That video on the JGL spindles was good. I wonder if a 25k rpm spindle is the right fit for the MR1 though? The travels are a little slow so I don’t think it’ll be an HSM monster unless you also replace X and Y steppers with something faster and beefier. I want something that will have lower RPM torque suitable for steel.
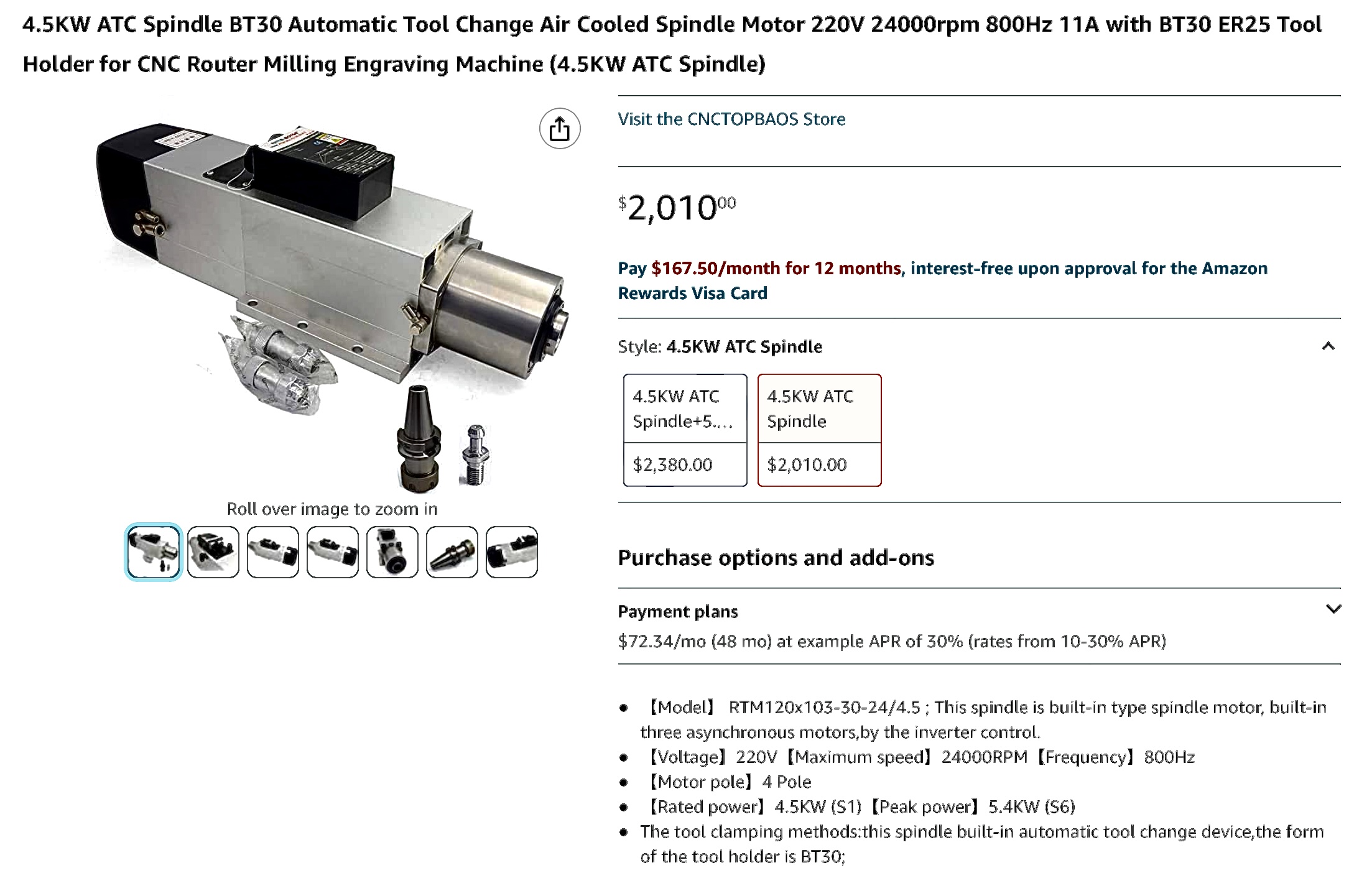
I’ve been looking for options around 2.5-4kw, iso20-30 or BT30, and roughly 15k rpm max. I keep coming back to the CNCDepot S30, but keep checking for other options.
Yeah, agreed on that concern, mine as well. For mainly aluminum - it might be tolerable, it is pretty fast. The CNCDepot is very pricey, but an amazing looking spindle also.
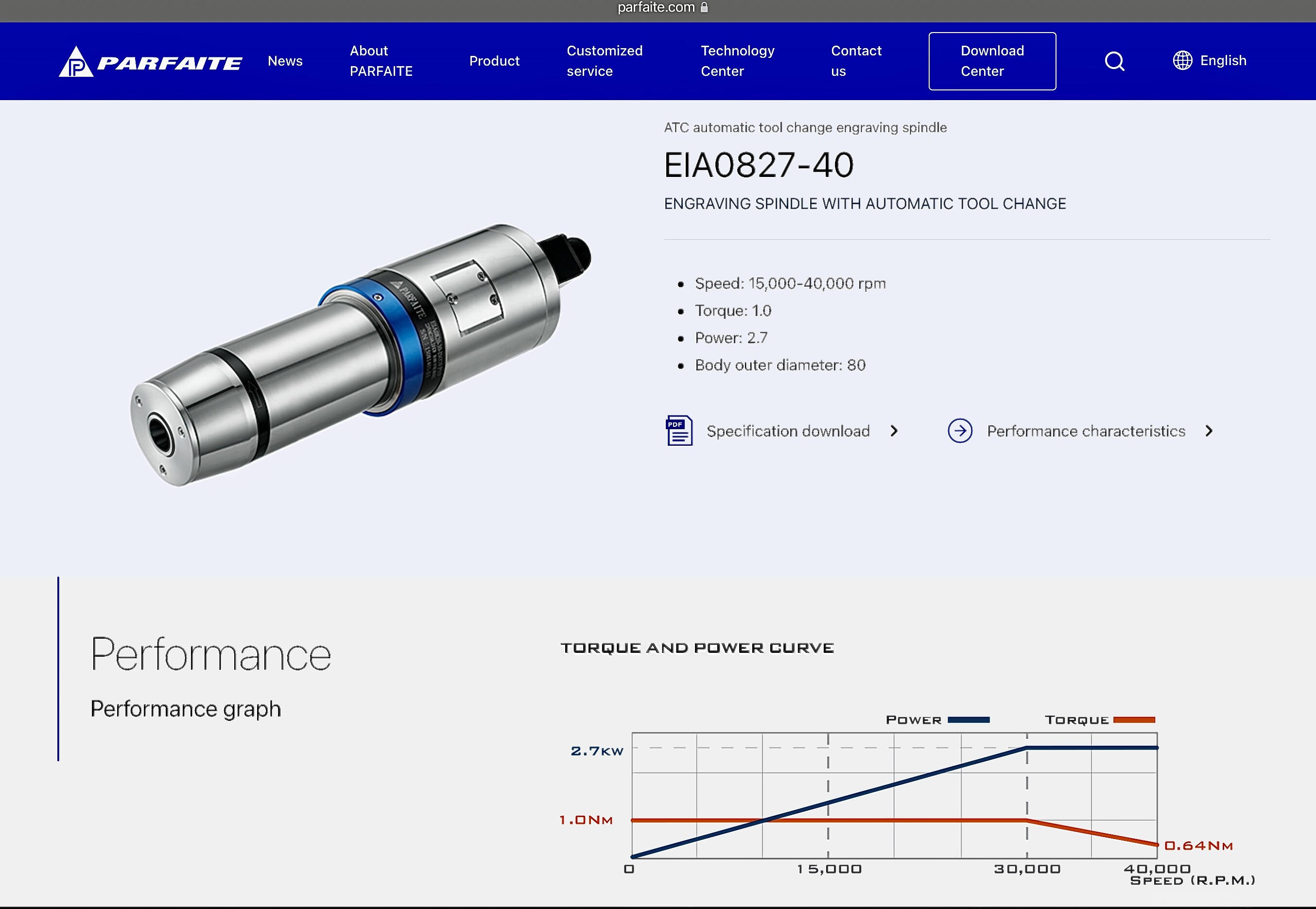
I saw that video a while ago. Watched it again including the 1 year follow up. What would a 2018 spindle for $1450 cost today with inflation and post-Trump China shipping rates? Couldn’t find it on their website anyway. This was close. 2.7Kw but with 380v power.
Torque ratings not very impressive.
“One foot-pound (ft/lb) is equal to 1.356 newton-meters (Nm). To convert newton-meters (Nm) to foot-pounds (ft/lbs) all you need to do is divide your figure (Nm) by 1.356”
So 0.74 ft/lb vs MR-1 3.5 ft/lb @ 500rpm. K-watts don’t tell the whole story. I don’t think these high speed spindles are the best fit for ferrous metals but something similar to the CNC Depot.
I’d love to find a 3.5 HP ATC spindle that turns 10K rpm and has a HSK tool connection but might have to settle for a BT as suggested above. HSK is quite a bit more rigid than BT and doesn’t need as much height to engage in the spindle nose … MR1 is a bit vertically challenged. BT tool holders are relatively cheap though. From what I’ve seen, once you get beyond 10k rpm rated spindle speed, the motors lack the torque req’d to run tooling much beyond 1/2” dia. especially for steel. I really like where this thread is going. Can’t wait to see some guys give an ATC mod a try.
I’m a little less enthusiastic about the CNCDepot spindle too after seeing it’s torque specs. It has a flat 1.16nm of torque until 18k rpm. The MR-1 spindle is 4.7nm of torque at 500rpm and 3nm at 8000rpm. I need to figure out the best way to estimate torque requirements.
Thanks, I forgot about that option from them (also available as the S30F). With twice as many poles and running at half the speed it should have roughly double the torque. They don’t have it in the spec sheet, so I’m playing with it at double the torque and half the speed of the 24k spindle.
From playing with HSMAdvisor it looks like that would be a pretty good match for endmills in 4130 or 1080 steel for up to 0.25", but would bog down with 0.375" or 0.5" end mills. In comparison the MR-1 spindle might be able to go up to 0.375" without bogging down. I’m okay with that tradeoff.
I haven’t hooked up a scope yet, but I think the signal speed from the board to the stock spindle servo controller is 1hz/rpm (so it sends a 8000hz signal to spin the spindle at 8000rpm). I have documentation from CWMotor for a similar servo control, but not the exact one used in the MR-1.
The CNCDepot spindle is not a servo like the stock spindle. The WJ200 VFD uses the standard 0-10V analog speed control (so 0V would be 0RPM, 10V would be 12000RPM, 8V would be .8*12000=9600RPM). This is a very standard control structure for spindle motors.
I don’t think that dropping in a new ATC spindle with the existing control is realistic, I see moving to LinuxCNC or Mach4 or similar as a requirement. This will also come with changing out the control board. You’ll also to have outputs for the additional pneumatic solenoids.
There are lots of options. I’m sticking with LinuxCNC+Mesa because I know it well and like the flexibility, but Masso G3 does look like it could work too. I just don’t think the standard control has this flexibility.
I see the standard control as very Apple-like. It works well with the stock hardware and most functionality, but if you want to modify the system you will quickly find it limiting. Thankfully it doesn’t look like a big deal to swap it out.
With this controller you get auto gantry squaring, options for more powerful / quicker, servo motors like clear path, rigid tapping, options for a 4th access, custom macros, compatible with the MR1 touch screen, ATC options & more conversational programming options. The MASSO does look amazing but you can use the big MR1 touchscreen.
Anyone have any thoughts on this? The developer claims is not only about toque but velocity to tighten down nut. https://rapidchangecnc.com/ take a look at youtube videos
It won’t work with the MR-1 out of the box. It requires a spindle that can turn in both directions and the MR-1 spindle only turns clockwise. The hardware is capable of turning in both directions, though it might be a bad idea with how the belt pulleys are secured. Another issue is that spare collet nuts aren’t available for the MR-1 (it uses a completely unique thread compared to off the shelf options) and this changer requires a collet nut per spot.
The designer doesn’t share enough information on what torque is achievable. I don’t see anything that will get over the spindle’s peak torque which is 3.5 ft-lbs. ER20 collets are meant to be tightened to 30-50 ft-lbs from what I can tell. That’s almost certainly more than I’m getting using the MR-1 collet wrenches, but I’m certainly getting more than 3.5 ft-lbs.
His examples are on wood-cutting routers that are pushing their limits with aluminum. I’d want to see him using a HSS twist drill in steel to really see that it can hold these collets without slipping.
I’m following their Discord and look forward to seeing how the system works for others. I don’t think he has shipped the test systems yet.
I don’t have any other ER20 collet nuts for comparison. The 1.5P thread pitch gauge I have aligned with the spindle threads fairly well and I thought that was standard pitch for a ER20-A nut. How is the thread unique?
The standard ER20 nuts are 25mm x 1.5mm pitch and 24mm x 1.0mm pitch. The MR1 spindle is 24mm x 1.5mm pitch, which is a totally unique nut (or at least I haven’t found them).
I have been using Technik’s 41120 which is the same 30mm flat-to-flat nut as comes from the factory… The Technik’s is much lighter and has been drilled for balance.