Bahaha. I like that too!
First Project - 338 Reloading Tray
First of all the rough stock was much too large for this project, it is what I had on hand. I cut an 8.5" long piece from a 10’ long 1.25" x 7" aluminum extrusion. The tray is 4" x 8" x 0.85".
I took it easy with shallow passes and narrow width of cuts until I get a feel for the machine. I have done some lathe work, but milling is new to me.
Thanks to @langmuir-mike for his assistance and suggestions on tool parameters settings.
Took video with GoPro riding on spindle head, but most of the video was obscured by chips and coolant on the lens. Threw together some of the best shots, which frankly aren’t that great. See some stills below…

Shell Holding Tray for Reloading Fusion 360 Render

After Adaptive Clearing

After Boring Operation

After Chamfer

Final Product… Didn’t get any stills of bottom side trim and facing

11 Likes
I thank you deeply for making this video to satisfy my need to see this machine operating some more.
1 Like
That’s amazing! Fantastic job
Very nice! Thanks for sharing.
Awesome work and thanks for sharing
Awesome work. Lots of operations for a great first part. ![]()
![]()
![]()
Quick question… are the rectangular marks on the front face of the tray in the final still photo from the vice jaws? Possibly from not clamping tight enough and the part was moving around? Or tightened too tight and imbedding into the surface?
Probably too tight. I had it cinched down pretty good for trimming off excess and decking off a 1/4"
2 Likes
I think it looks great. ![]()
![]()
![]()
Nice first project.
Was that a probe cycle in Fusion 360 or from the CutControl interface that identified your work coordinate?
CutControl probe routine. There are several routines in the drop down menu. You can do each axis individually, this corner routine, bore or boss.
LS should have a video coming out soon for the probe and tool setter.
2 Likes
Hopefully really soon. I’m going to be ready to use it sooner than later. Maybe we could chat sometime next week and walk me through it?
1 Like
First Stainless Chips Flying
Second Project In Progress
Knight for a chess set. Started making chess pieces out of stainless and brass on the lathe. Of course the knight is the only piece that can’t really be done on the lathe and look right, so I came up with this simple design.
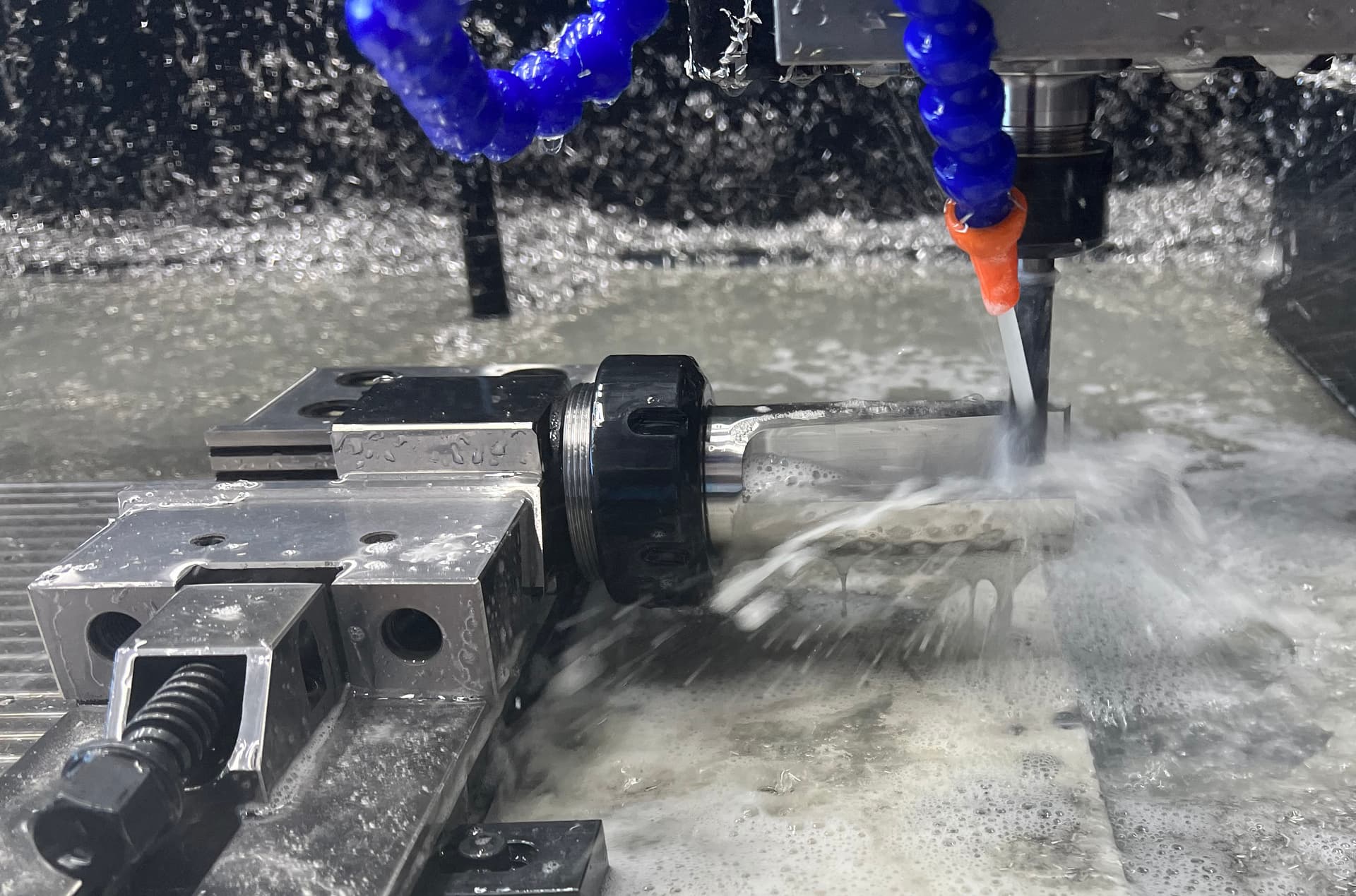
First op is clearing material from the side and then rotating 90° for the second op cutting the horse profile.

First op has been running for over 3 hours now with another hour to go:
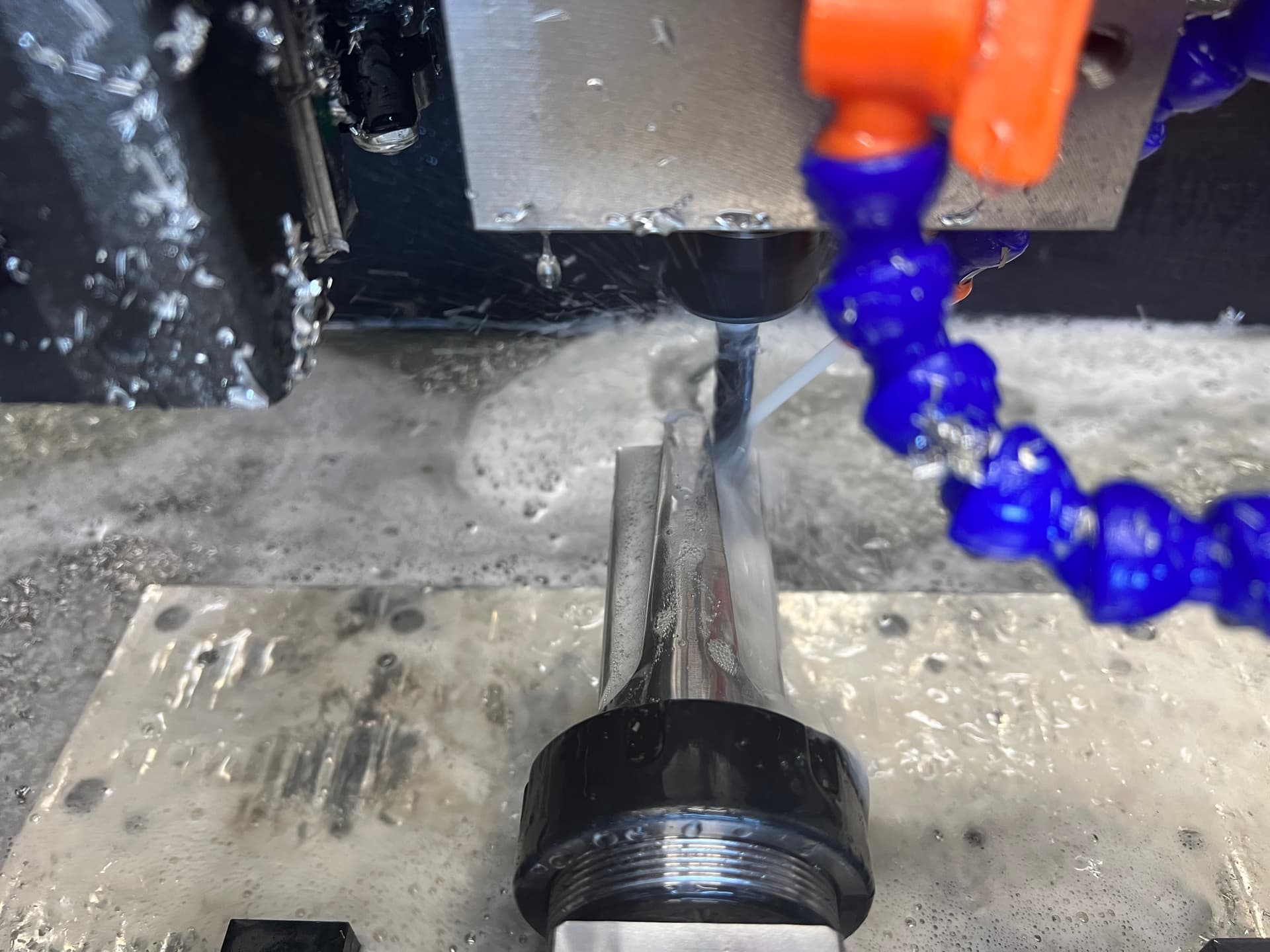
One of the main reasons the operation takes so long is that the Personal Use license for Fusion 360 limits what could be rapid movement in the tool path to the cutting feed rate which in this case is 8.3 IPM. So a lot of slow jogs moving to start the next cut. Another reason, that @TinWhisperer might be able to help with, while defining the stock in the cam setup, it would not allow a cylinder to be aligned with a horizontal work coordinate, the cylinder would remain vertical and not align with the horizontal body, but square stock would. Which means a lot of cutting air due the tool path cutting away corner that are not there on the round stock.
Stock holding: ER40 Collet Block in low profile vice
End Mill: Lakeshore 3/8" Variable 5 Flute for Stainless
SFM: 180
IPT: 0.0009"
WOC: 0.0375"
DOC: 0.100"
RPM: 1833
Feed Rate: 8.3 IPM
I’ll post some video later. Probably after I break something.
3 Likes
Share a link or post your f3d of that scenario your I’ll take a look.
I very limited machining experience. I’ve been fascinated by the mr1 though.
Then it’ll have all your tooling and baseline stuff.
Really appreciate the feed/speed/cutter/holder information!
Thanks. Don’t be too critical of how I butchered making this design. Not the best at F360…
Knight v6.f3d (545.4 KB)
1 Like
Don’t worry neither am I.
I’m an eager amateur.
3 Likes
Do you have to post each operation separate and does the machine stop after each operation or is that something you do manually before you flip the part thanks
You can post multiple tool paths in the same G-Code file as long as they use the same tool. For instance, my 1st operation G-Code contains the rough Adaptive Clearing and the Contour finish pass in the same file because the same end mill is used. In F360 you highlight the Setup and generate the G-Code and all tool paths under that setup will be included in the file.
1 Like