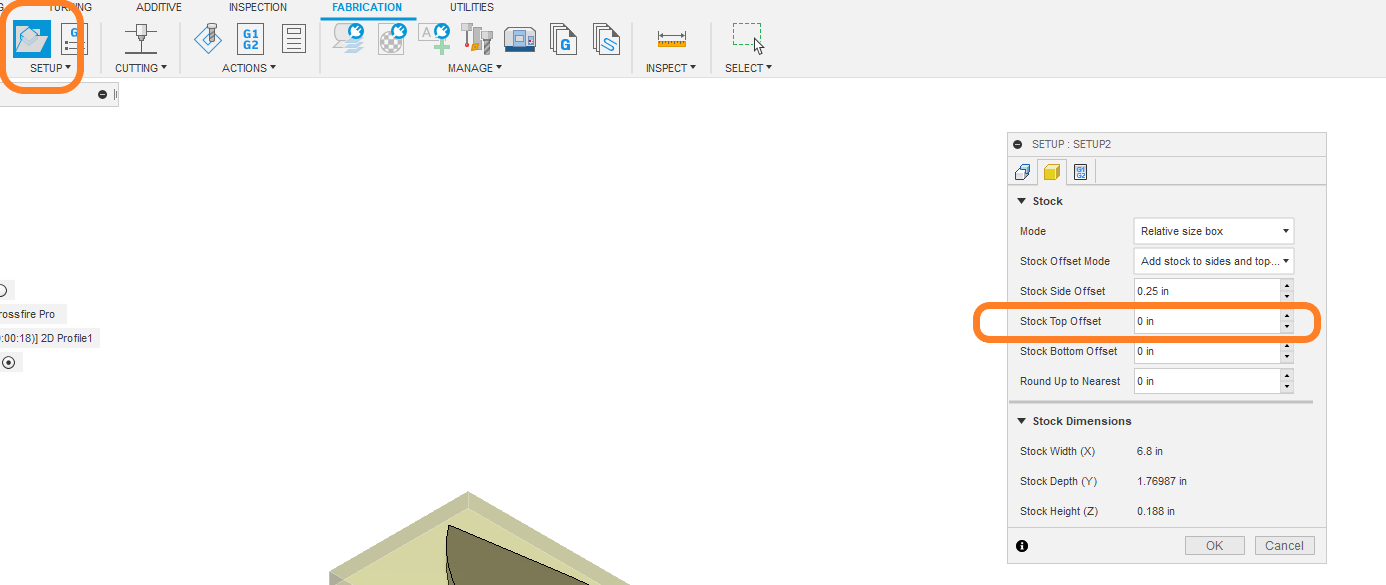
Stock top is always is 0
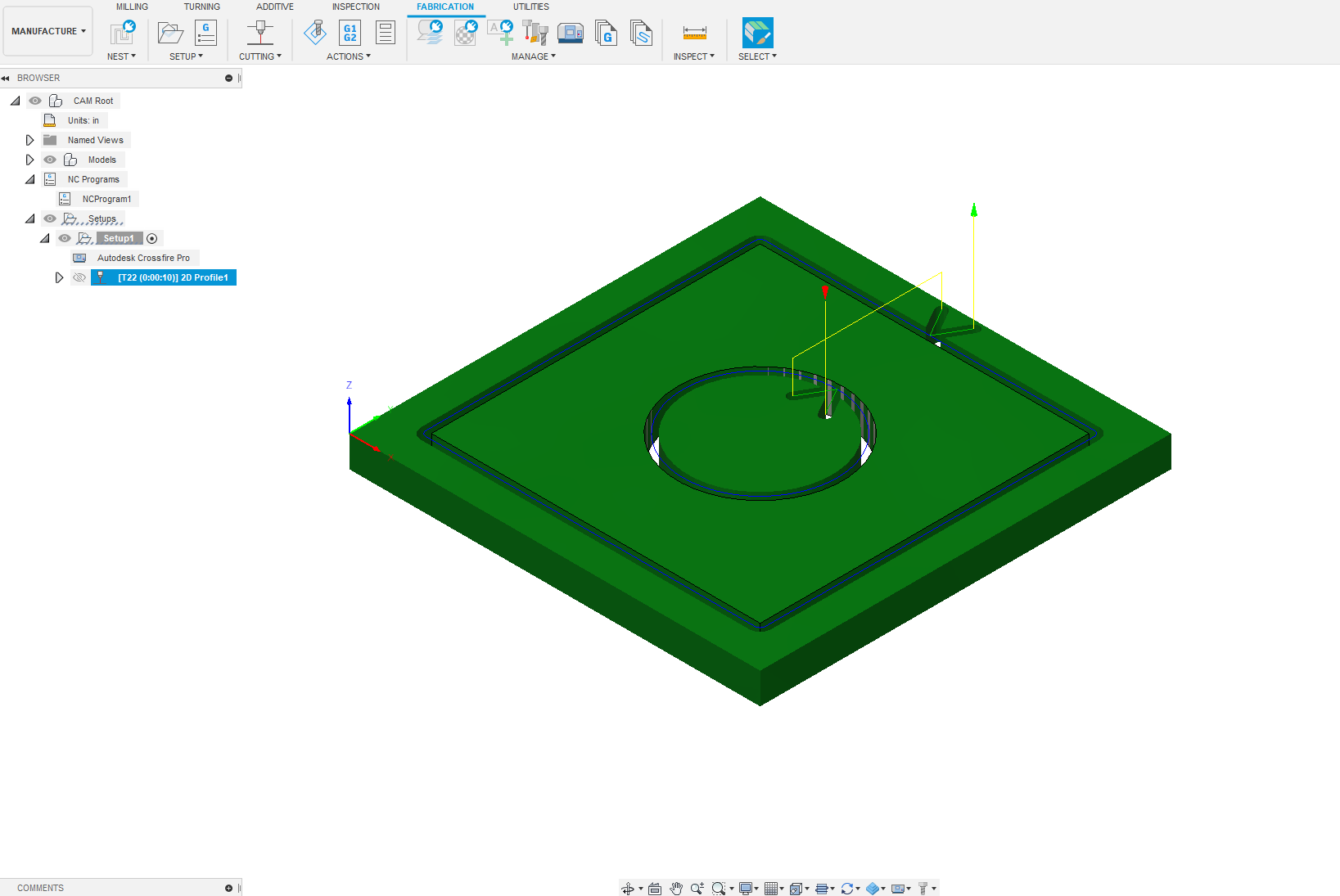
The piece you provided looks ok.
Here is a simple 2x2 square with a 1" hole processed through Fusion360
(v1.6-af)
(Machine)
( vendor: Autodesk)
( model: Crossfire Pro)
( description: Langmuir)
G90 G94
G17
G20
H0
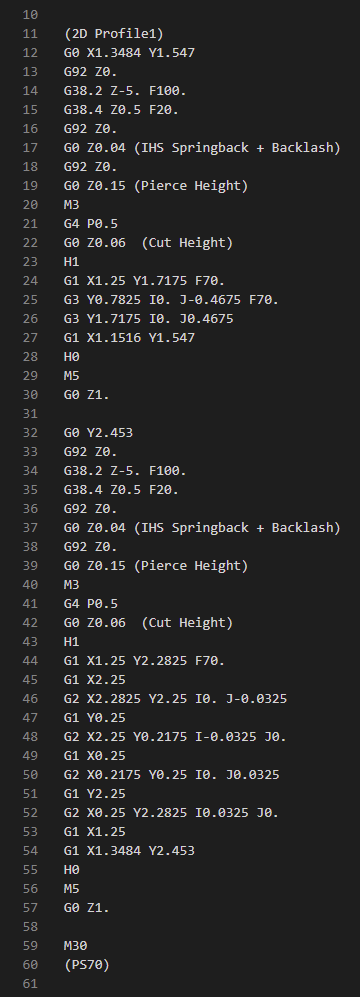
(2D Profile1)
G0 X1.3484 Y1.547
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.15 (Pierce Height)
M3
G4 P0.5
G0 Z0.06 (Cut Height)
H1
G1 X1.25 Y1.7175 F70.
G3 Y0.7825 I0. J-0.4675 F70.
G3 Y1.7175 I0. J0.4675
G1 X1.1516 Y1.547
H0
M5
G0 Z1.
G0 Y2.453
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.15 (Pierce Height)
M3
G4 P0.5
G0 Z0.06 (Cut Height)
H1
G1 X1.25 Y2.2825 F70.
G1 X2.25
G2 X2.2825 Y2.25 I0. J-0.0325
G1 Y0.25
G2 X2.25 Y0.2175 I-0.0325 J0.
G1 X0.25
G2 X0.2175 Y0.25 I0. J0.0325
G1 Y2.25
G2 X0.25 Y2.2825 I0.0325 J0.
G1 X1.25
G1 X1.3484 Y2.453
H0
M5
G0 Z1.
M30
(PS70)
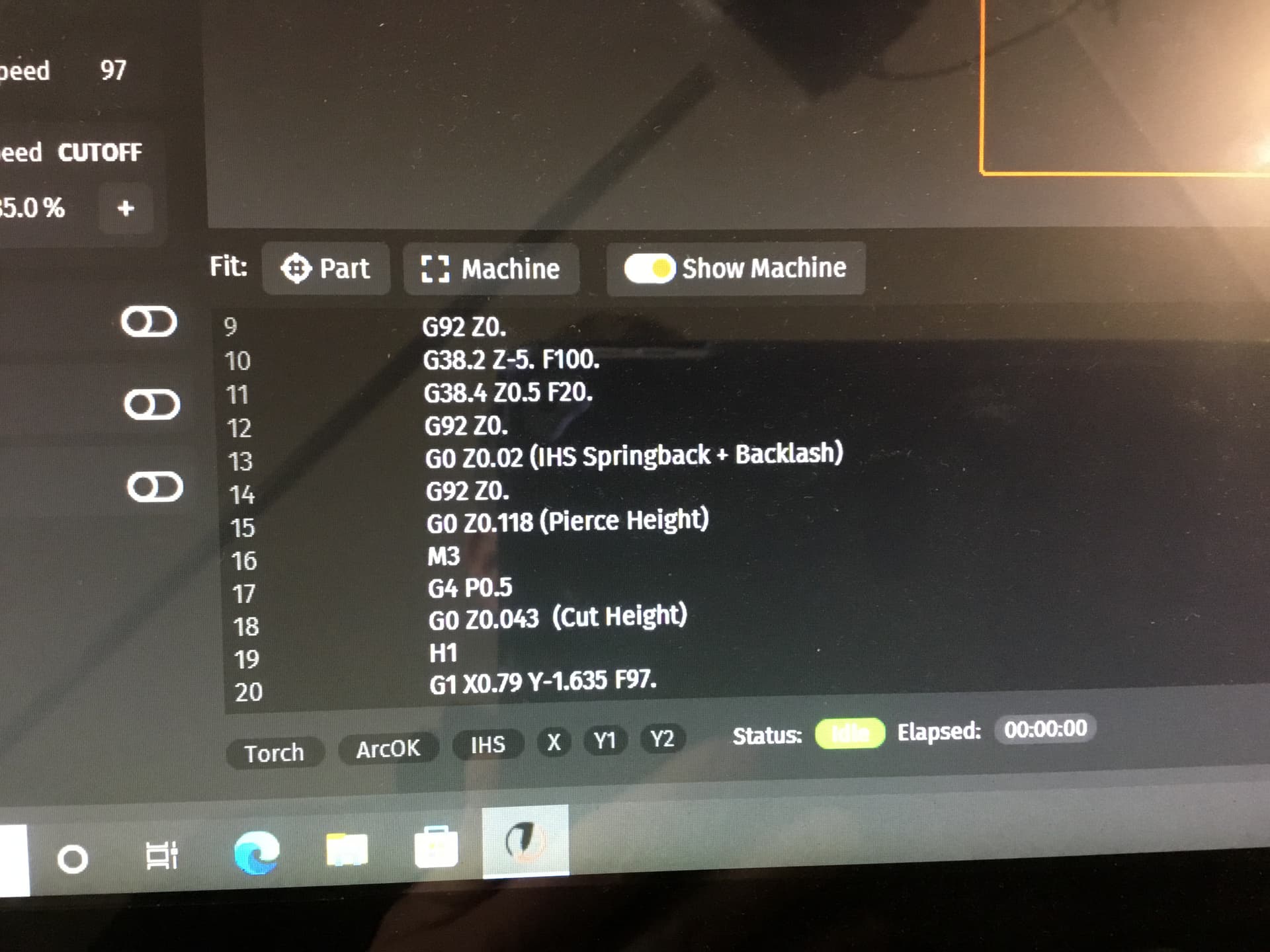
Spoke with @AultFab on the phone and changed a few parameters in the GCode, namely the IHS backlash which was set to .04, nearly double his programmed cut height, and sent it back to test for improved results.
Nothing changed still have an incorrect cutting height, will post a video this weekend
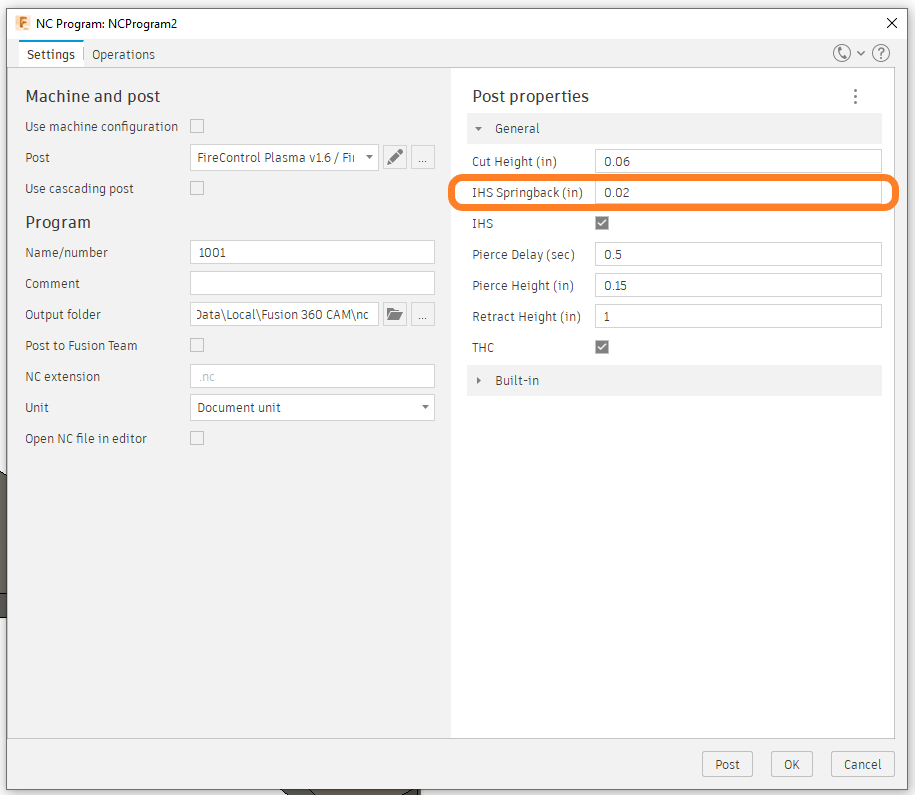
The only way to achieve the actual cutting height you input into cam when using smart voltage is to Zero out Initial spring back in cam and to lower the cut height in cam to .043.
With this setting im able to measure and confirm that is cutting at .063
As Fire control has an additional .020 of initial spring back and backlash that is programed in and unchangeable to the end user. Line 13 of G code
(this needs to be a changeable value the operator can change in fire control)
problem solved!
that’s more of a band aid… you shouldn’t have to use a lower value in cam to get the correct cut height in firecontrol. are you using fusion or sheetcam?
fusion.
With the cut setting at .063 and the built in .020 in fire control you are at .083 regardless, im sure almost nobody is checking actual cut heights during a run.
No other options unless you want a .083 cut height
I’m fixing to walk out and measure mine.
I can confirm .115 on mine. I re ran 3 times getting same exact results. Quickly resolved it by setting nominal voltage but I’ll run some further test tomorrow.
Edit: Hypertherm 45xp
There is a way to change the IHS springback to zero if you choose to. It’s not the quickest solution by any means but if you ever want to manipulate the GCode to test something you can simply open the .tap file with notepad and use Ctrl+f to find the IHS in the preamble of each cut and set it to 0. Lowering your cut height as you have is the best approach as a permanent solution. However, I’m still unclear as to why you weren’t able to resolve this issue using nominal voltage as we discussed initially the way @MrWelder was able to. If you’d like to set up a video conference. Please call or email me and I will schedule something.
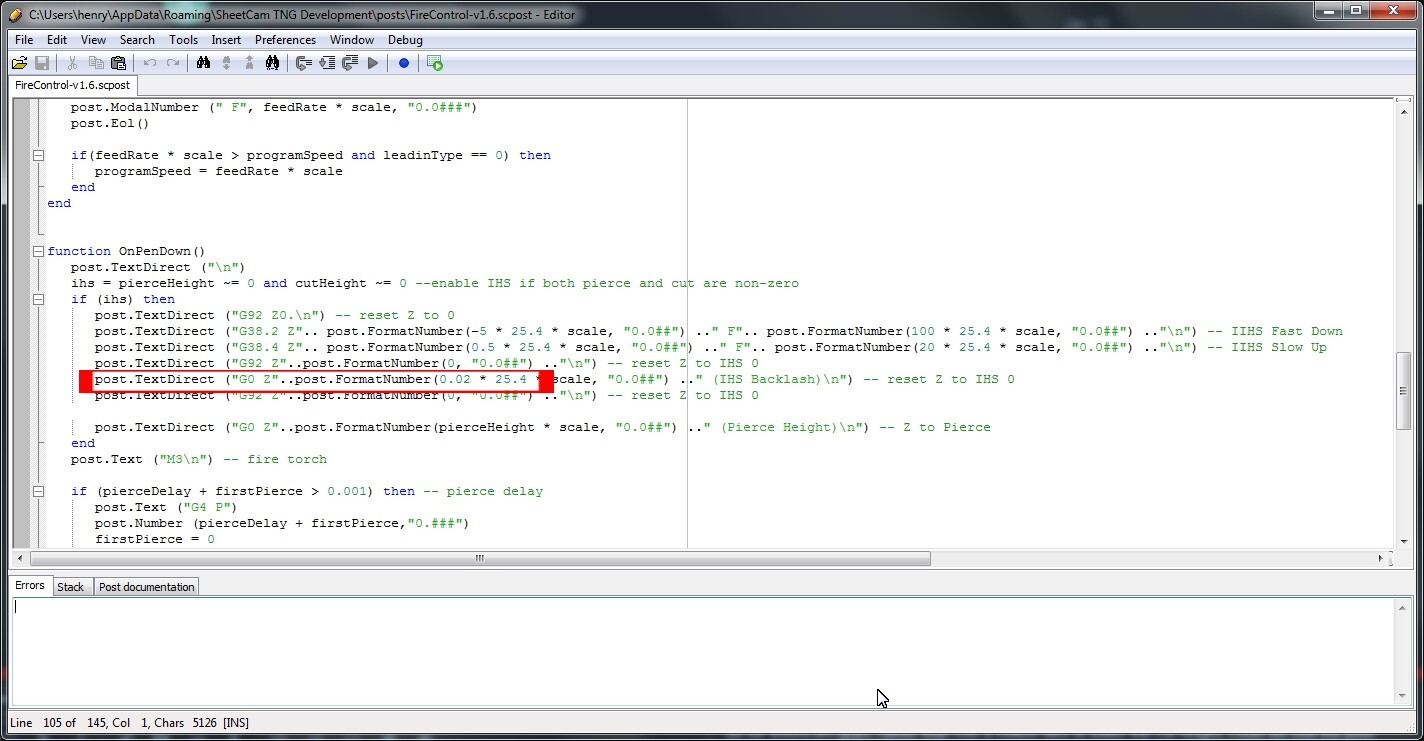
So for sheetcam guys, rather than edit a million files to lower the cut height, could we edit the post processor? here is what i found in sheetcam. Also is the the most up to date version you guys have for sheetcam 1.6?
I’ll admit I browsed this and did not read every post. But I didn’t see this brought up.
Take into account the flatness of what you’re cutting. The slightest bow will produce bevel in a certain direction. Your workpiece is not a constant, it’s a variable. Lot’s of things affect bevel, and some bevel is always possible with plasma. Also, cut direction.
When I saw this thread I was just getting my table up and running. I did a couple small projects to see how the table cut and noticed the same bevel as the OP. Ordered a set of feeler gauges so I could start using the fixes listed throughout the posts. Paused mid cut and measured. Got exactly what I entered in the post processor. Using Fusion 360, cutting height at .06 and 0.0 for spring back. Any reason the other cumulative measurements would not be in there as I have not changed anything else? The bevel is consistent on all sides of holes so Z is squared. Any reason for the bevel still taking place or do I need to pause the program at multiple points in a cut and re-measure.
Hypertherm 45XP (running 45)
11 gauge mild
Standard cut consumables brand new
140 to 175 ipm
No concerns about cut quality or accuracy as both look great. But when cutting holes I have to build in some extra to account for the bevel.
You may know some of this already for holes.
How long is your pierce?
Do you cut at center or circle and out or lead have a lead in?
Do you have a rule set to slow cuts down on circles? ex. cut at 60% of your program speed
Do you cut counter closewise? Confirm it on the table itself while cutting. Not just in fusion
Iv been playing with a rule set on corners bc sometimes I get some bad taper and its def related to speed of cut whipping around corner and the cut height. I don’t like the .02 backlash most the time, so I’v been also experimenting with that.
I use sheetcam and have yet to find where I can change the backlash. Its built into the post processor, I found some coding on the post processor but don’t want to mess with that. So I either have to run nominal voltage and or program my cuts to .040 cut rather than .060. From looking at all other plasma companies their IHS seems better than Langmuirs. Im guessing its Ohmic sensing, its the slightest tap and quickly comes up, where as LM is sometimes a bit heavy and much slower on the reading bf cut.
Iv ran the 45 for about a year and went to the 65. Its faster on cuts but faster isn’t always better. I don’t cut past 1/4 99% of the time so even if I jumped to an 85 that faster cut time isn’t very ideal from my experience with quality. Maybe Im not dialing it my setup enough and its always a learning day with plasma cutting. Most steel is not stretched and leveled (what most laser cutters buy) So it plays a huge factor. You gotta work with your supplier and getting the flattest stuff you can.
I’ve experimented with the pierce delay and settled on 0.3 for smaller pierce marks.
For holes, and all pierces really, I use 0.09 lead in/out at 60 degrees were possible which usually is in the inner half of small holes. I haven’t used the overlap yet at the end of the cuts.
I tied the rule for slowing down on corners and angles and found it eliminated the bevel. The problem I ran into is the angles then didn’t match the straight runs which were still beveled. I messed with speed from 140 through 175 and the best dross turnout was higher speeds. Even at 140 though I’d still get the bevel.
For cut direction the right side of the torch runs against the finished side of the cut. So clockwise on outside cuts and counter on insides.
I’ve eliminated all spring back as it’s 11 gauge and seems to not move at all.
Really the cut quality is good and very consistent throughout the pieces. The only exception is is the pierces as they are still visible if you look close. The bevel is not extreme but as mentioned before does require oversized holes at the top of the cut to get the desired diameter at the bottom. I haven’t cut anything other than 11 gauge and 1/4 so far and have bevel to both. I hopefully will be using some thinner stuff shortly.
I have tried dropping the cut height and started get top dross and as mentioned before, using feeler gauges I’m getting .06 when that’s what I enter in post.
I heard that turning the torch in the mount can help ( mine is 1/4 to the side to accommodate the gear track on the torch ) but didn’t know if that would help as the bevel is consistent or if that is just a rumor on a way to help.
Also I was wondering if it is better to cut at lower amps and slower speeds or if that has any effect. Also didn’t know if the fine cut consumables would help.
Finally I’ve heard that some taper is inherently involved in plasma cutting but didn’t know if that was accurate or what amount is normal.
I’ve had really good luck with the table so far. Same cosmetics issues as pretty much everyone else but no failure to fire or freezing yet. And I can live with the bevel ifs it’s inherent. Just didn’t want to accept it if it can be tuned out.
Iv used the hyp machine torch on the PRO and had the rails facing forward, on the XR i have the rails to the left. I too wondered if that was effecting anything. But…really you’d think everything in the torch is round and symmetrical , I did want to call hyp and find out though.
The XR is much more accurate on pierce delay than with the PRO, I find the book specs to be on now.
I also have been getting much less misfires (has plagued me for years) now with the XR, as Iv suspected of all the variables I felt it could be possible with FC communicating with the plasma and causing the random misfires. Makes sense to me now bc the XR is much more consistent. I get 3600 pierces per set of consumables on average. Im not saying it solved the problem but its def much less which is great. I document every cut and misfire on a tablet every time I cut.
Iv just been able to deal with the bevels bc of my product and I can grind some down if its too bad, but Im to the point now I have to spend more time dialing it in. I did some cuts the other day with .040 programmed which should yield .060 Id assume (need to confirm) but the cuts were good, much less bevel and I also did some corner edits (much overdue) I will need to play with how much to slow down though.
Ultimately its a balance of time you have, speed and dross to deal with. Sometimes i get very little or no dross on some parts. Others its a little more. All my holes have dross on bottom bc I slow my holes down. No matter what it will taper some. Iv had some parts laser cut and compared them to my cuts, big difference. I oversize all my holes to make up for the taper. When I cut Im always on a super time crunch, it takes me hours to cut all the parts for my product. Which I set up on usually a dozen files. So for me the 65 has been great, I cut 1/4 at 80ipm vrs the 45 amp I was cutting around 50ipm.
Sounds like you got a good jump on what you are doing. Keep it up and post some results if you find anything that is working well. Tons of variables of course with air purity, humidity, metal composition, consumable life etc.