Looking for some help. I’m at my wits end with my table/ plasma cutter, and almost fed up to the point where I’m about to sell it.
Cut quality has been an issue that seems to be getting worse, every time I use it.
My current setup is an older Sanborn 60 gallon compressor with a 1.5 hp motor. (unsure of cfm) I installed a cooler and water separator between the pump and the tank.
From there I have rubber air hose to a harbor frieght refrigerator air dryer, then rubber hose to a devbliss qc3 air dryer and m60 motor guard filter, then to the Razor Weld 45. Ive used external regulators, but currently using the RW45 internal regulator set to 70-80 psi while cutting. I have the machine torch purchased from langmuir’s website, using the consumables that came in the torch, and getting the exact same results as I did with me hand torch.
I am running a 12 ft extension cord from the outlet to my plasma cutter, but don’t have any other option.
The majority of my cuts are 14 gauge HR steel, I’ve dealt with the cutter not cutting through all the way on lead in. Dross on some edges, and not on others. Dross on the top side of the metal. THC causing the torch to lift off the table. Currently cutting at 45 amps, 180 imp.
I’ve tried numerous different settings on sheetcam that Ive seen on these forums to try and get different results and nothing has helped achieve a quality cuts. I feel as if I’m going in circles and not sure where my true issue is here. I’m sure there will be information that Ill need to provide to help resolve my issue, but l’m really not sure where to start.
I always clamp to the work piece. I suppose I’ve never tried removing the millscale where I’m clamping to.
I believe the extension cord is 10g, I’ll see if can source a 8g cord and try that. My cut height is .063" pierce height is .150". My thc voltage is set to 97v nominal. What amperage should I be at for 115 imp?
Check your torch height and make sure it is what you set it at. From the pictures it looks like its to high from the amount of top doss and incomplete cuts… 40 or 45 amps should work.
Have you tried using “smart voltage”? I know Langmuir says its not recommended on thin metal, but I’ve never had an issue with using it on 14 or 16 ga steel and aluminum.
yes, it always comes up good. I usually do this before I cut to make sure that the torch is going to fire.
-I performed the line test.
-It’s been a while since I’ve used smart voltage so I’m not exactly sure on the average number from smart voltage, id like to say around 110-120.
-Next time I cut (sunday likely), ill screen shot firecontrol and my parameters from sheetcam.
-I’d like to assume my air quality is okay. The desiccant has a gauge on it for when its time to replace it, which currently its still okay.
-I monitor air flow on the plasma cutter, not sure if thats the best method.
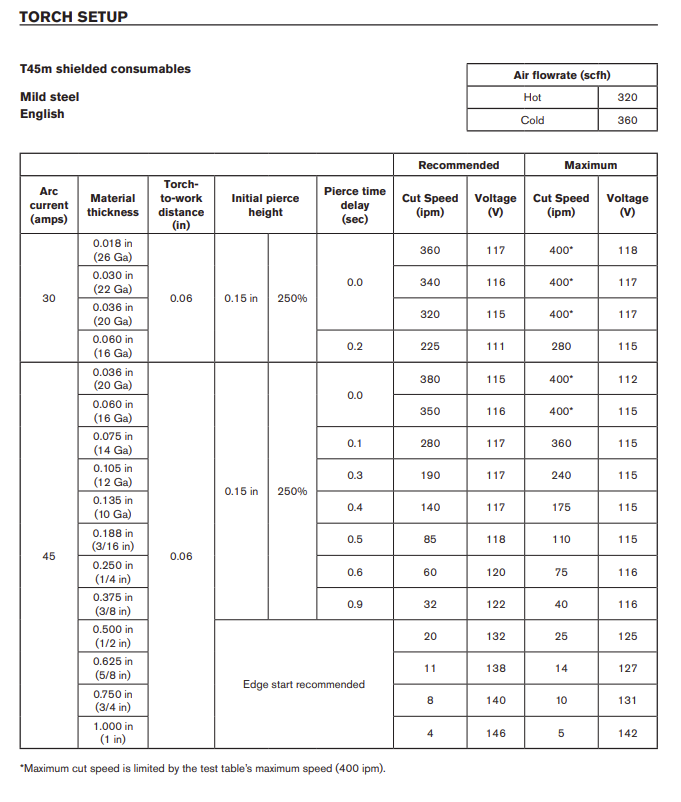
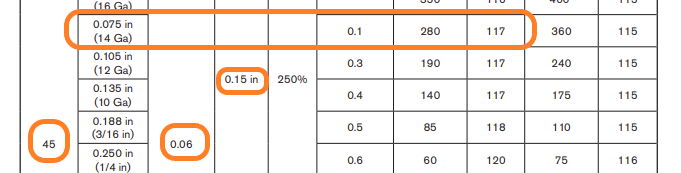
-The only cut chart I’ve seen is on this forum.
I’m a newbie at this (one month in with Crossfire Pro and Razor cut 45) so discount all my input accordingly.
First of all, it seems like your extension cord should be much heavier. I purchased a 6ga extension cord from Amazon (search for Parkworld Welder 50A Extension Cord, Welding 3-Prong NEMA 6-50 Extension). Maybe an experienced electrician/engineer will weigh in on the potential impact of running your setup on a lesser gauge extension cord.
The plug on the RazorCut 45 is a 50amp plug type.
Per the specs:
Power Supply / Phases (V-Ph)230v - 1 +/- 15%
Duty Cycle @ 40°c30% @ 45Amps.
I haven’t had torch height problems other than a glitch that I mentioned in the forum the other day. I initially had some ugly dross on the bottom side but that was rectified by dialing in the cut speed.
I concur with prior comments about how this is likely a torch height issue. That topside dross is odd to my eye.
Cutting 14 ga at 45 amps also seems odd to me. I’m currently cutting 10ga with about 32amps at 40in/min. Previously I was cutting 14 ga a bit below 30amps and at (maybe) 80in/min. But again, I’m a newbie.
Sorry to hear your frustration, but I’ll stand by to help in any way I can.
The 45 amps is the DC output at the torch at aprox 98VDC. The inverter in the cutter is only supposed to pull around 27 amps @ 240VAC with a max of 29.2.
The only reason I’d ever dialed on my amperage is because I can’t move fast enough.
I almost always run 14 gauge at 45 amps 270 in per minute. Using a standard 45 amp shielded consumable pack for the Duramax torch with my PowerMax 85 plasma.
There is very rare circumstances where I don’t but typically I’ll run
45 amp for 45 amp consumables
65 amp for 65 amp consumables
85 amp 85 amp consumables
The only exception is when I start running over 300 in per minute I’ll dial back on amperage.
Or with fine cut consumables I’ll use 40 amps as recommended by the cut charts for some of the thinner gauges.
I think a lot of the confusion comes in that they call these machines that razor weld 45 or the Everlast 52i or the cut 50 but those numbers don’t represent actual output of that machine like hypertherm does they’re just numbers.
If you compare a hypertherm 45xp versus a razor well 45 the hypertherm’s literally doing twice the work .
The numbers written on the sides of those B grade machines and on their LCD screen are complete fantasy.
Were a hypertherms LCD screen when dailed to 45 amps legitimately means 45 amps.
Where is a lot of these other machines when this machine says 45 it could be any amperage. the machine just has one to 45 power levels"
They do this to confuse people who are purchasing products in believing that those products are actually outputting that in amps where it’s just a number. And maybe it would happen to be that in amps but either voltage or efficiency then suffer.
Ohm’s law
Definitely in my opinion that is.
Once I get some of my power monitoring better set up at the shop I’m going to do some tests with my Everlast 60s, 375 Miller spectrum and my hypertherm 85.
And see what kind of work done versus wattage ratio
is actually happening
100% correct. Sometimes I have to run my PowerMax 85 on a 12 gauge extension cord that’s 50 ft long at 45CCDC amps and I’ve even checked with my thermal camera and the cord doesn’t even heat up.
Obviously this is not ideal. Regardless of what the machine consumes if you’re plugged into a 50 amp receptacle whatever is plugged in The wire, receptacle , and what have you should be able to handle 50 amps including whatever line losses involved of AC current.
Hi. In my opinion, your cut speed and amperage (45 amps, 180 inch/minute) are both far too high for 14 gauge.
NB - the chart from razorweld is way-off when it comes to the CrossFire system. There is a user generated chart on this forum which gives much better results. Search ‘Razorweld Cut Chart’ in the forum.
I would try 28 amps and 75 inches per minute. You should be seeing no dross at all on the top side and minimal on the bottom. If there is dross on the top, your cut speed is still too high.
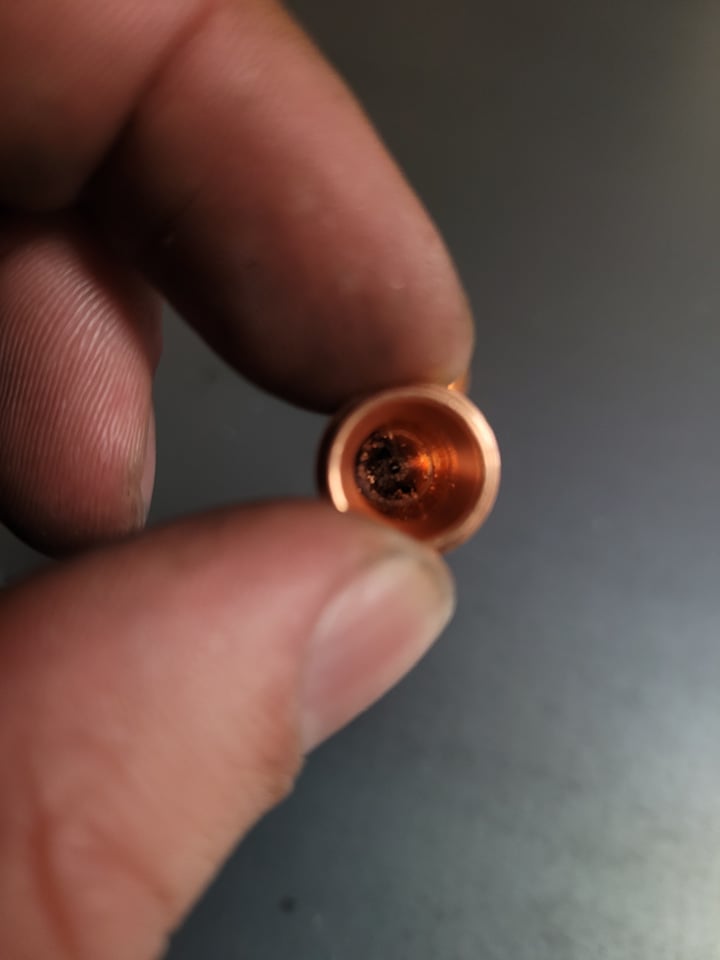
Also use a new tip and electrode before you try the new settings. 45 amps destroys these consumables very quickly.
If that doesn’t work, keep the same amperage and lower your cut speed by 15 ipm increments.
I had the same issues with our razor weld. fortunately I live with in 10 miles from Razor weld here in Washington state.
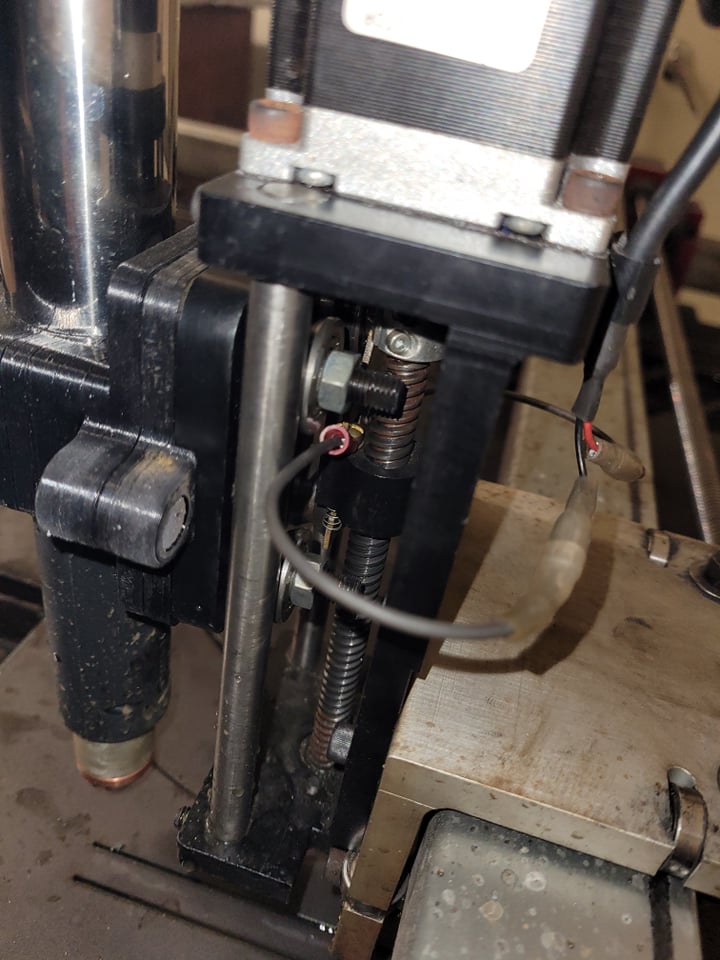
after working with the guys from Razor weld they had me check the spring that pushes on the center electrode and I found mine to only travel approx. 1/8 and very stiff, it should travel smoothly and be an easy 3/16+
they replaced my torch head and haven’t had any more issues, of that same hit or miss cutting.
mine has been working flawless since.
Sorry for the delay on the reply, but I ended up getting a new extension cord (6g), not sure if it helped or not. I did adjust my lead in settings and slowed it to 75% for the first .5" (sheetcam), which did seem to help cutting through.
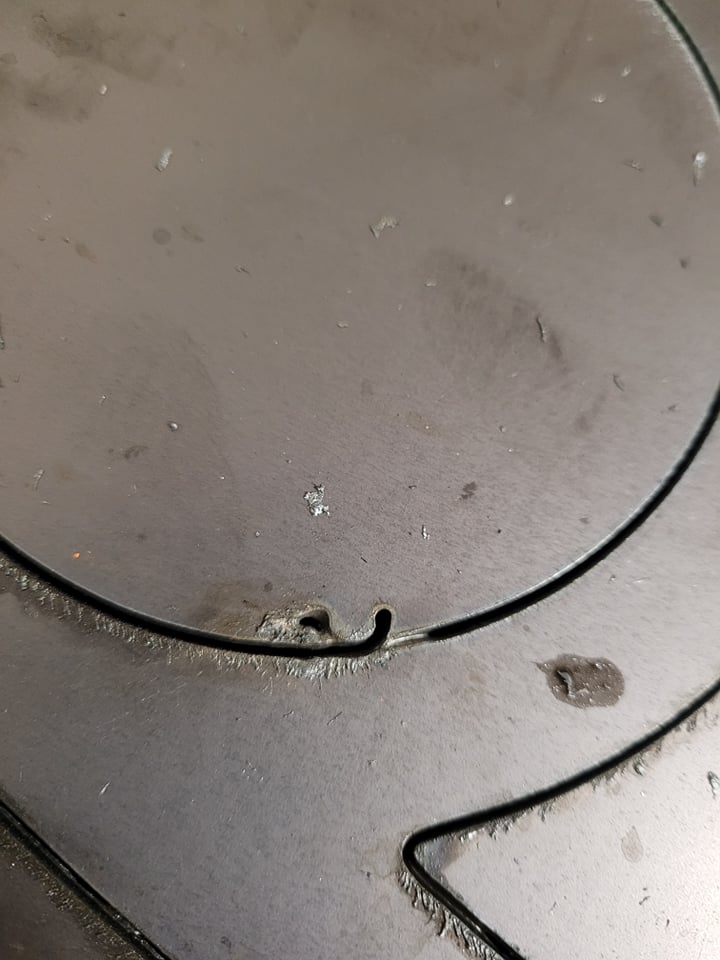
I made up my own test coupon as you can see in the pictures below.
These are all with a new set of consumables, the top line is at 50 imp, and as it goes down, it increases 15 imp per line, ending at 155 imp.
All out the outer cuts were done at 100 imp, if I remember correctly.
Not sure if anyone can see some flaws in these cuts from the pictures, but I feel whenever I adjust my settings to the better looking cuts, the results aren’t the same or consistent.
Kerf set to .05"
Pierce Delay: .6 sec
Pierce Height: .15"
Plunge Rate: 60 imp
Cut height: .063" (I use thc set to 100 volts currenty)
Pause at end of cut set to .7 seconds.
These pictures were taken about a week or so after they were cut, my phone was dead at the time I cut them, so that would explain the surface rust.
I went to mess with my machine today and discovered that the z axis seemed to be skipping. At first I thought it was the coupler slipping, but found the bearings were binding on the two rods that they roll on.
After getting that situated where it would move up and down freely, I redid a line test, set the thc voltage accordingly (112v) and tried a few cuts and cut quality improved! I have some projects to cut in the next few days so I’m hoping this was the fix!