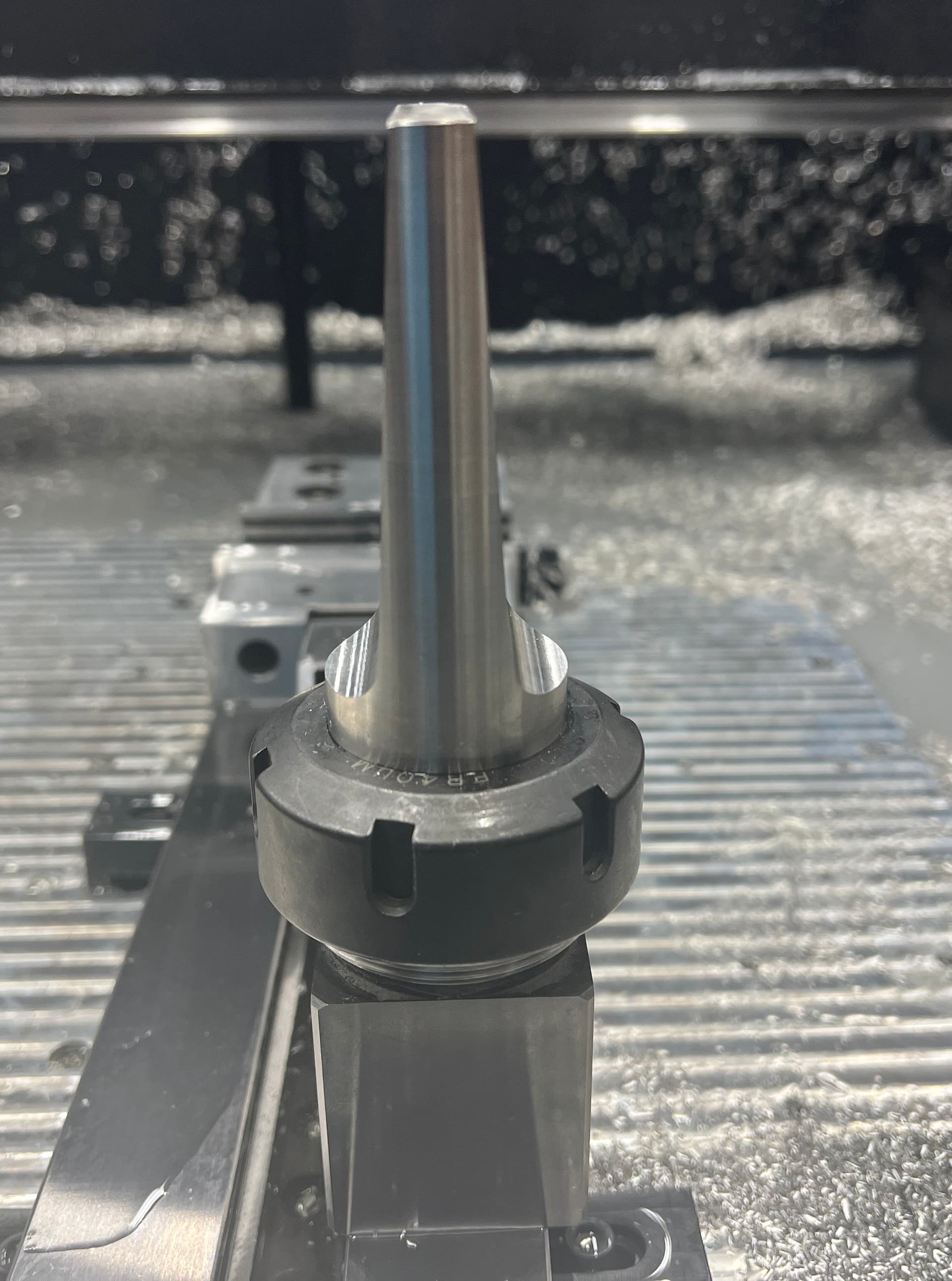
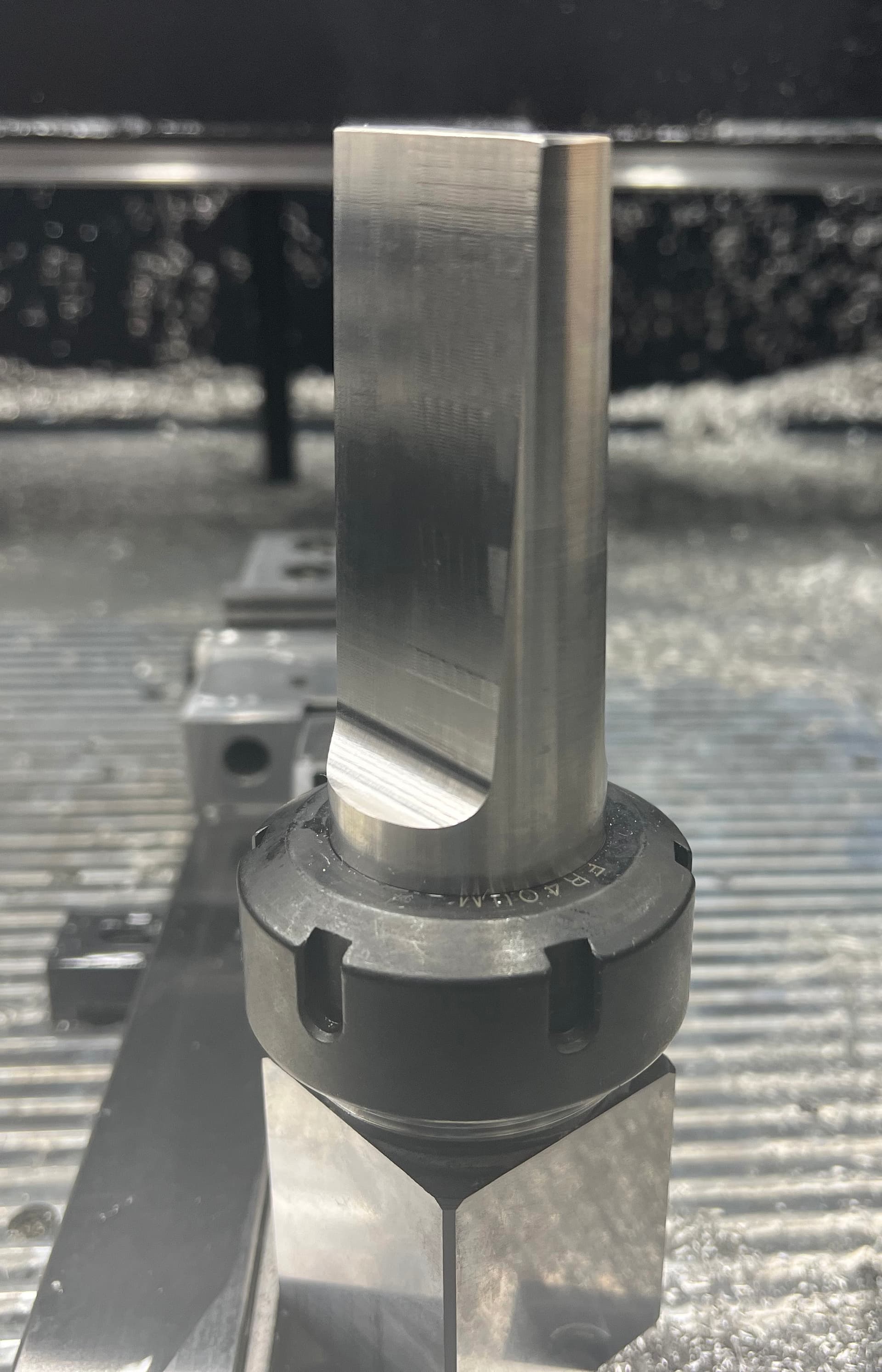
First op didn’t turn out too bad all things considered. Due to the long length of the end mill (1.5" Length of Cut) to reach all the way to the bottom of the piece, the finish pass did not take out the previous pass lines. On top of that, my rough stock was a little longer than I defined in F360, so on the final pass it tried to cut about 50 thou off the end which caused the piece to climb the mill and lift out of the vice a bit.
In retrospect, I should have done multiple depths on the finish pass. I definitely need to look into how to optimize the tool path in F360. There were a lot of unnecessary retractions and jogging from one side of the piece to the other on the same depth of cut pass.
It was good learning experience. I’ll make some adjustments and cut the horse profile tomorrow, time permitting.
Kudos to you for jumping in feet first- there is a huge learning curve to CNC milling and the only way to come down it is to learn by doing. This project is going to look great when you’re done and that’s what’s most important. Can’t wait to see the next op.
I use a plugin for Fusion 360 that actually gets rid of the free/paid limitations… I’ll look it up today after work to recall what the actual plugin was but it basically went through the generated gcode file and removed the Rapid limitation and could stich together toolpaths with tool swaps…
A google for “Fusion 360 Rapid plugin” might find it before I get to it.
Oh an I highly recommend this plugin for visual styles…
Lets you quickly jump between wireframe so that you can actually see where your tool is going for pocketing operations where you might be wondering if your tool is actually going to the bottom of the part or leaving any axial stock. Super useful for toolpaths where you want to see the end of the endmill.
Why did you bring this up? Now I am going to be depressed all day. If you think Stainless is expensive, try Bra$$.
I got this from an Industrial Metal Supply place. SS - $4.99/lb Brass - $8.99/lb
Just the rod for the pieces: SS - $120 Brass - $250
The board will be a different story, an aluminum base with SS and brass squares bolted from the under side. Please don’t make me calculate the cost on that.
Thank you so much for this post! I get my machine in March and there is so much to digest. Used Syl machines in the past and it is so helpful to see this kind of post to start to organize the software (F. 360) and CAM aspects and the system. Also the Plug-ins. Not alot on that so great to see what can be used! THANKS!
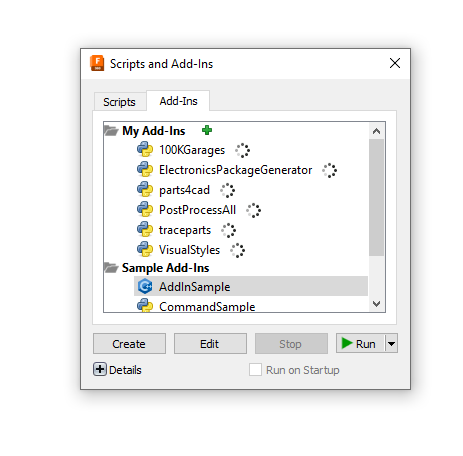
The rapids plug-in. Followed the instructions on the file copying and folder selection in F360, but it does not appear as described in the instructions.
Oh no :(. Let me have a look and report back. Sorry it is not working I should have tried it first. This is one of the bad things with subscription software. It updates continuously so non supported plugins are often not working after some time.
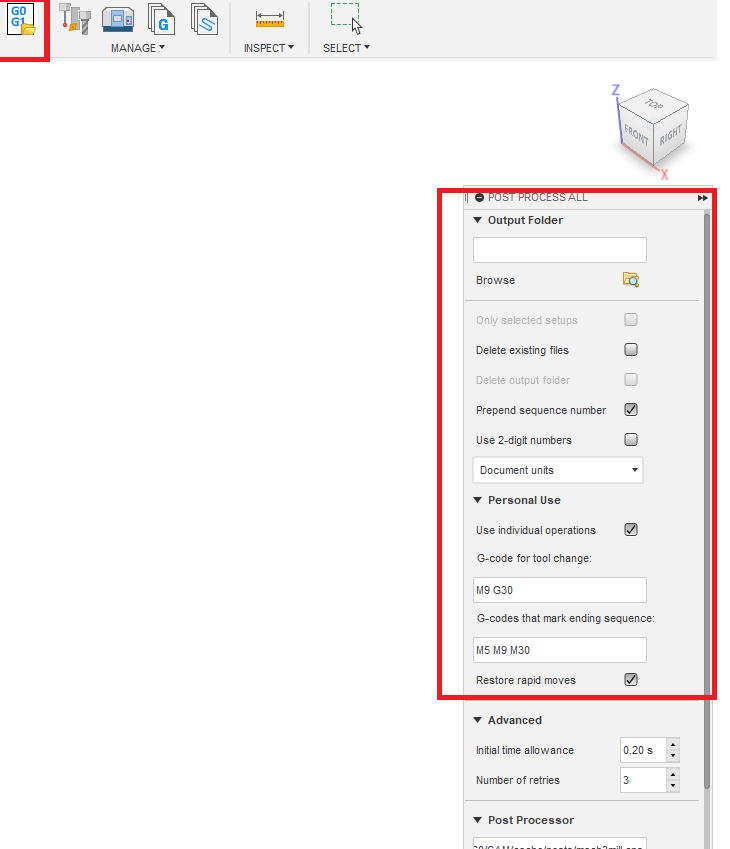
Seems to be working ok for me… Just make sure you add the add on and run it from the add on menu under utilities. Then the icon appears next to the post process icon in the manufacture tab.
Thanks. I tried several more times and it was a no go. Probably missing something, it seemed pretty straight forward. But I bit the bullet and got the subscription. Figured it was a safer route anyway.
The reloading tray was an all day thing because it was my first project and I was working out bugs. I did each tool path individually and there was a lot of back forth to the computer and making adjustments in Fusion.
Actual cutting time on the machine I’m guessing was around 2 hours just because I was milling out several pound of the oversized stock. And I was being cautious with narrow WOC’s.
F360 Personal Use limits all movement to whatever the cutting feed rate is set to in the g-code. So if you are cutting 10 IPM then all movement will be 10 IPM.