well…an air dryer is part of a system…it is not the only thing…all parts need to work together to get dry air.
here is my air system that gives me dry air…
tank draining is still required if you have an air dryer…after an air dryer you need to still monitor your air and filter it from any crap that might get in it…
Holy smokes that’s a nice setup. I just assumed the air dryer would be sufficient. I’ll check the drain valve and see how the compressor itself is doing.
You can set this to cycle every 0.5 minutes to every 45 minutes. Way too often to cycle so then you buy the Inkbird to turn power on/off to this valve each time your compressor cycles. The valve will open for 0.5 to 10 seconds (0.5 seconds is plenty).
Attach the Inkbird temperature probe to the compressor charging tube that leaves the compressor (going to the tank, usually). When it reaches the temperature you set (85 degrees F, is good), then power is turned on to the automatic drain valve.
Inkbird ITC-308 Digital Temperature Controller
You may say, “Don’t they make a timed drain valve specific for compressor tanks, why buy two separate gizmos?”
Answer: Yes. But, this set-up will cost you about $60 to $70 dollars.
This is how much you would pay for the other device:
On the other hand (my hand of course) I don’t like over complicating things and would just go with a auto drain and let it run every 45 mins for how ever many secs it takes to clear the tank. This will be different on every compressor set up. some will need a .5 sec and some may need 10 secs.
As always just my opinion
Totally get your approach as well. I did find that if the drain valve was operating on its own, independent of the compressor cycling, the noise of the valve opening would be startling. I started to get used to it and just felt annoyed if I happen to be walking by it but my dog never liked it. Previously, I had it set up with a smart plug and had it turn on two times per day.
Now, I never hear the release because the compressor is running when it happens. As you say, “To each their own.”
My compressor is way in the back and noises like that don’t bother me as I am use to that type of environment. Plus my drain goes into a bucket that muffles it somewhat.
@Knick@ChelanJim@toolboy - OK so yeah there was definitely some moisture in my compressor. That was pretty dumb of me, wasn’t even thinking about that. I’ve owned compressors before, but not one of this size and not one I was using on a daily basis. Will definitely keep this in mind moving forward.
I’m also going to assume that this moisture may have played a not-insignificant role in burning out my first consumables in what I felt was an extremely short period of time.
@toolboy How do you use a feeler gauge to set torch height? Do you start a program and disable the torch from firing and check the height? Is there a way to dial in a height in firecontrol and have the torch jog to that height and just adjust from there?
If you run this gcode with FireControl: cut height test.tap (224 Bytes)
This will run the table/torch as if it is going to start a cut. It will go thru the IHS to determine the surface of the metal and will allow the assumption of the springback to be set at 0.020 inches.
It will then set the torch at what it expects to be 0.060 inches and without firing the torch, STOP.
You can now measure with the feeler gauge to see what your cut height, in reality is really being set at when you thought you had set it as “0.06 inches.”
Now make the necessary changes on your CAM during post processing.
The springback determination is complicated by the reaction of your specific table. If you want more detail on that, here is a good read:
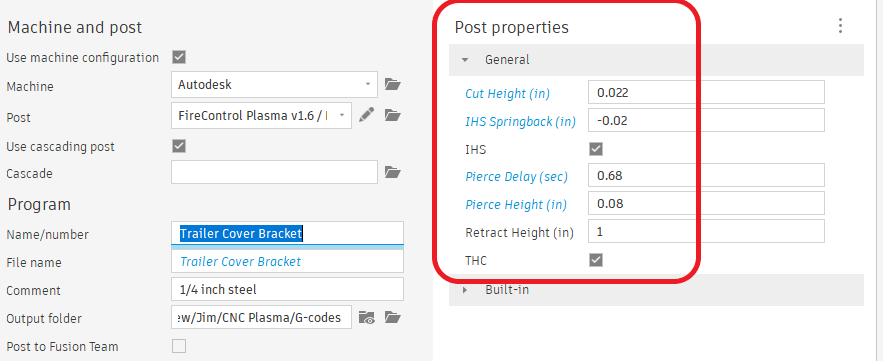
I started out with a cut height of 0.105 and this is how I ended up changing it in post processing to get to a cut height of 0.059:
Don’t use my numbers. Do your own independent testing with cut height and springback changes. Do a test run with a real test piece. To stop the torch and keep it at the same position, simply press the space bar with FireControl. Measure distance of torch to metal.