Can you measure the major thread diameter of your spindle? It’s 24mm for me.
I also have other ER20 nuts in my shop that use the 25x1.5 standard and they fit 30mm wrenches, but are much thinner and don’t fit the thread properly. This picture shows two side by side, the MR1 nut is on the left.
The factory nut threads on perfectly without a collet installed. The M25 nut is a really loose fit and is only loading the outside edge of the thread, so I’d be worried about damaging the threads on the spindle. From that photo that I posted you can see that the MR1 nut has a smaller inner diameter.
My temporary workaround is that I mostly keep the factory spindle setup with a 1/2" collet, and then I have a pile of 1/2" shaft to ER20 tool holders that I put the rest of my tools in. I also made a sleeve for my probe to make it 1/2". Now I don’t need to mess with collets when changing tools, I just loosen, swap, tighten. The downside of this is that I lose some Z room and there is almost certainly more runout.
I’m too tired to look for thread wires. Indeed, there is something odd about this thread profile. It appears the major diameter is too large for m24 and too small for m25.
That is the same nut as shown in the right of my photo (also labeled ER20A). It will “work” but you are loading the outside weakest part of the thread. If you compare the fit with no collet installed with the Langmuir original nut you’ll see that it is very loose.
There seems to be a lot of variation with these threads. Mine only measure 23.80mm. Also, has anyone measured the runout on their spindle?
When I read that spare collet nuts aren’t available for the MR-1…I thought that meant Langmuir is unwilling to sell them for some reason. I didn’t think the spindles were done in house. I was hoping that the spindle supplier had screwed up and Langmuir was unaware of the error. Turns out it was a spec error they had known about for some time and either forgot to mention or just kept it to themselves. On a positive note it was announced spares will be available for purchase.
So what about the unsuspecting guys who already purchased M25 clamp nuts? Will these damage the spindle threads? Are they unsafe? Could they be machined out slightly for a helicoil or a thread insert to make up the difference?
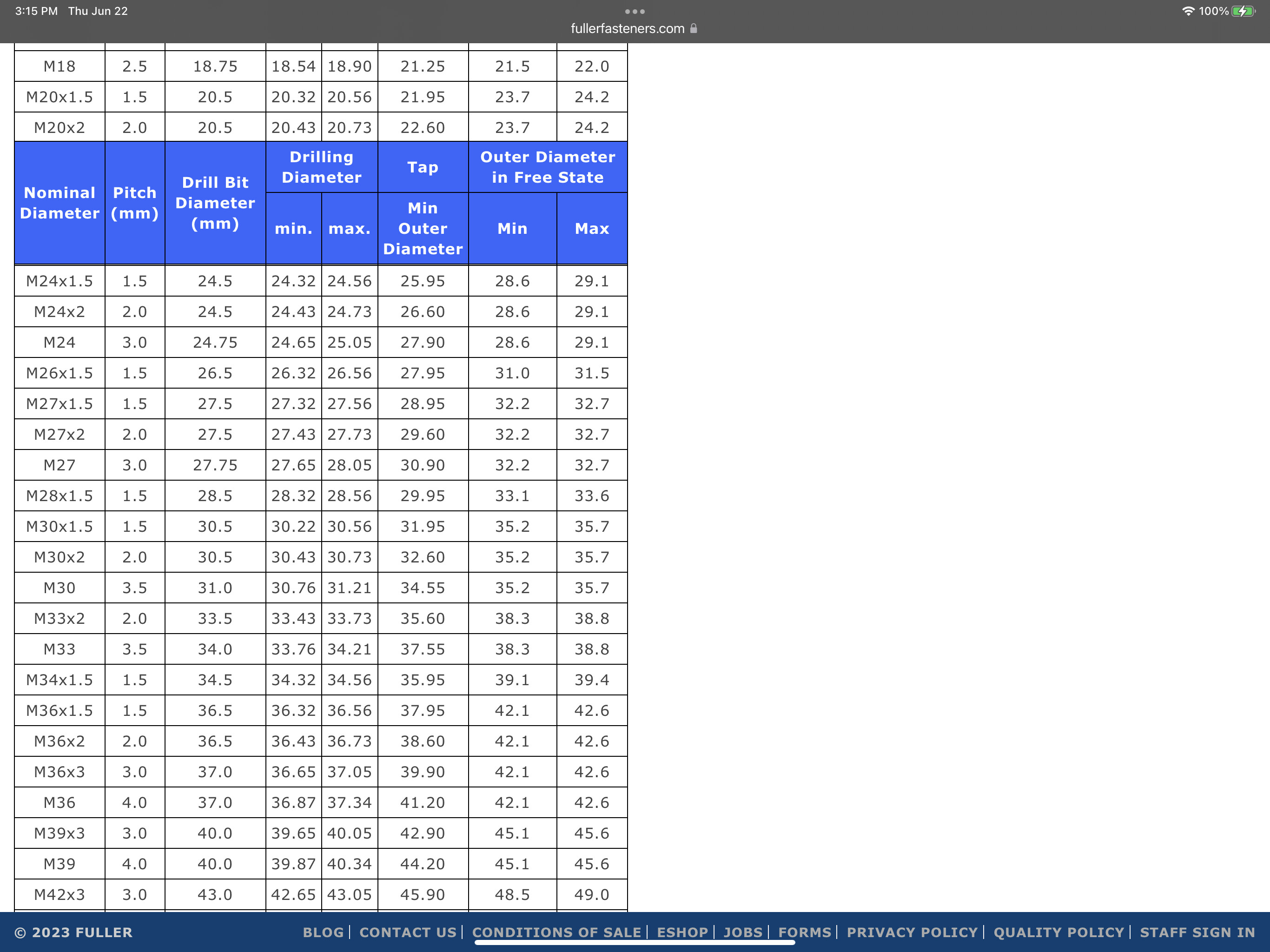
I learned M24x1.5 is a standard thread, not for ER collets, but for regular nuts and bolts.
My questions must have been dumb or too hard to answer.
At any rate…returning to topic. A new YT video of a bench top CNC from the UK with dual ATC. If it looks familiar, this is the same company that created the low profile spindle I posted a couple months ago.
The bobbing up and down from the changing arm concerns me but it appears to work just the same. The amount of X-Y travel is like a toy in comparison to the MR-1 but there is substantially more Z height to make use of a tool changer. No, the ATC will not be available separately.
I saw that video too. The ATC looks cool, but the overall travels have to be quite limiting. And the price goes up quite a bit once you go beyond the basic setup.
6400rpm is such a slow spindle speed for aluminum. It’s very rare that I’m not running my MR-1 at 8000rpm when doing adaptive clearing ops.
The dual umbrella-style tool changing is fast (if you plan your tools around it), but also expensive. MR-1 tool changing using a rack holder can be a lot simpler since we have plenty of X/Y real estate.
The bearings selected appear to be the limiting factor. 8K max rpm, 6.4K continuous, or 5K for best bearing life. Now they offer ceramic bearings for about $900+ extra that are rated for 12K rpm. One possible issue I noticed was that the tool clamping force is a bit low at only #225.
Thanks. That one is interesting but on the expensive end.
These are the primary options that I’ve seen:
Samurai for $2500, steel body, max 12k RPM, 0.0006" runout, no motor (max 2KW, derate stock MR-1 motor?), power drawbar, BT30, max 4.5NM torque, air cooled
GlockCNC for $1700, aluminum body, max 15k RPM, 0.0003" runout, no motor, no drawbar, ISO30, no torque spec, air cooled
CNCDepot for $3600, aluminum body, max 12k RPM, 0.0004" runout, 2.2kw motor, power drawbar, ISO30, 1.5NM → 2.25NM torque across 500-12k RPM, air cooled
2.2kw Chinese/generic spindle, about $2k, max 24k RPM, unknown runout, 2.2kw motor, power drawbar, BT30, water cooled
Reputation wise CNCDepot has a good reputation, GlockCNC a pretty mixed reputation (product seems to be good, but they can be slow to ship), the generic spindles seem hit or miss and Samurai is too new to really know. I keep coming back to the CNCDepot because it was designed for this scale of machine, where Glock and Samurai were designed for smaller machines.
Not going to happen. Major problem is the spindle won’t run in reverse. By the time you change the entire machine control strategy, you could have bought a Haas.
The RapidChange system uses the spindle torque to tighten and loosen ER collets. It does require reverse and also won’t work with a servo drive (like on the MR-1) because it depends on stalling the motor and the servo drive will fault if the motor stalls. This could be cleared in software, but overall it felt like too many hacks for me to want to pursue it.
I’m getting pretty close to ordering a CNCDepot spindle for my MR-1 – it feels like a better spindle for the machine in many ways.