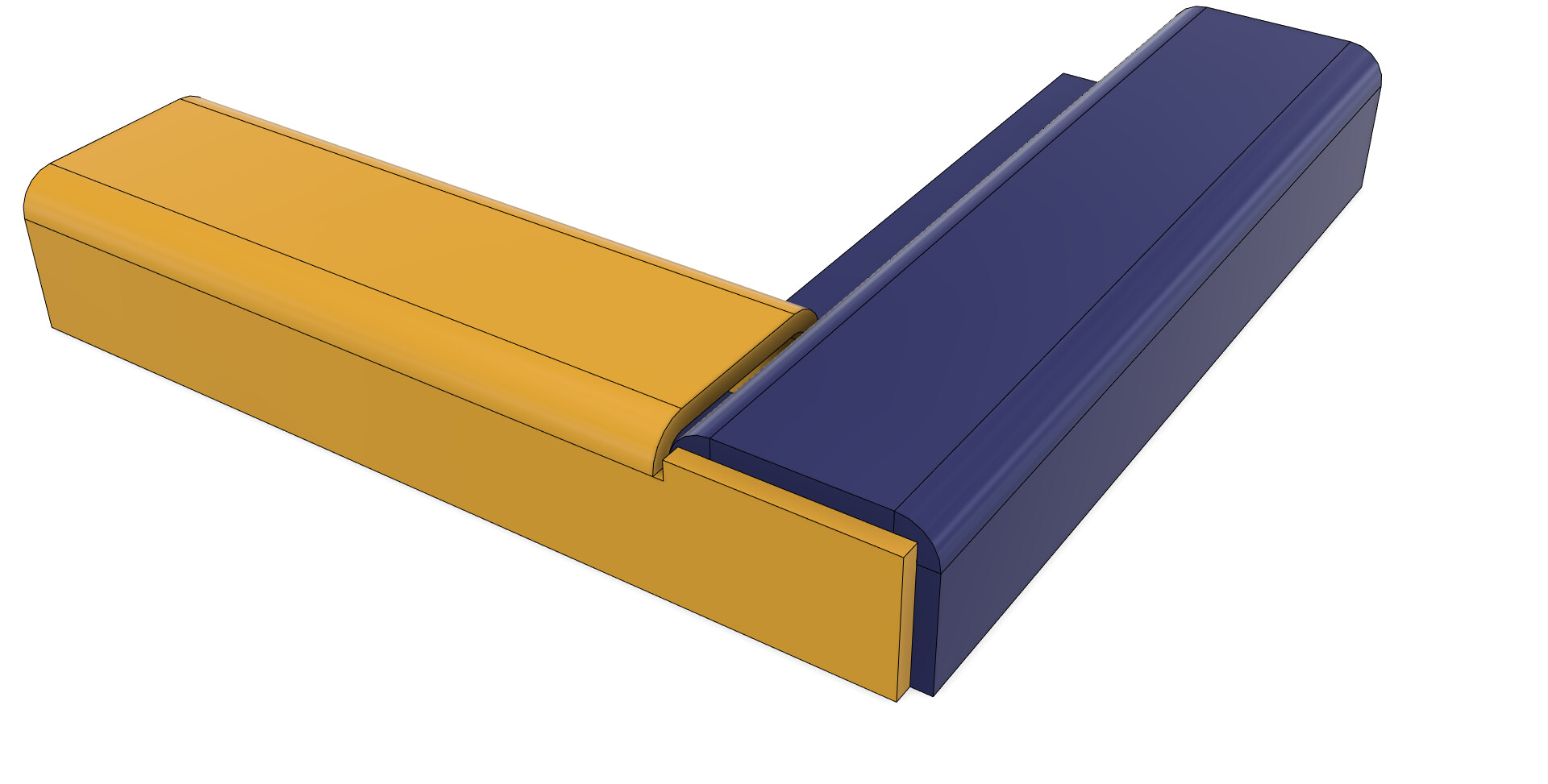
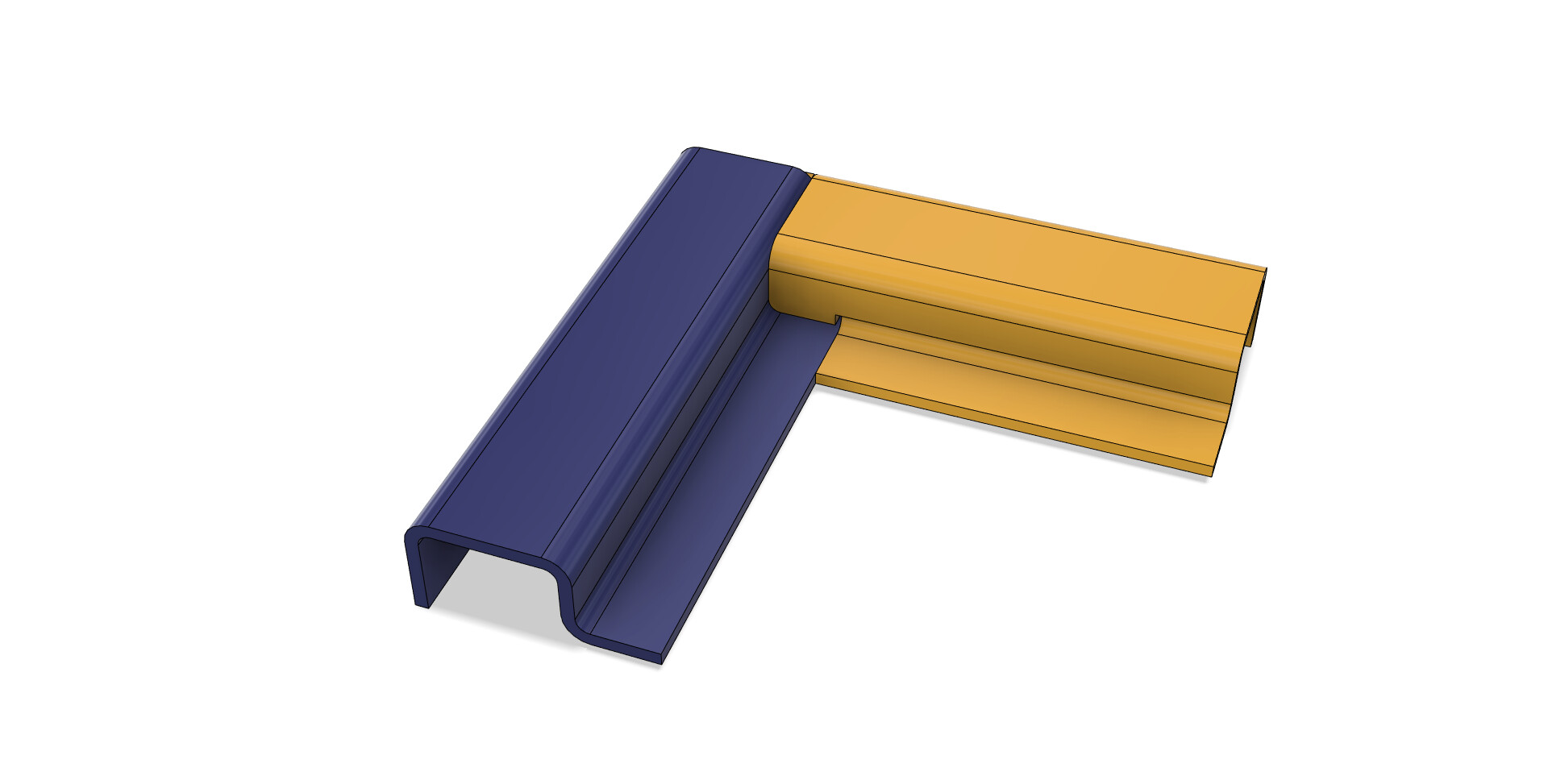
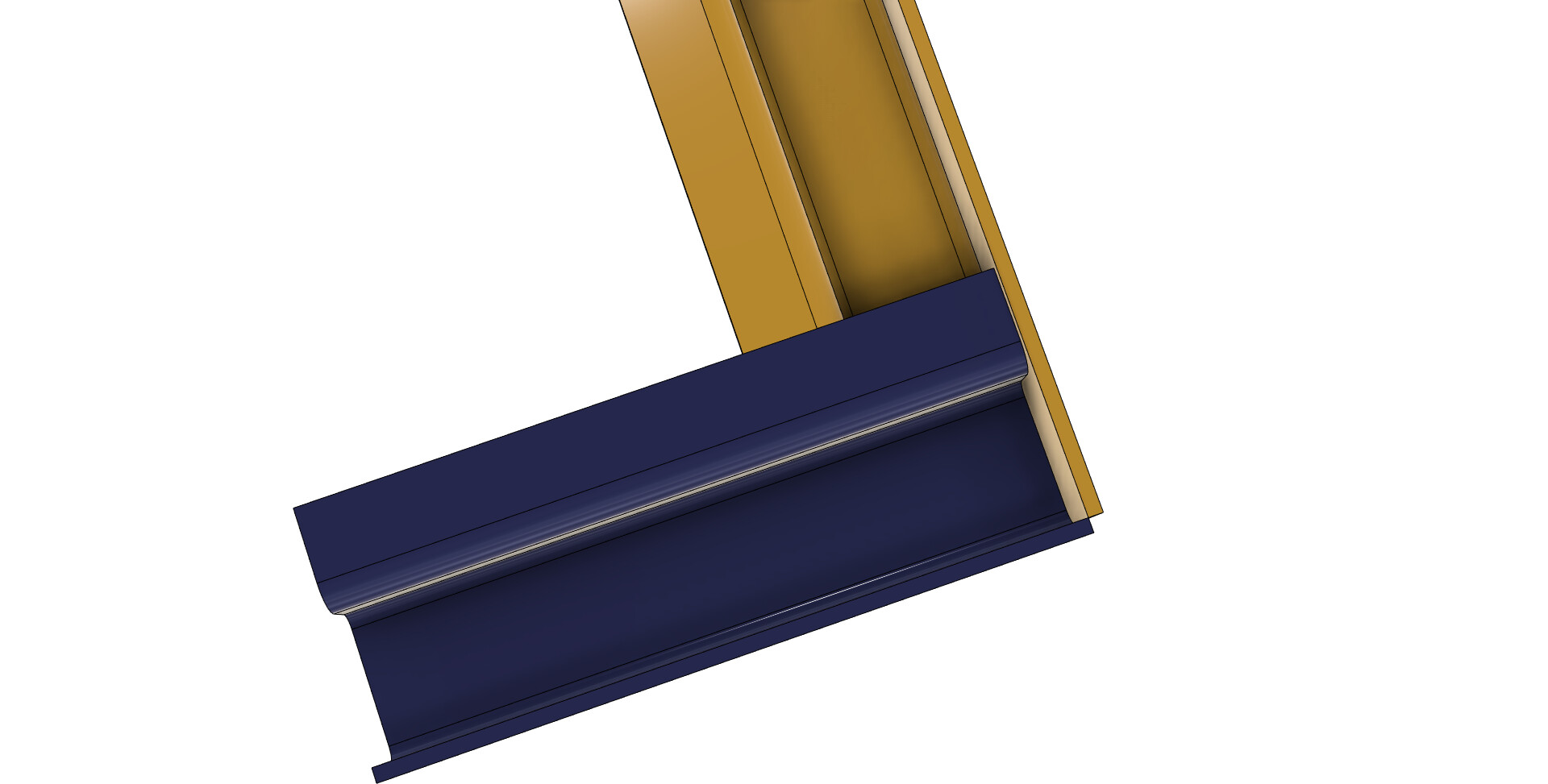
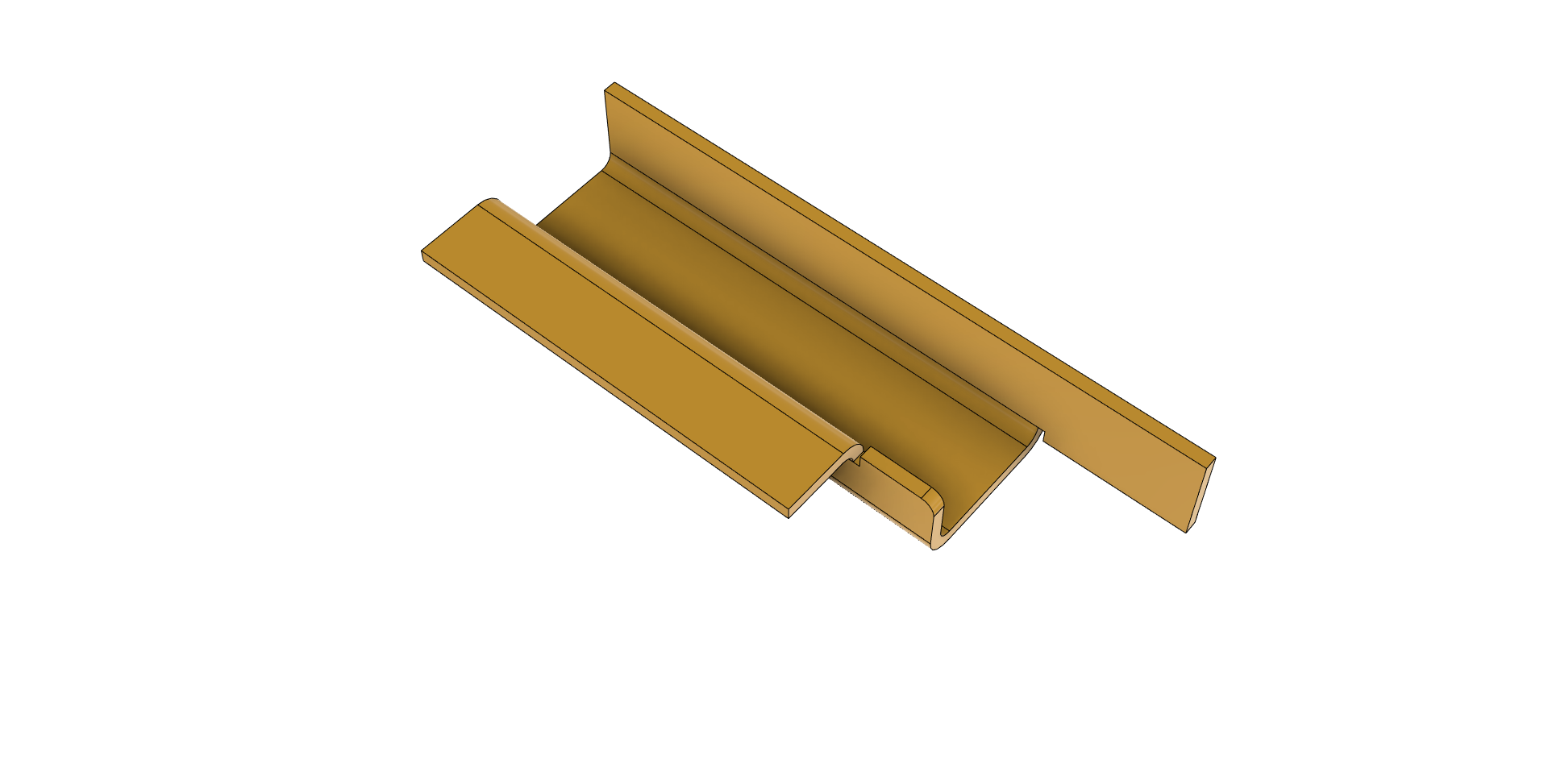
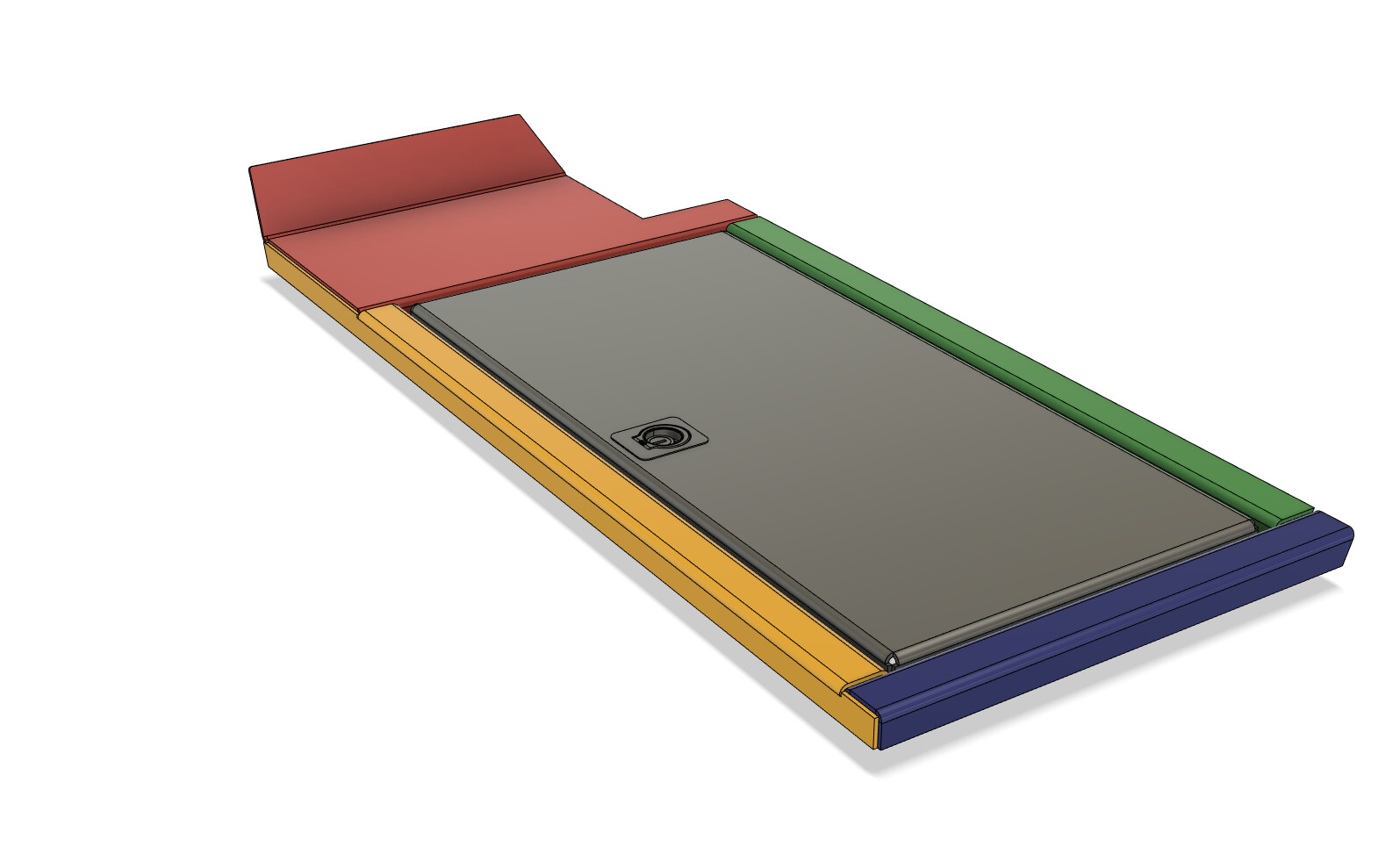
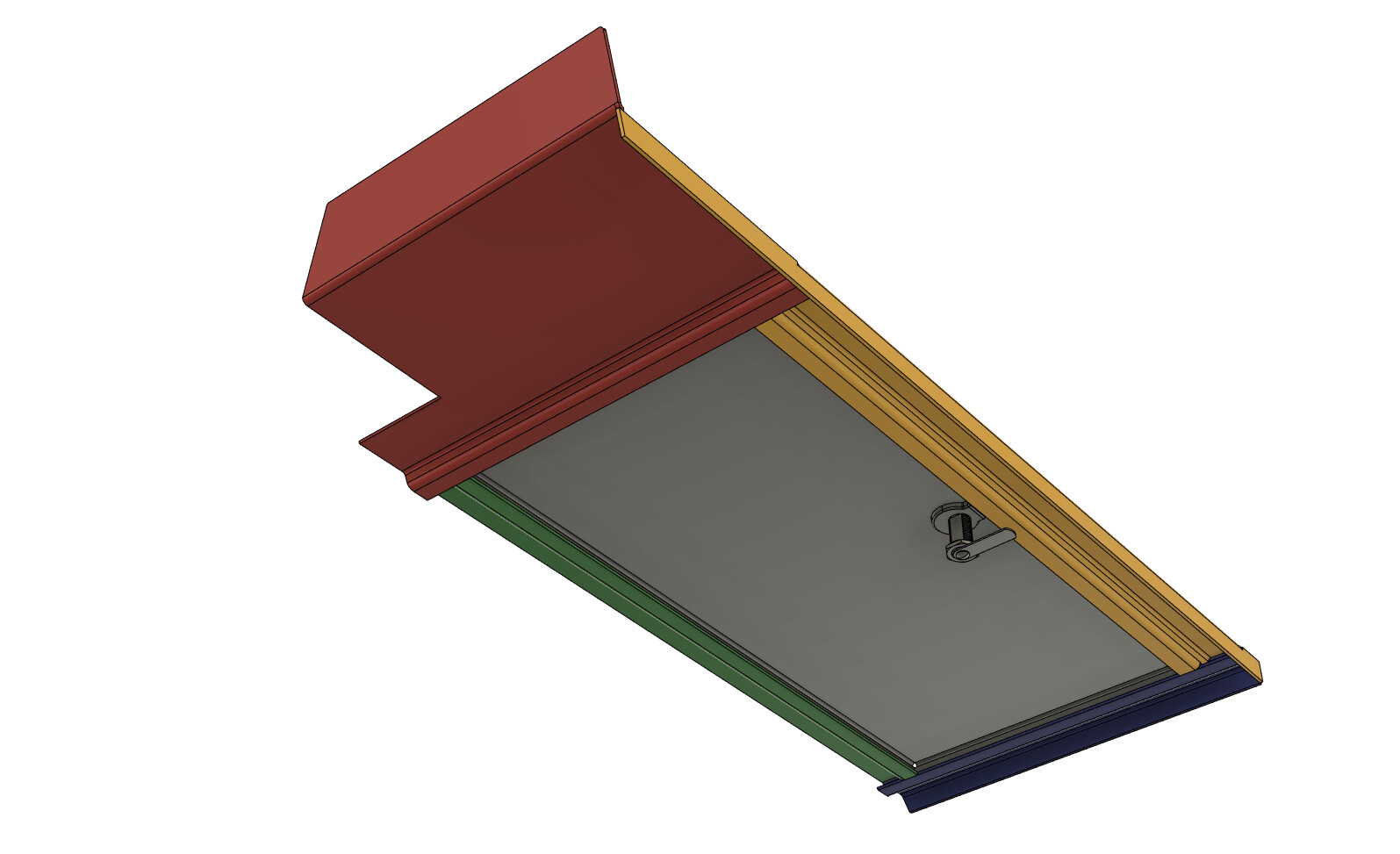
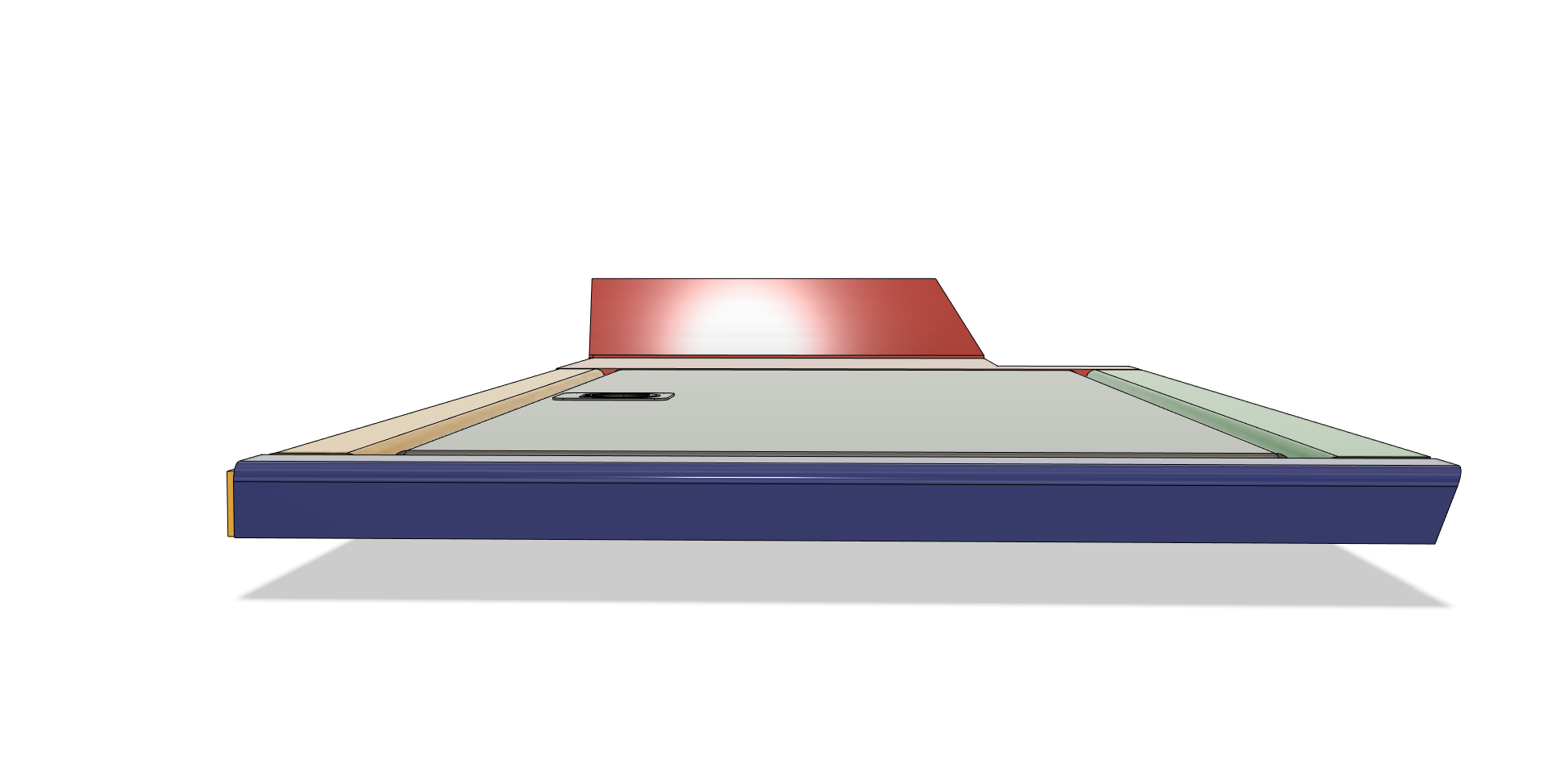
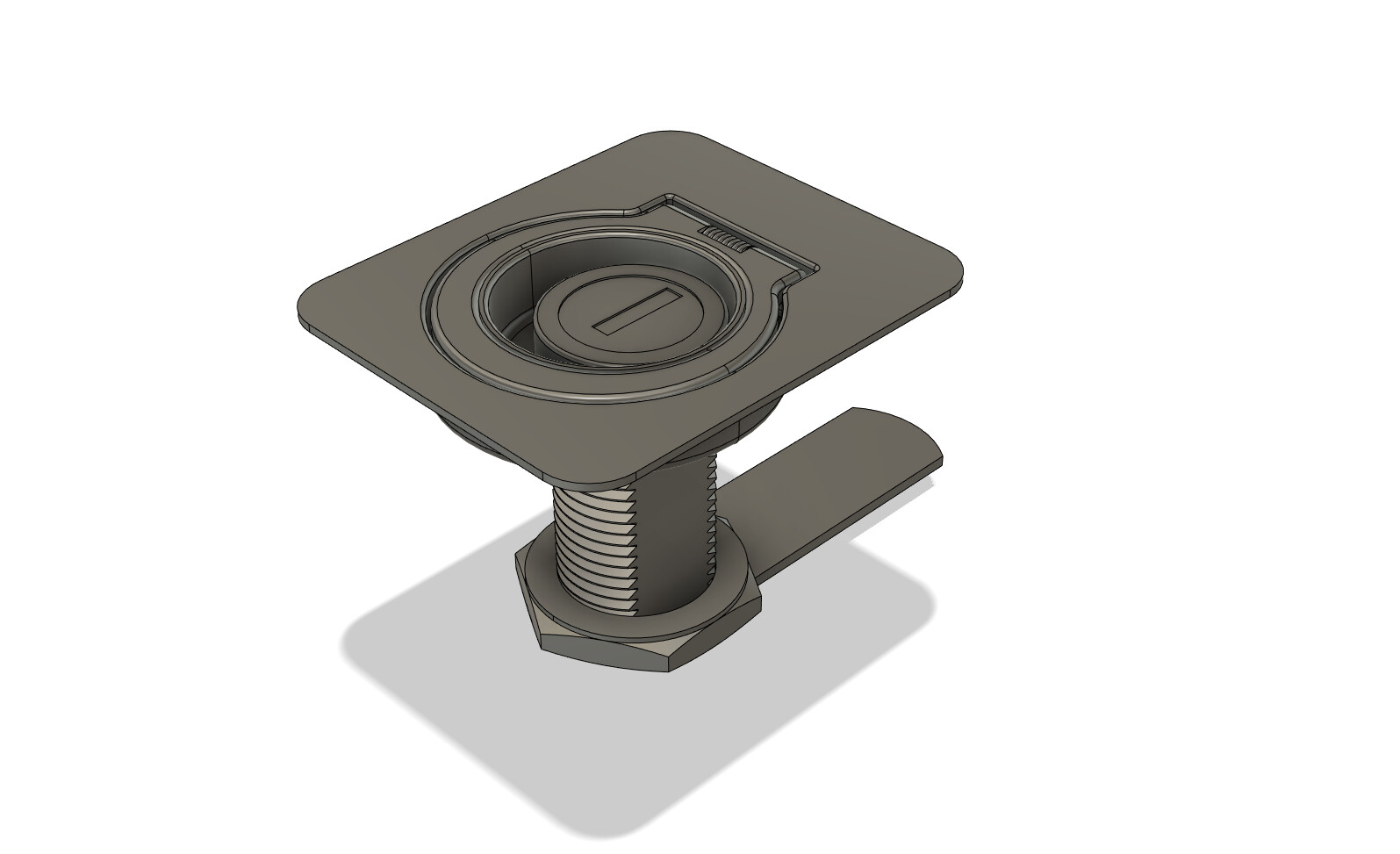
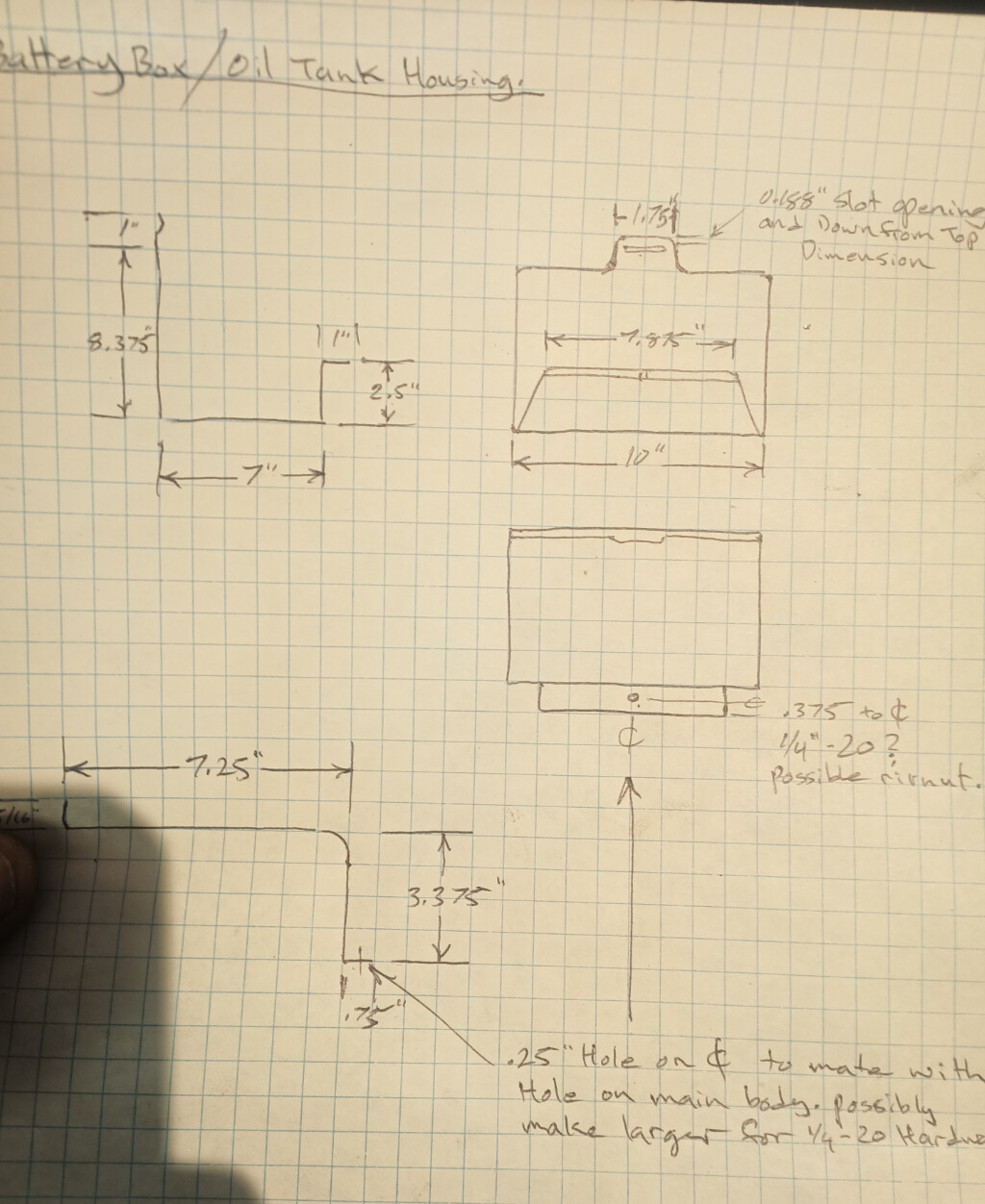
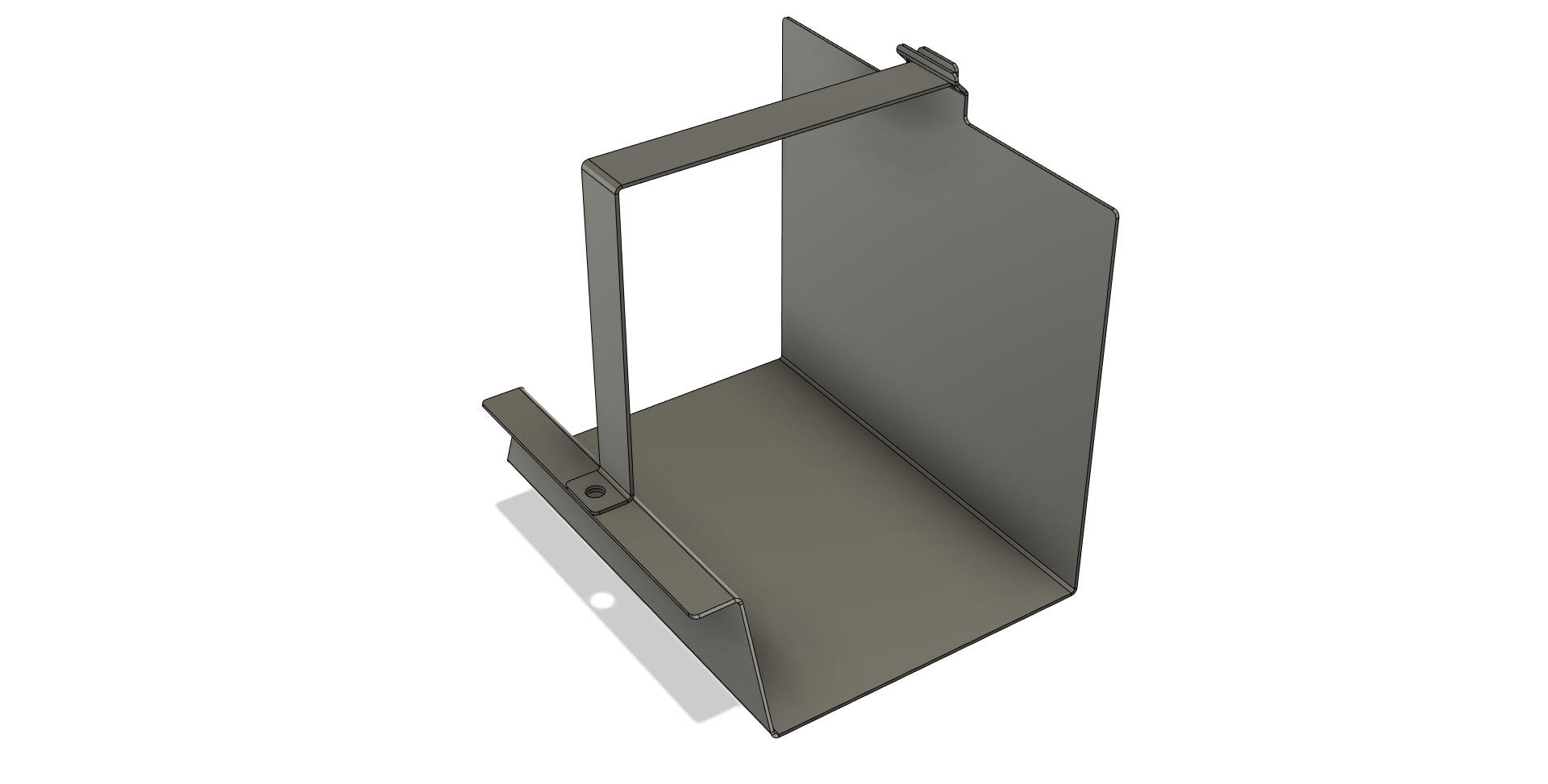
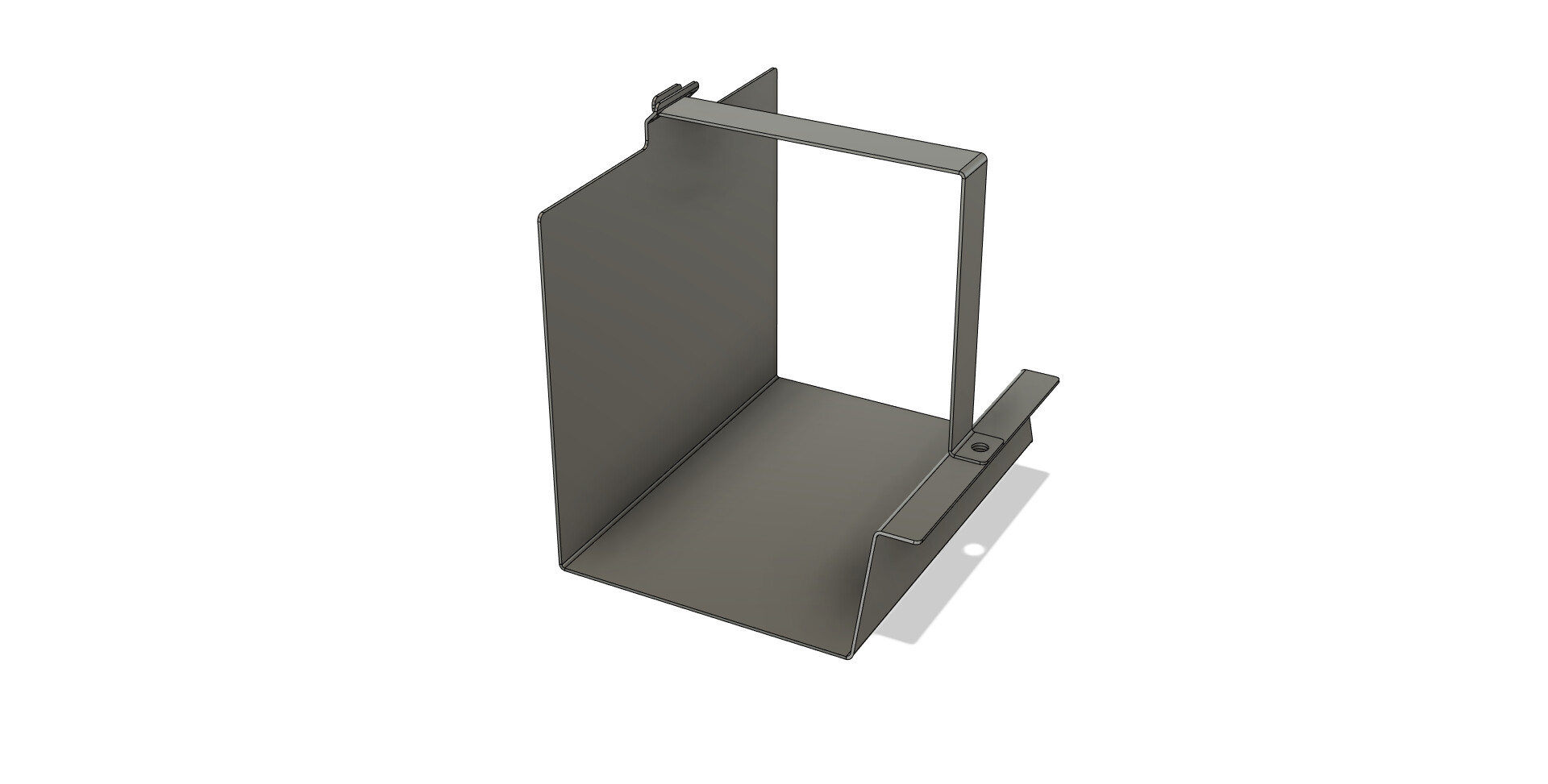
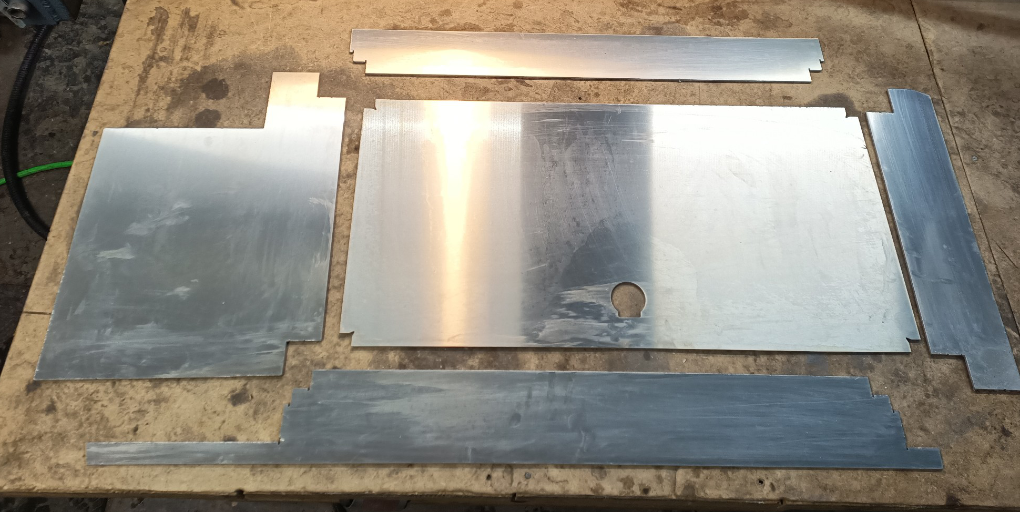
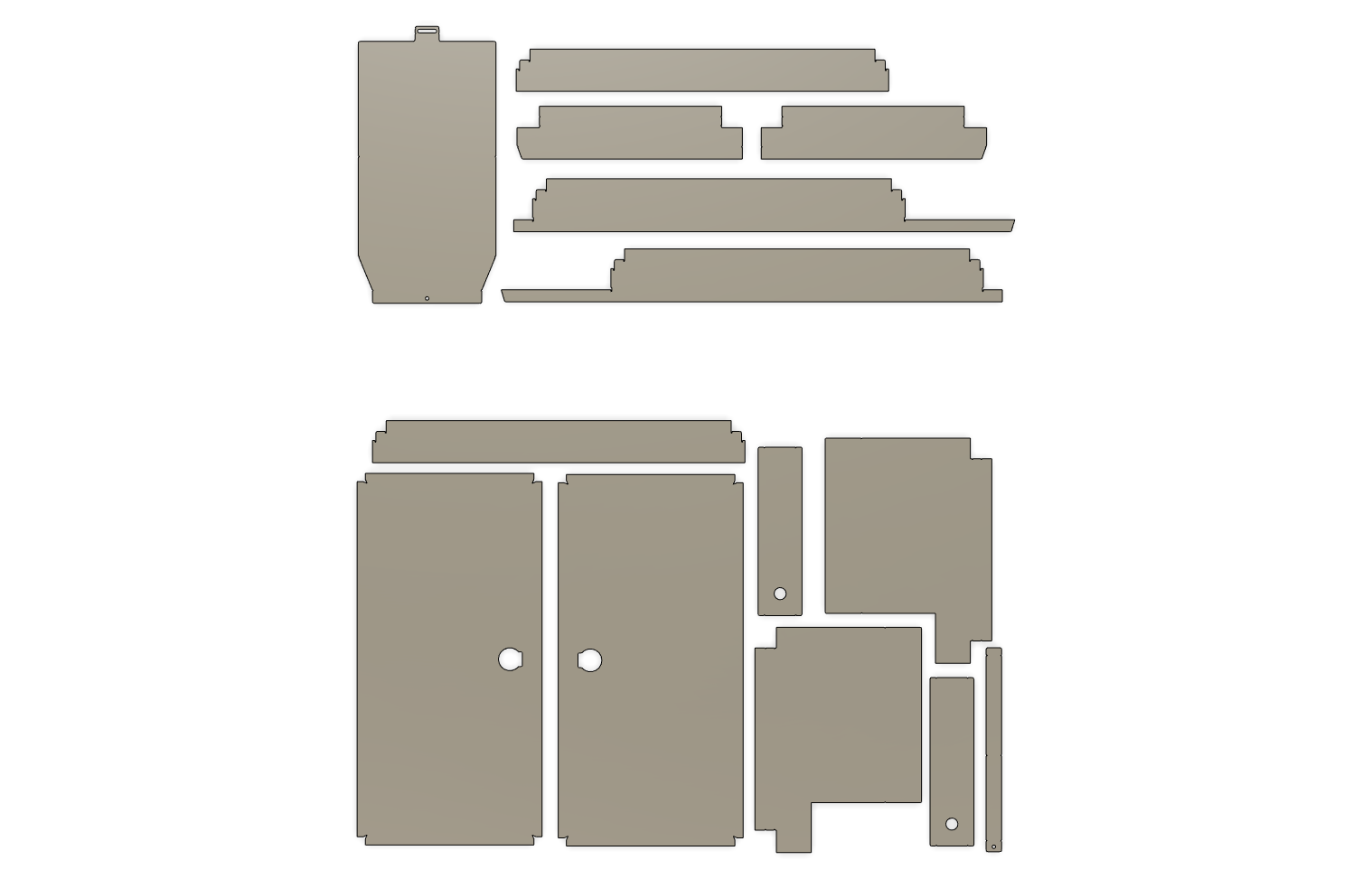
It is a frame and latched door for a aluminum boat . I am making several of these so I took the time to develop a fusion 360 file that I can update the base dimensions and fusion will update everything all the way through the design environment to the cam environment. This will save me an incredible amount of time and material on all the future hatches.
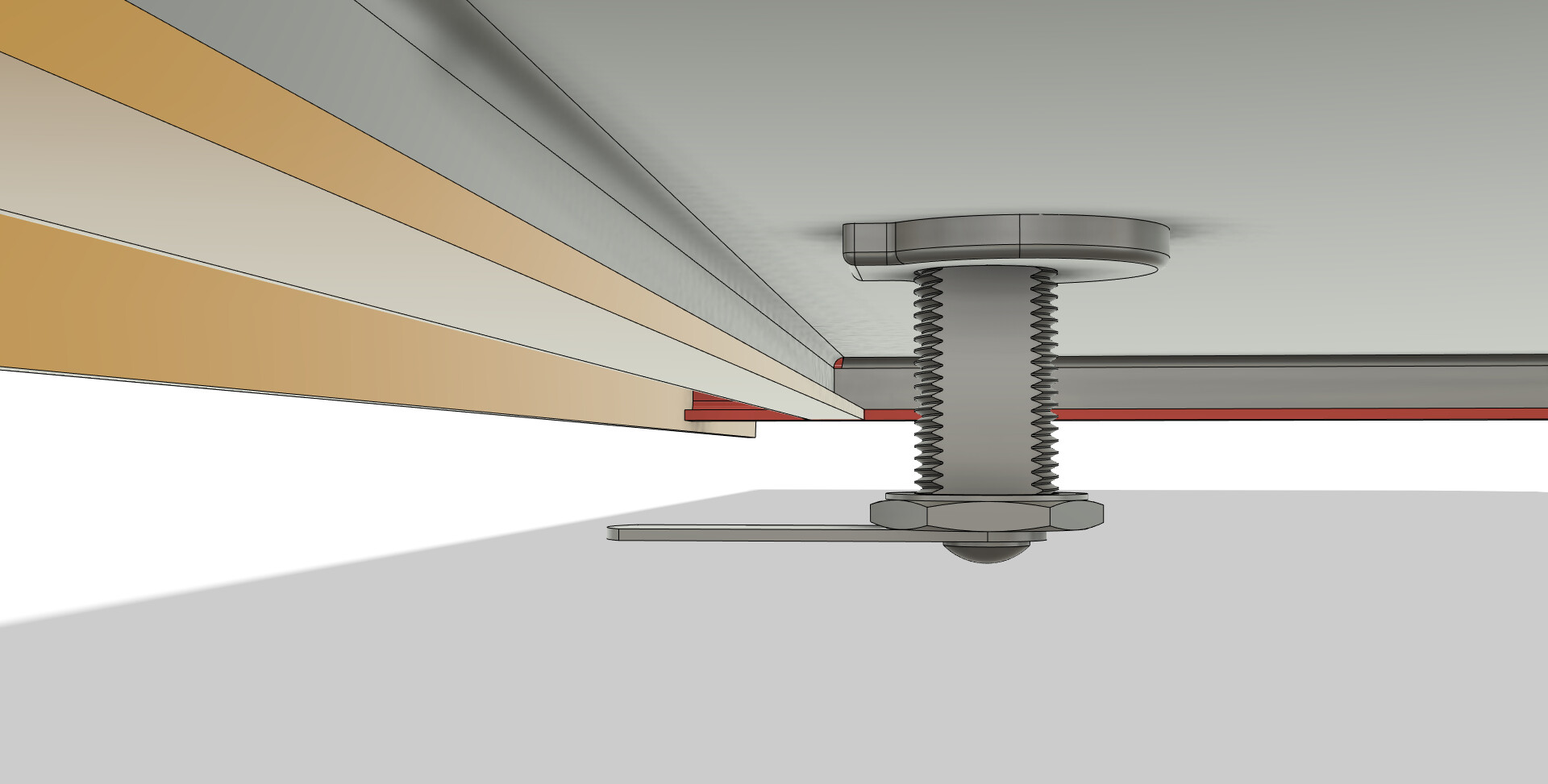
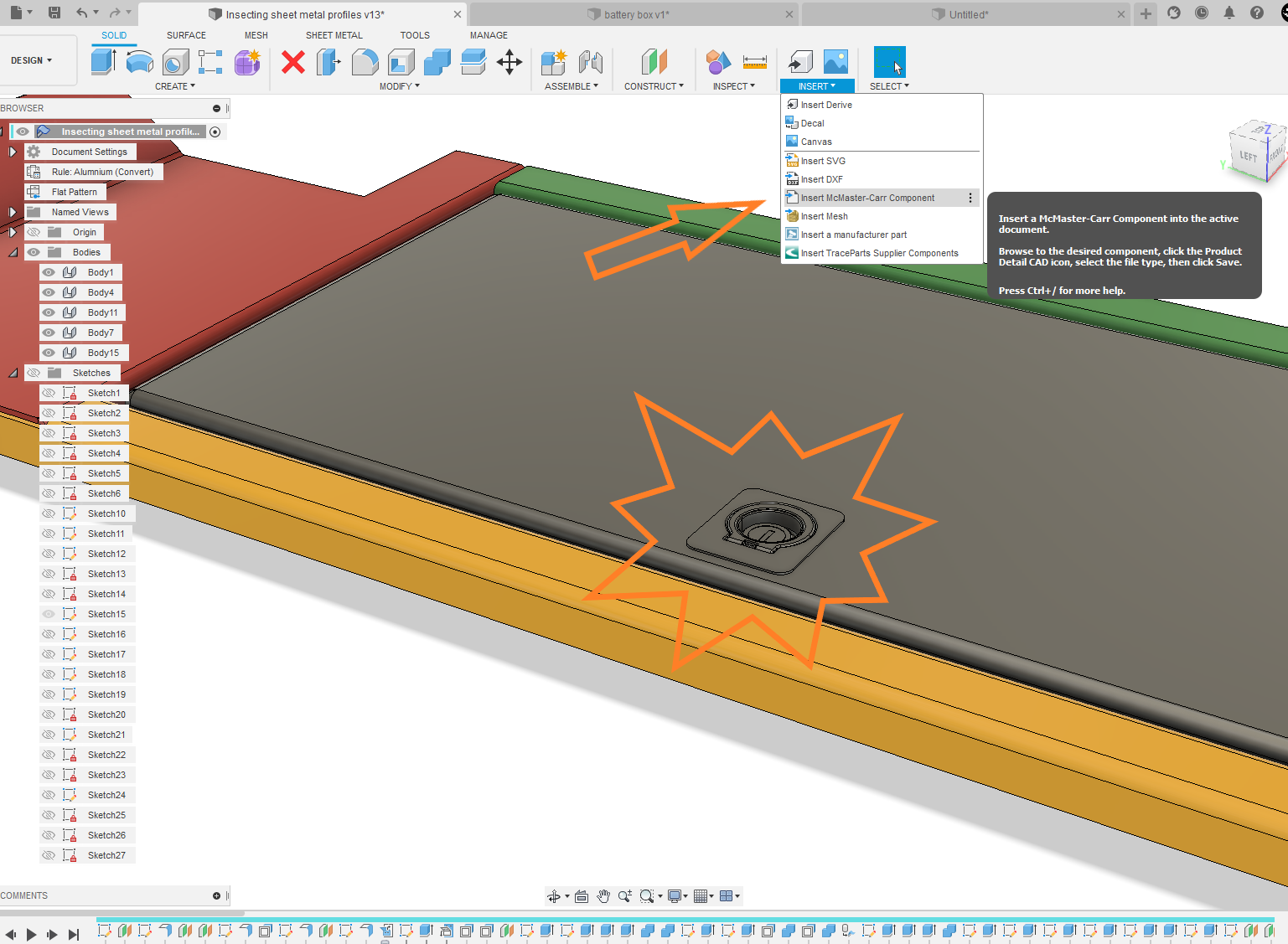
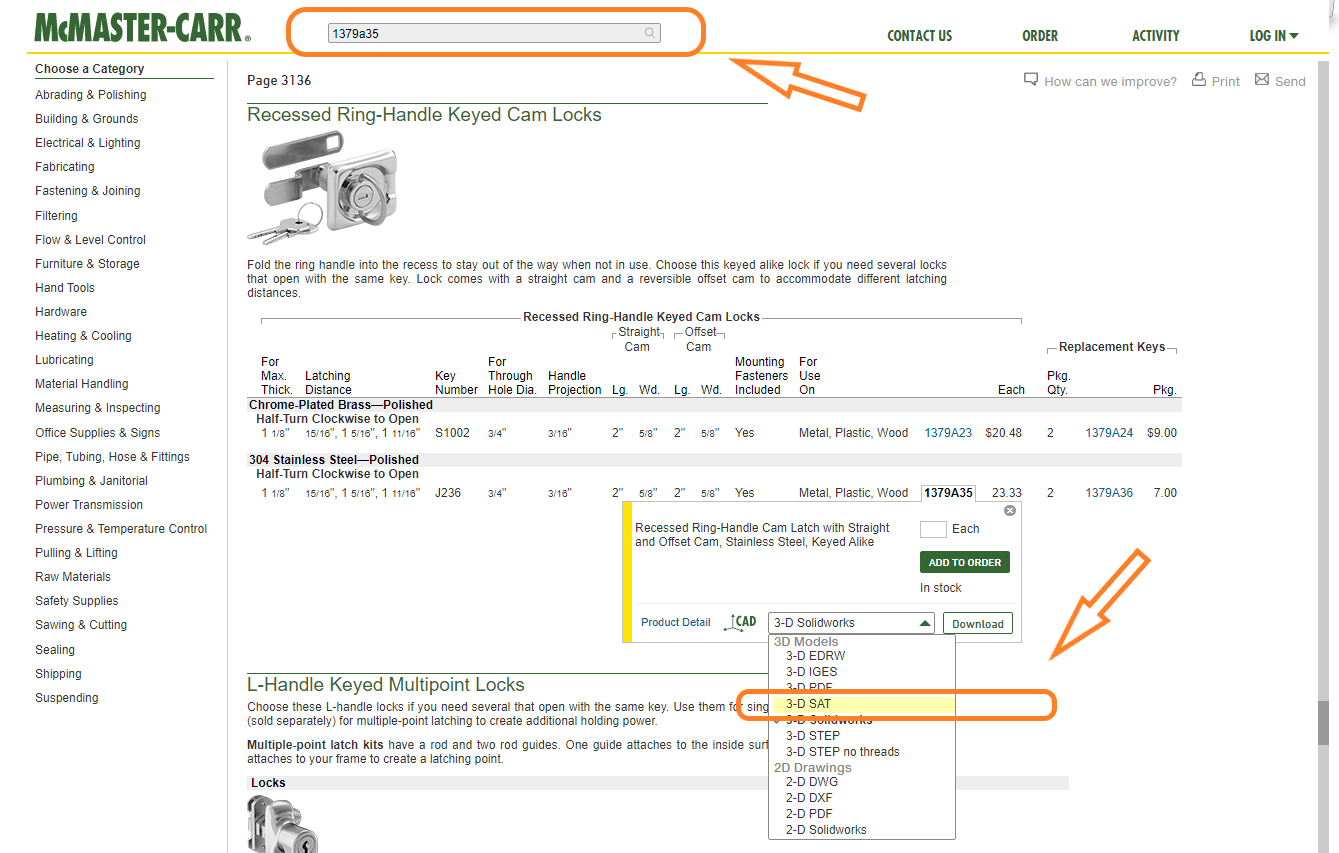
Also In fusion there is the option to insert hardware and objects from real world suppliers.
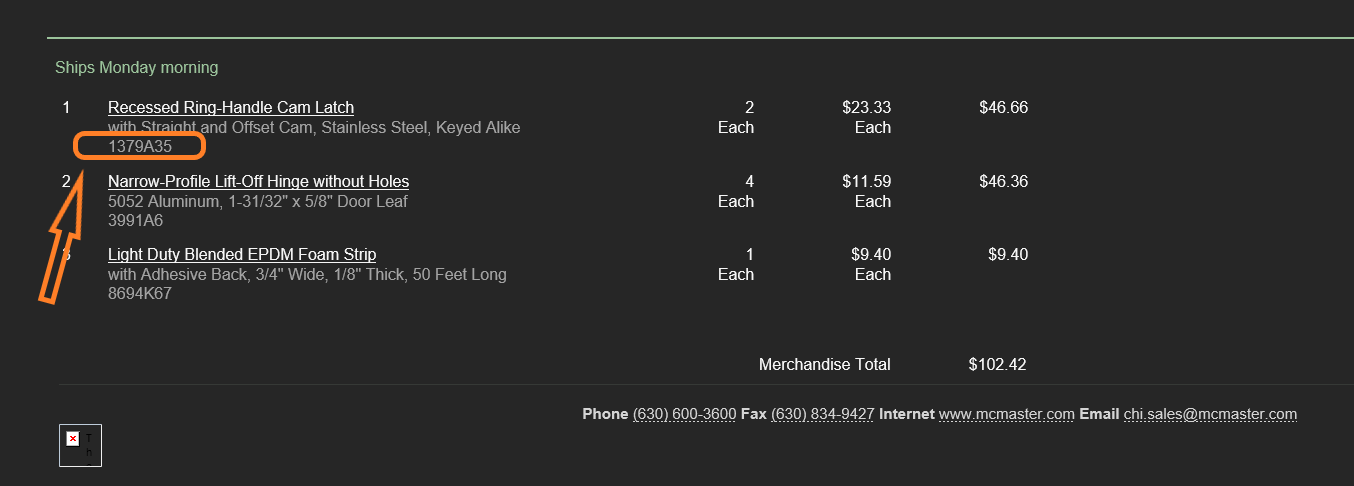
I chose to buy some hardware from McMaster Carr.
Here is my receipt
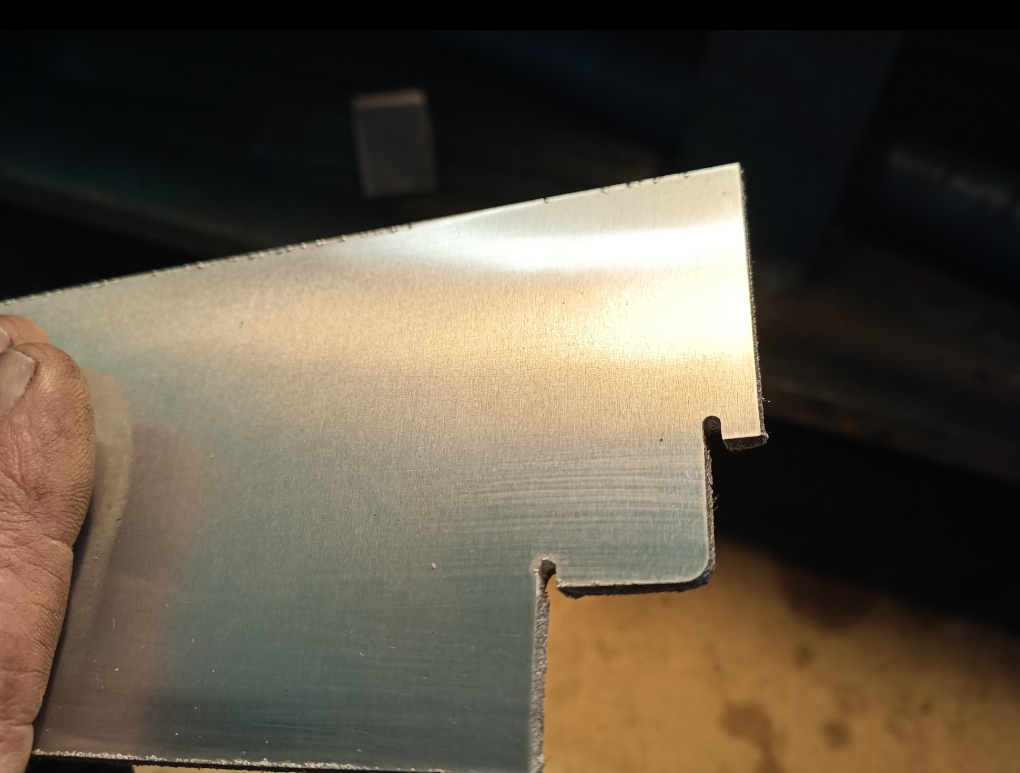
The samples I ran earlier help me determine my K factor for this material when being bent in my brake.
Now I can add that K factor into fusion360 so that all these patterns will bend up as intend and dimensionally accurate.
I believe this boat gig is going to have a lot of recurring business this year and likely have me doing some more prototyping (which is one of my favorite things to do)
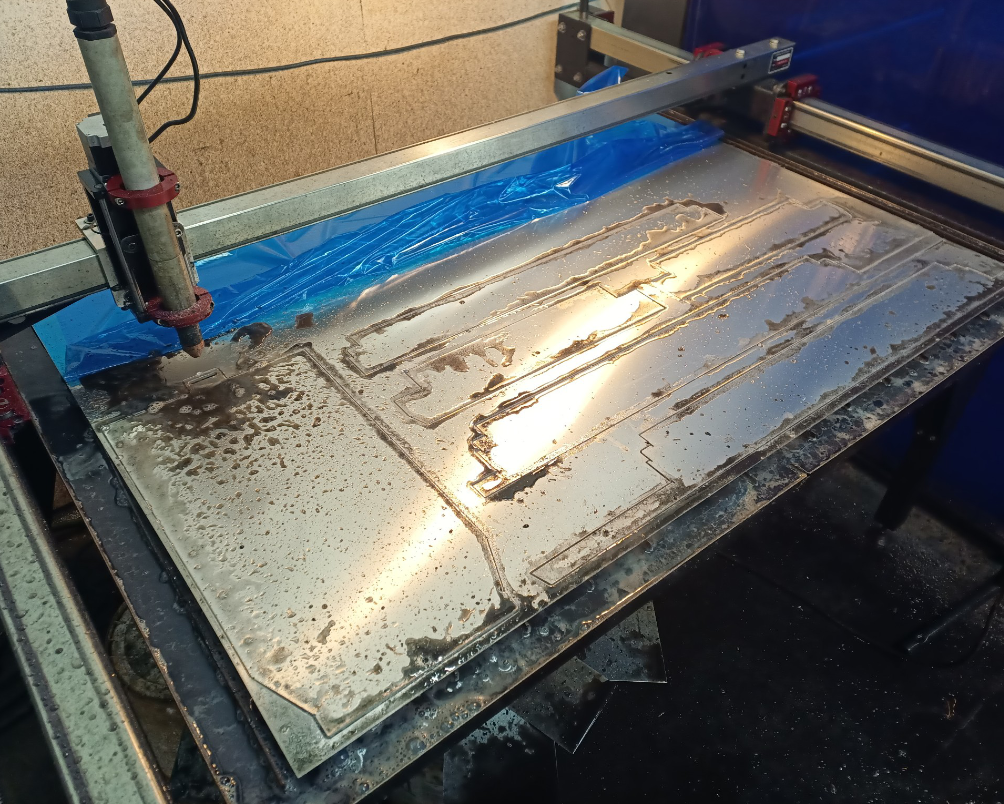
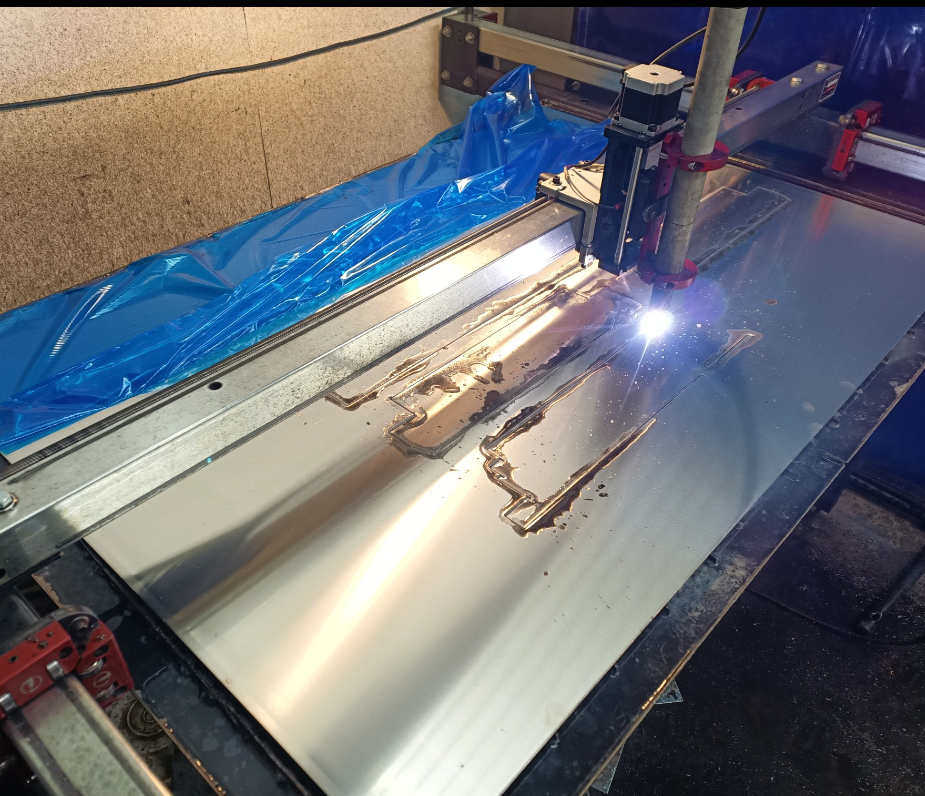
Some more progress. I wish I got a little bit more done today but you know how
work gets in the way of getting other work done.
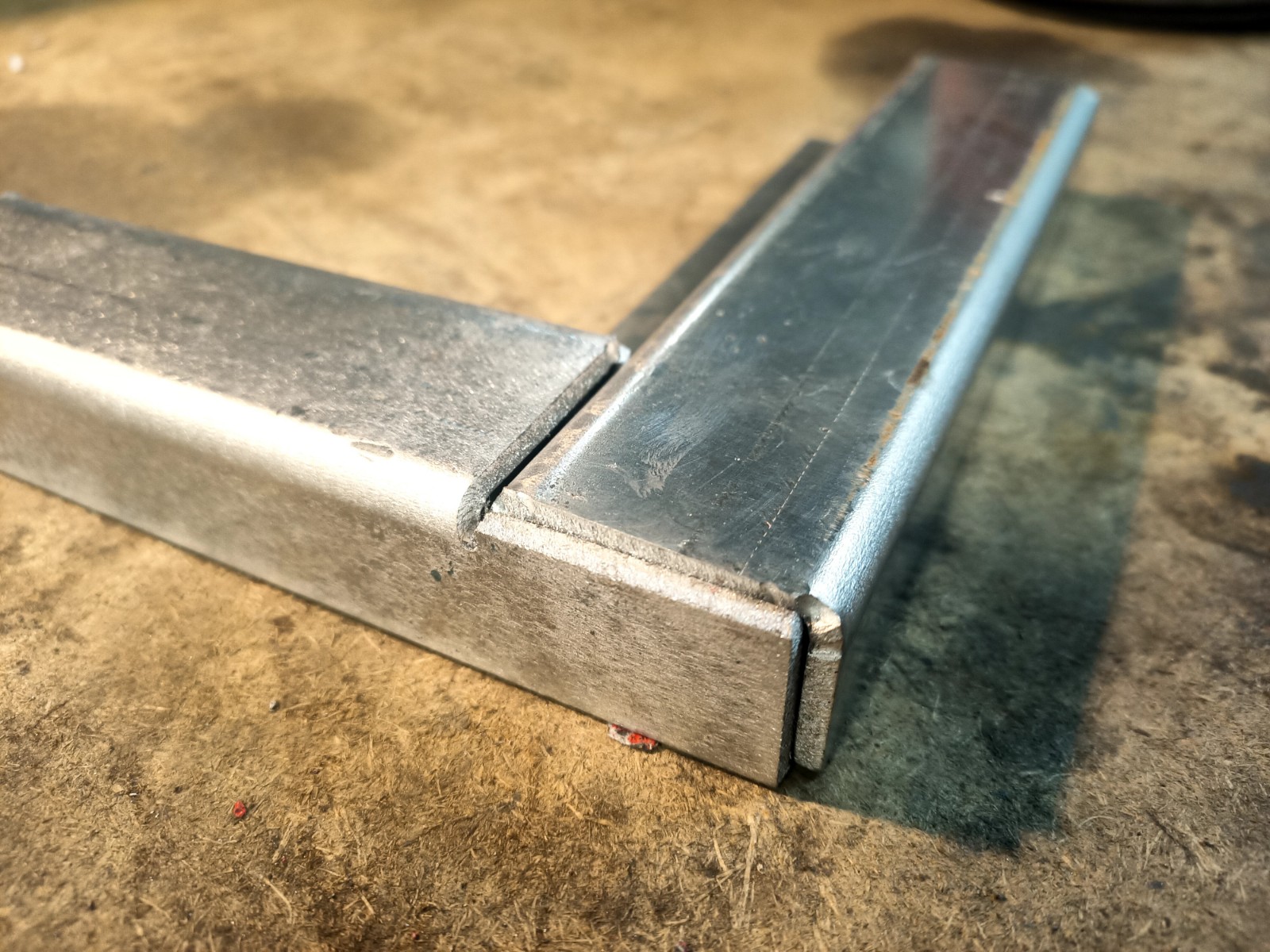
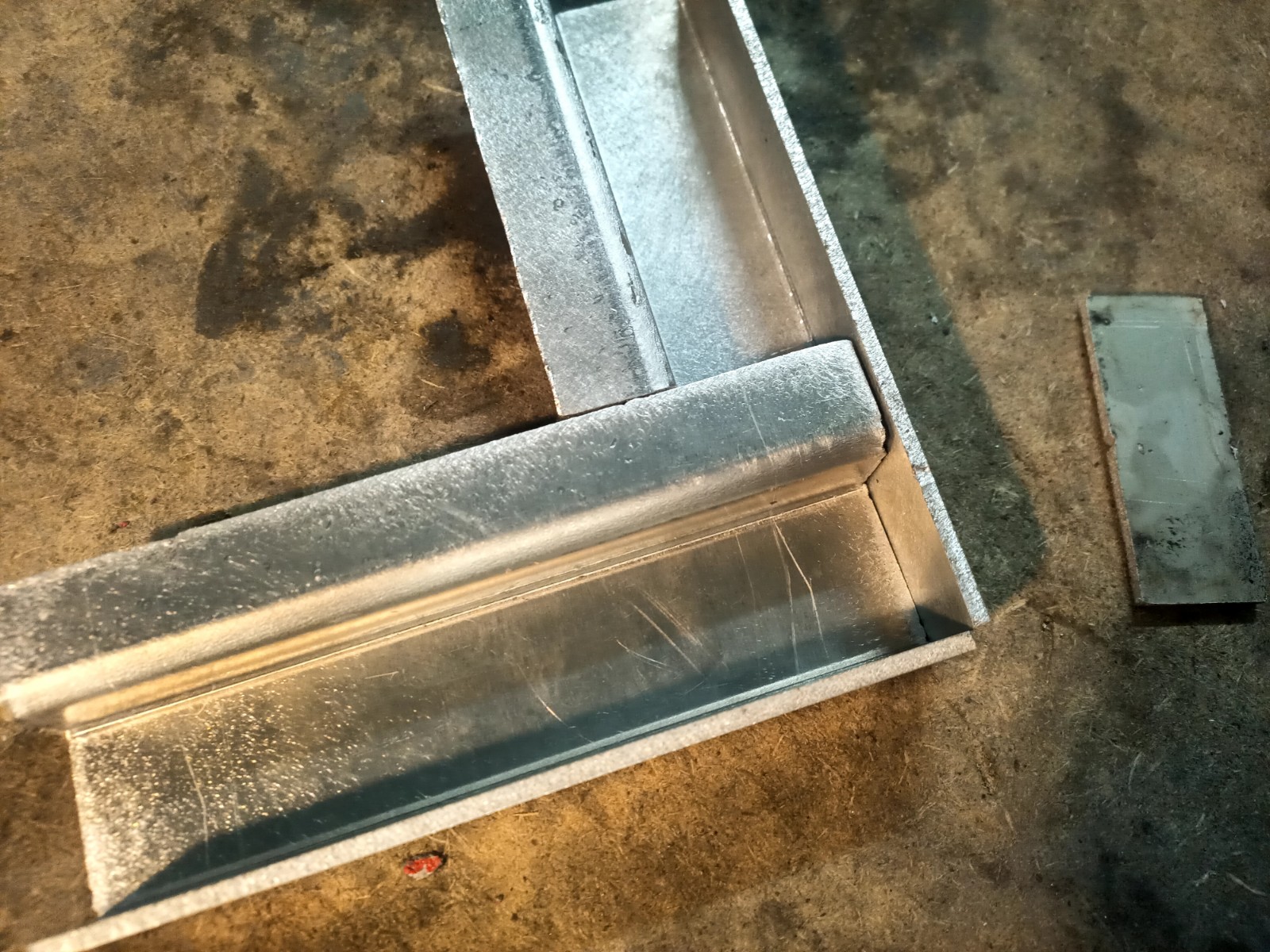
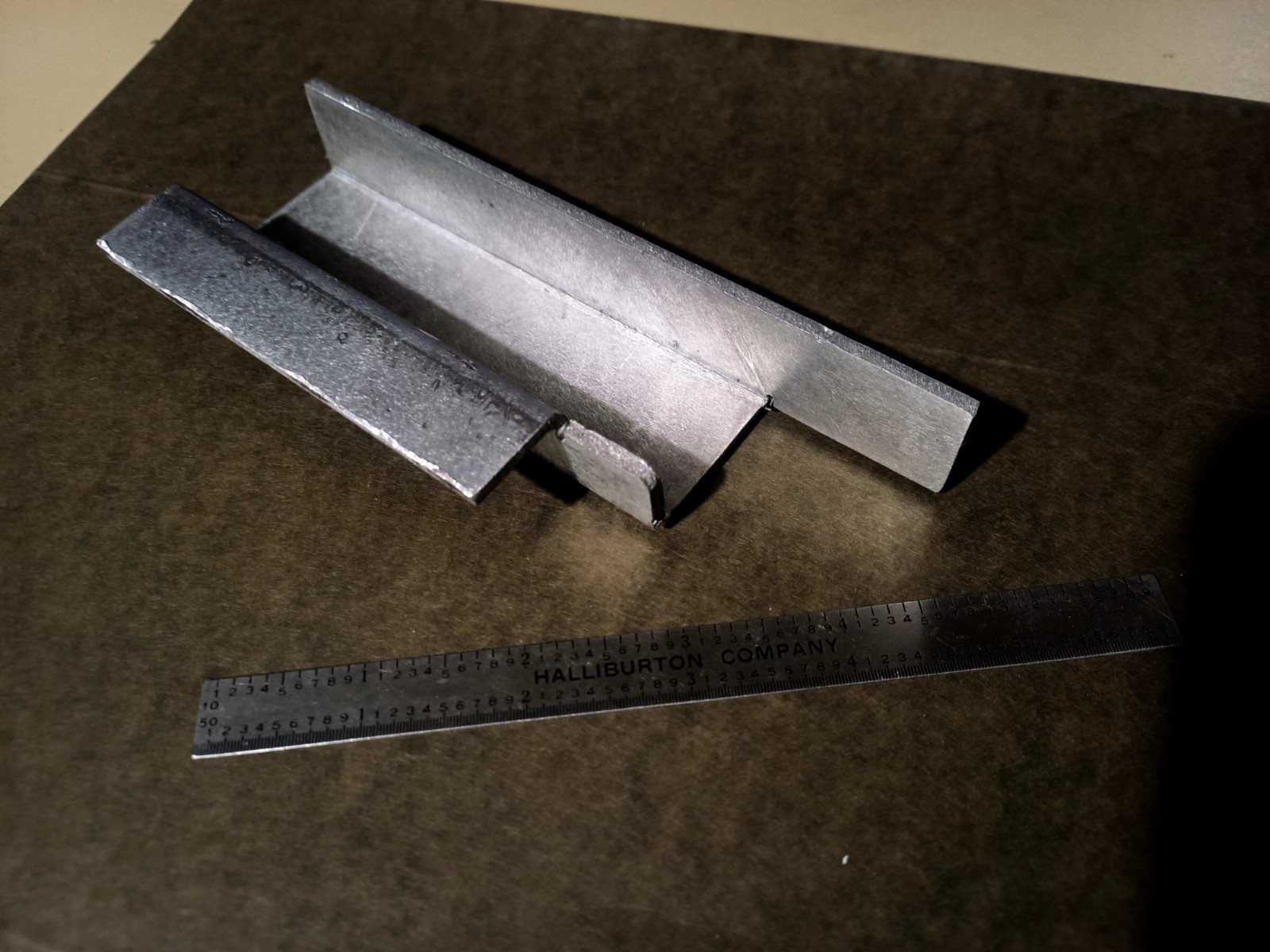
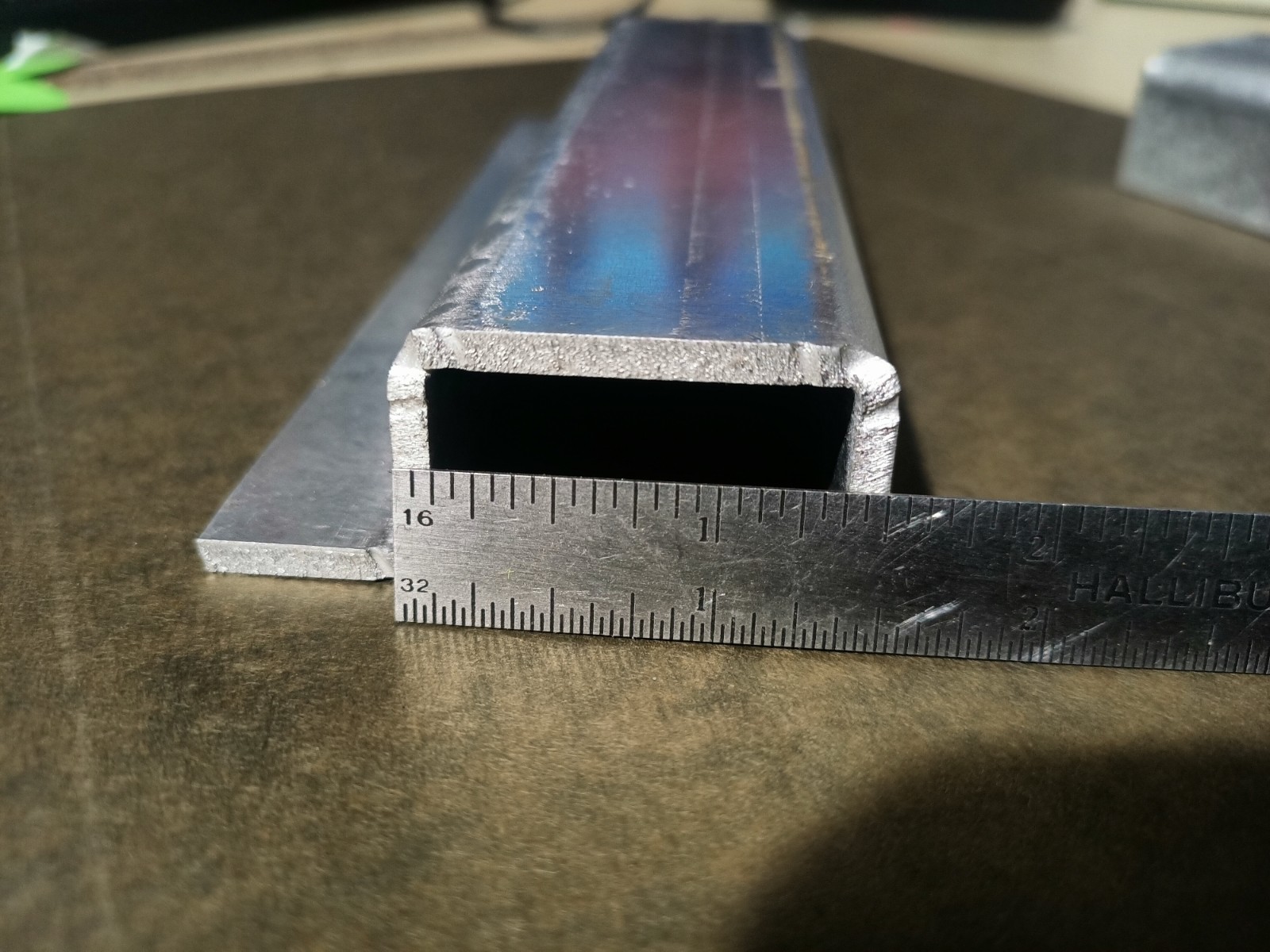
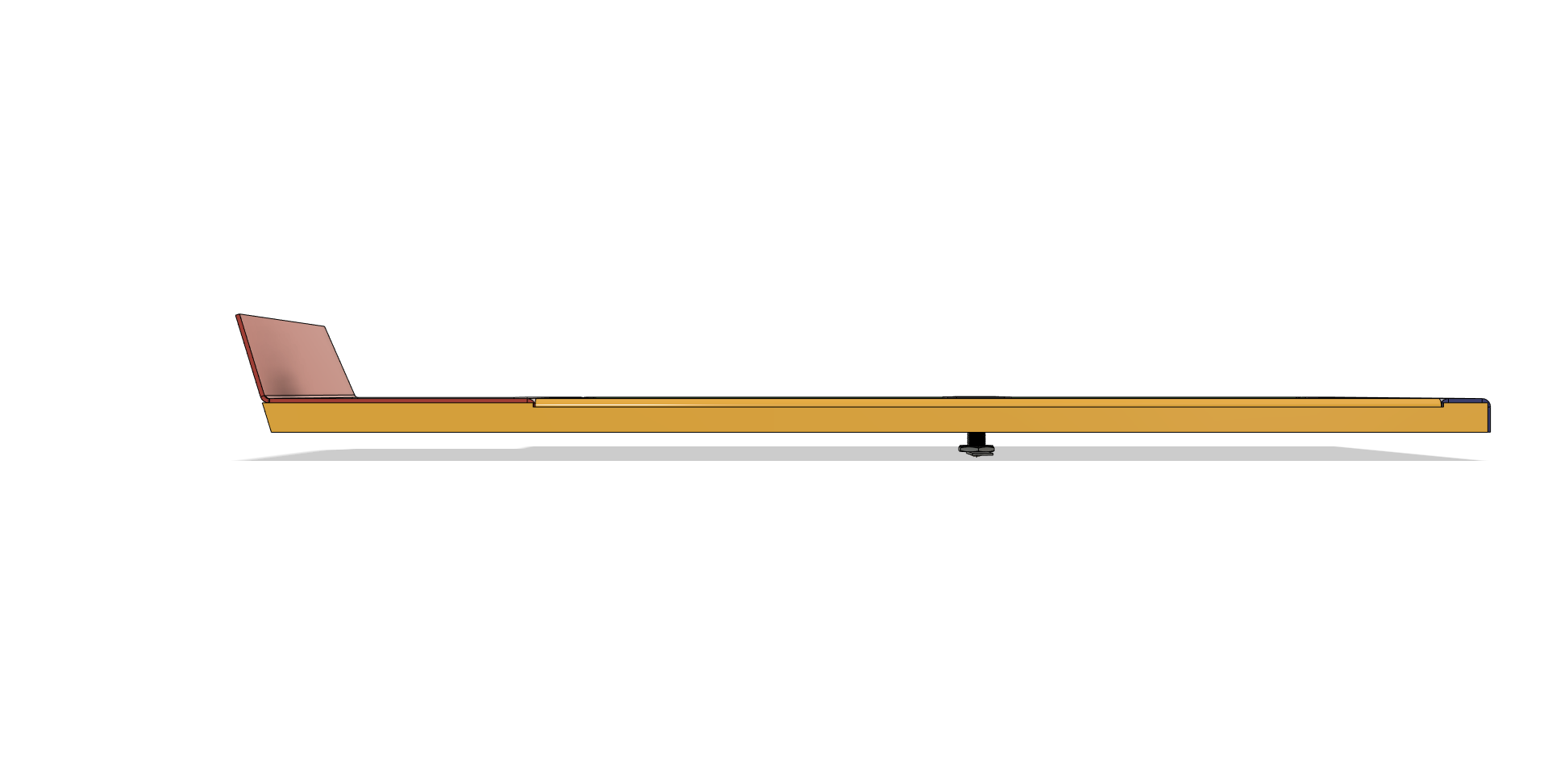
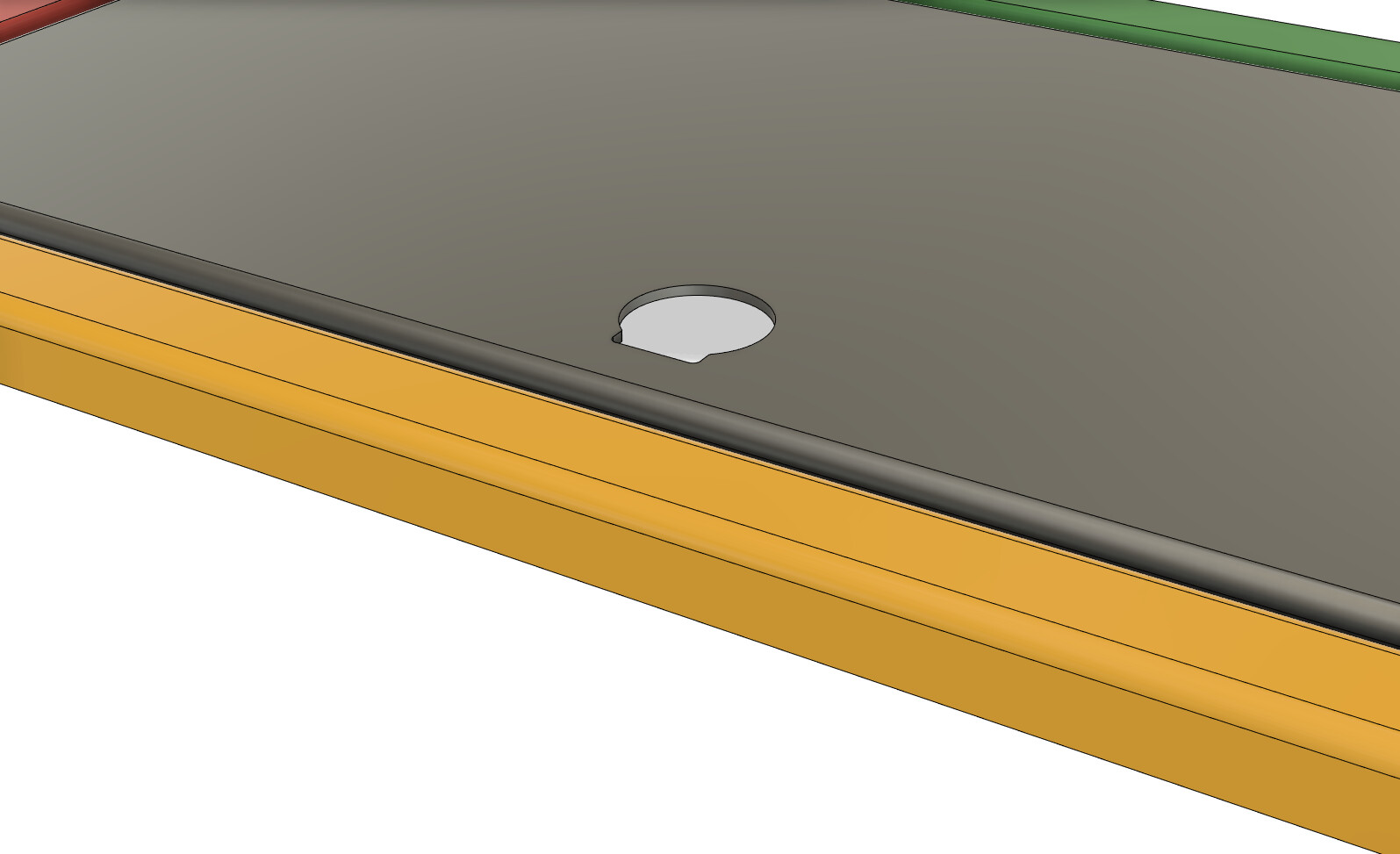
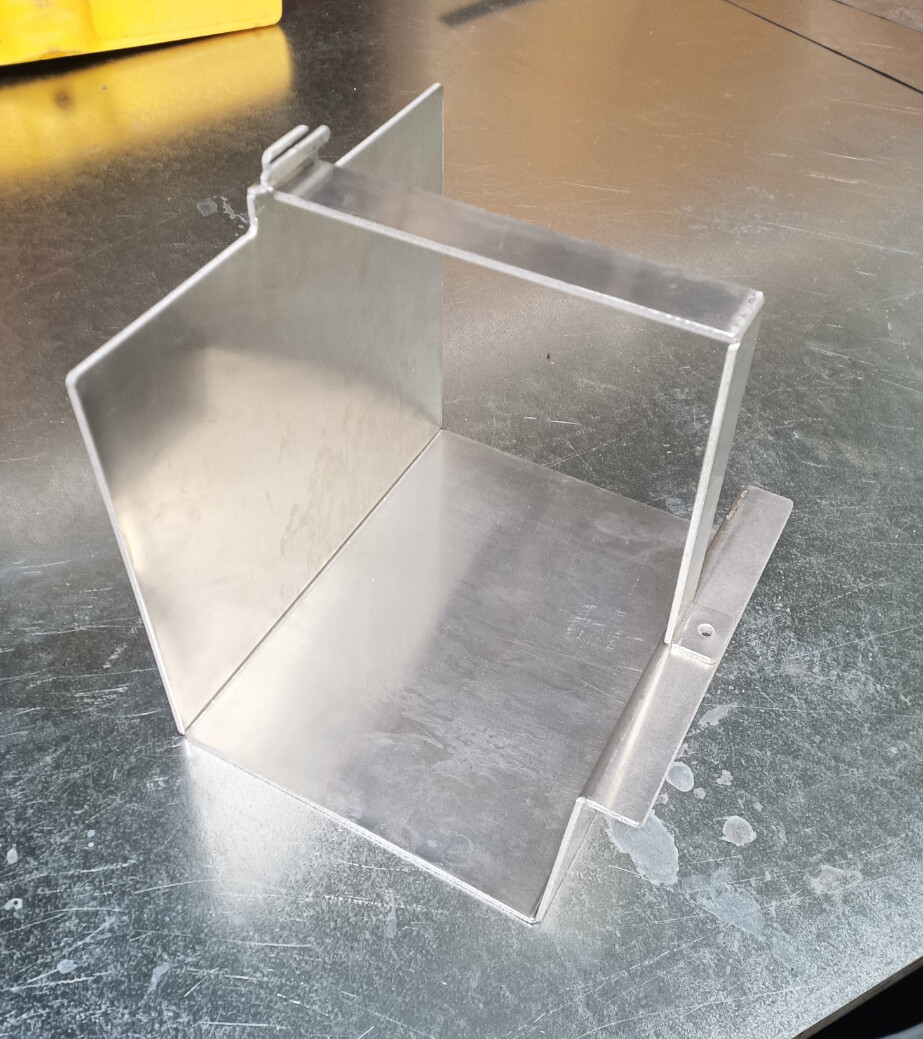
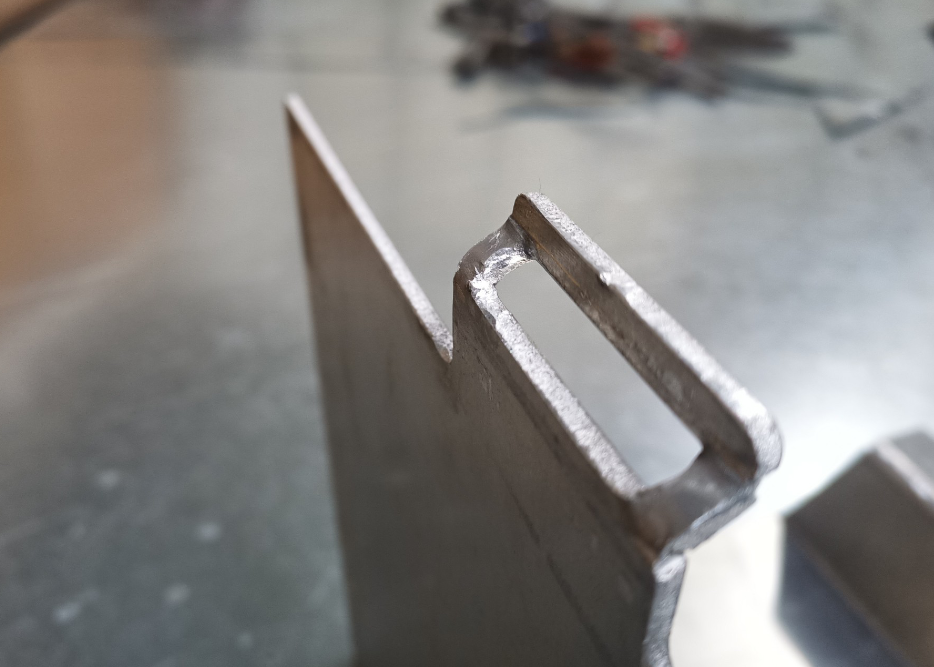
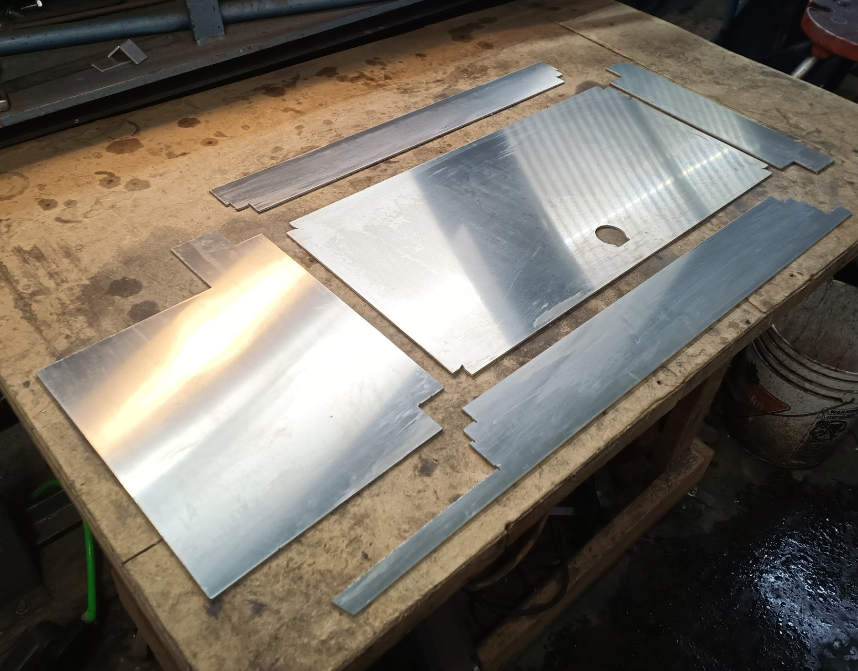
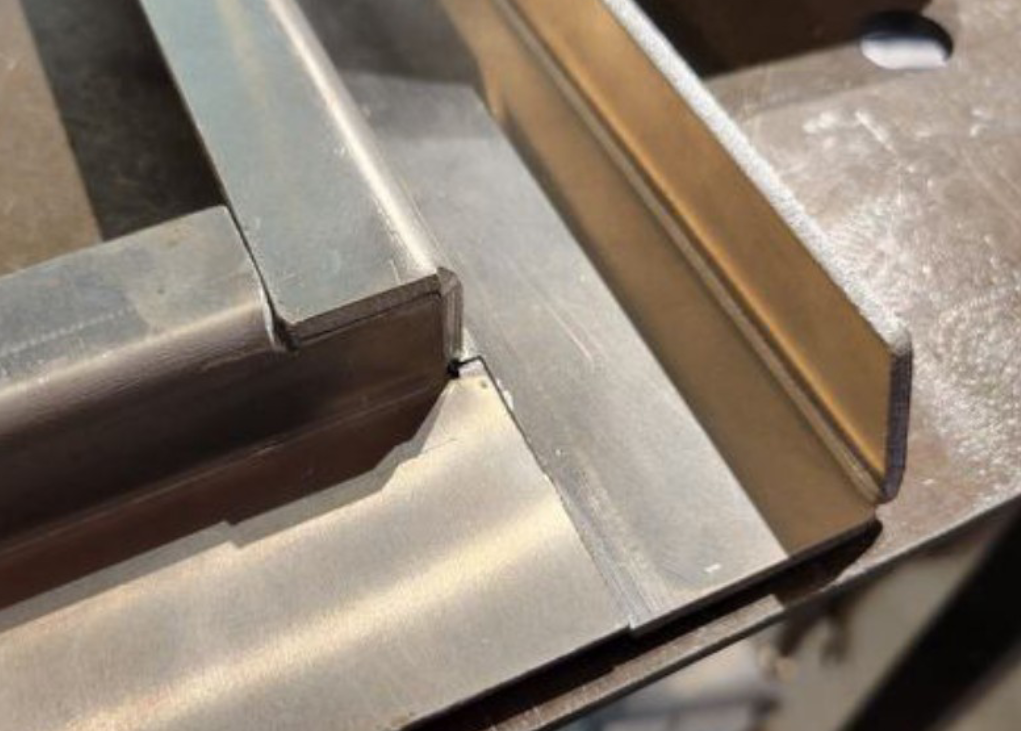
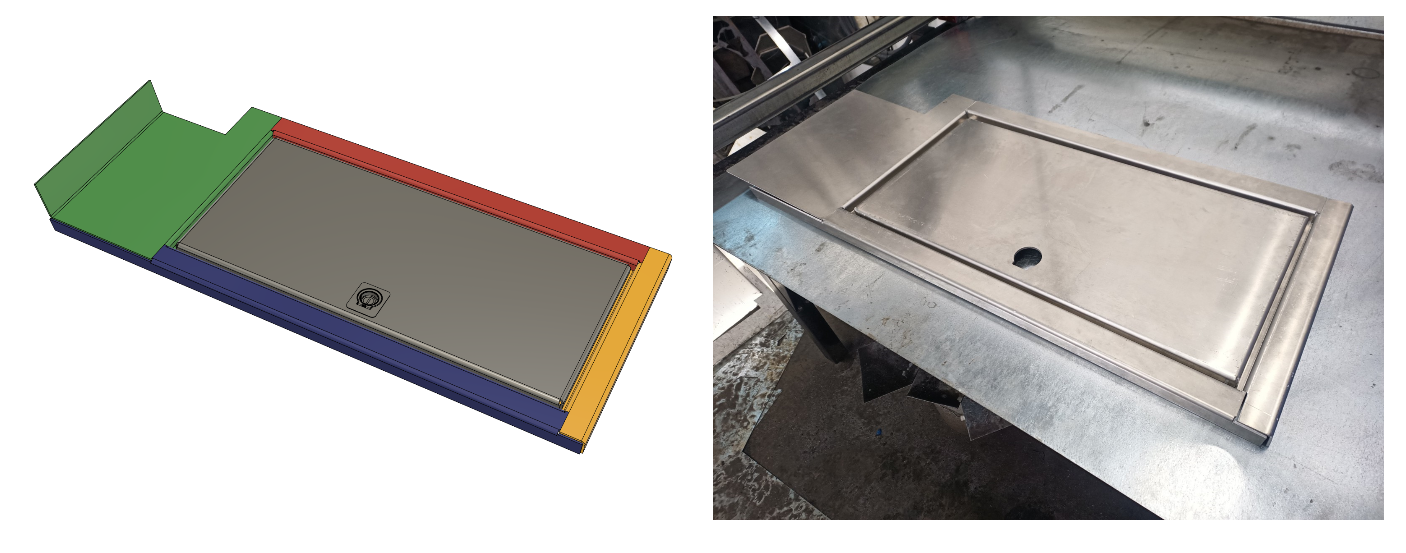
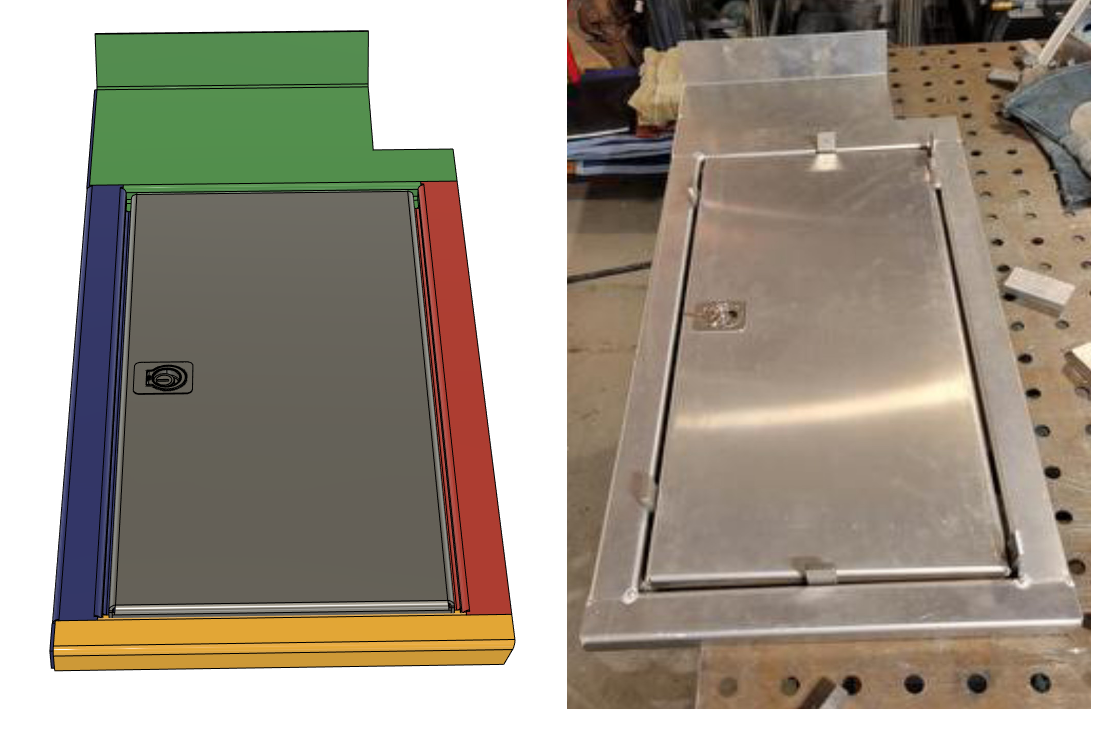
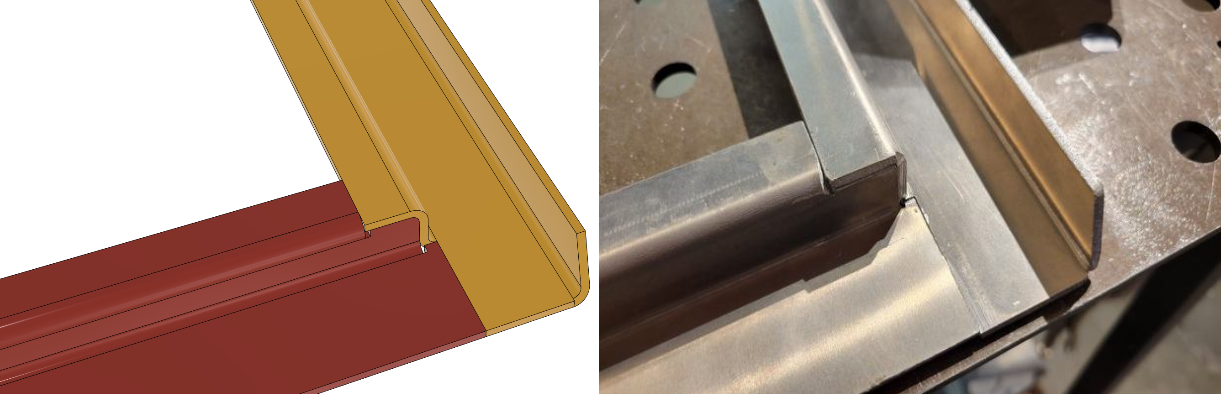
With the K factor figured out and inputted into Fusion 360 the parts come out pretty true to the model.
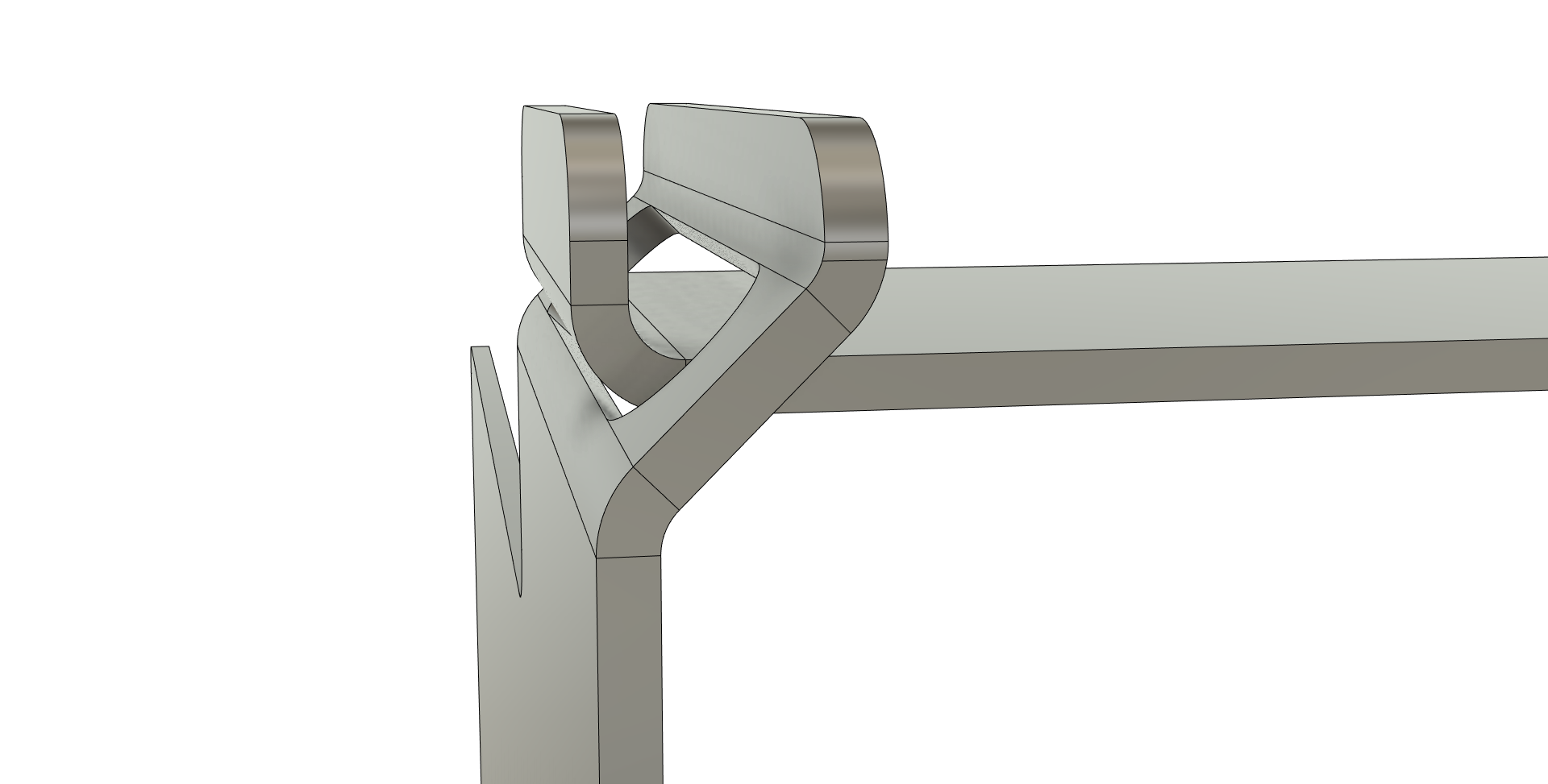
The parts from McMaster carr that I used the 3D model of from fit the actual hole so that was encouraging. I hadn’t handled that real latch from McMaster carr till today I just trusted the model was good. Lucky it was.
It will get welded out and fitted in the next few days.
Freaking awesome TinWhisperer…
Now make another for the other side.
Are you going to put marine carpet on it or leave them so you can look at them? I’d look at it for a while. By the way I love McMaster Carr… if they don’t have it, you don’t need it.
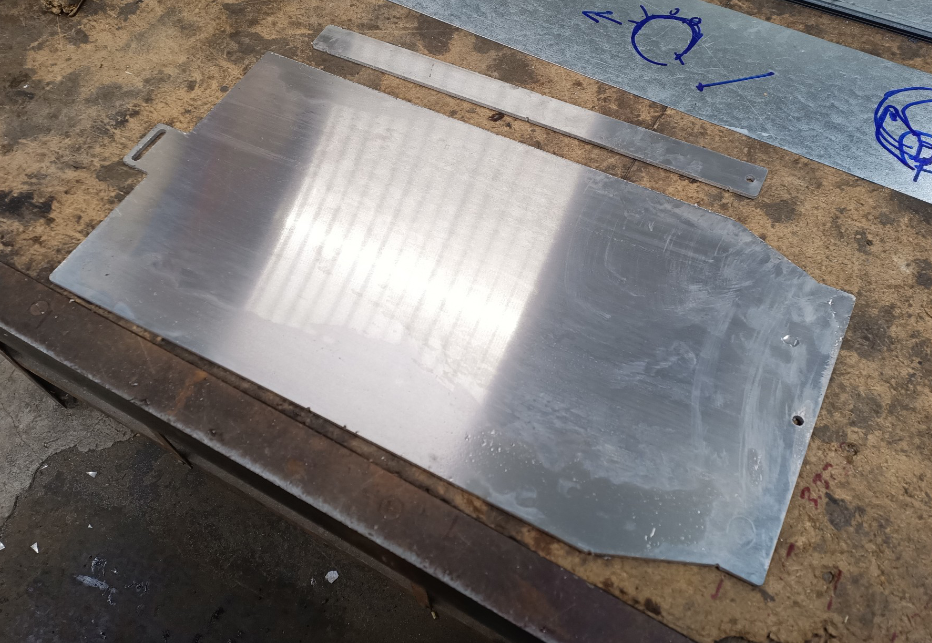
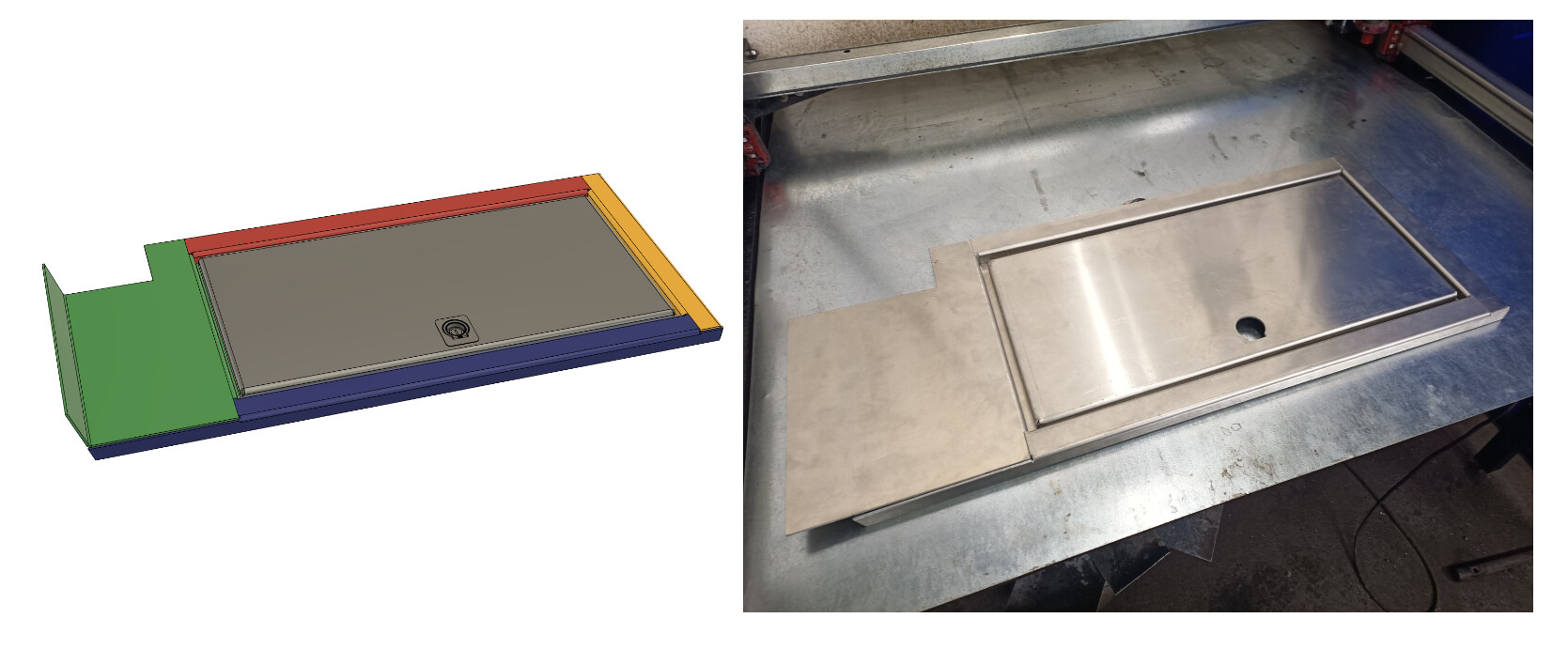
It’s cut out, ready to be bent up I just wanted to make sure this one was going to work.
I’m not sure what the client has planned.
I hope they will leave them aluminum . we’re going to run the contour over everything so it all be brushed when it’s done.
We just started using McMaster-Carr and it does seem to be the cat’s ass.
Tin, can you share your bending setup? We are going to be cutting some 1/8, 3/16 and 1/4 steel and need to make some bends. Considering modifying a HF 20 ton press by adding some dies. Not quite sure yet on how to accurately set die depth to repeat 45 and 90 deg bends etc. Also on your bend K factor, I typically work in Autodesk inventor and when doing sheet metal design it typically runs a default K factor for inside bend radius ( typically larger that we see when getting parts back from one of our laser cutting shops that also have CNC press brakes. I had to adjust our models to more closely match their dies and what we have been seeing they typically run .03 R on all of our work 1/8, 3/16 & 1/4 steel . Maybe its due to them not wanting to change out the dies. Either way the parts bent with .03" inside R seem to come out fine. Looking at the initial cad model screen shots it looks like you may have been using the stock Autodesk K factor. In Inventor using .120" stock the default inside bend radius is.120 Ken




































 pal. You’re very crafty TinWhisperer…
pal. You’re very crafty TinWhisperer…