I have a little scottman 314 with a small brake
(another internet pic)
and at my partner in business’s shop we have exactly that a 20ton brake with a swag kit.
possible but hard. we missed out on a 6’ 60ton CNC press brake recently, still kicking myself.
Why did I want to sleep on that deal…
I’ll typical do I test bends to calculate my K factor before finalizing my design.
You are right !.
I did in this case. On my Whitney 1016 1/8 aluminum will have a K factor of .44 from my tests which happens to be a default in fusion 360.
Tin you are a great craftsman. I appreciate all the help you give through this forum and are not afraid to give up some trade secrets along the way. Keep showing the Fusion 360 naysayers what can be done.
I feed the Hypertherm PowerMAX 85 with 120-135psi. The machine is set to automatic air flow setting so it drops the air flow down to drop to match the cut charts 78-85psi ish.
See the upper right box that show the volume of air used 310 scfh so dividing by 60 minutes we 5.16 SCFM
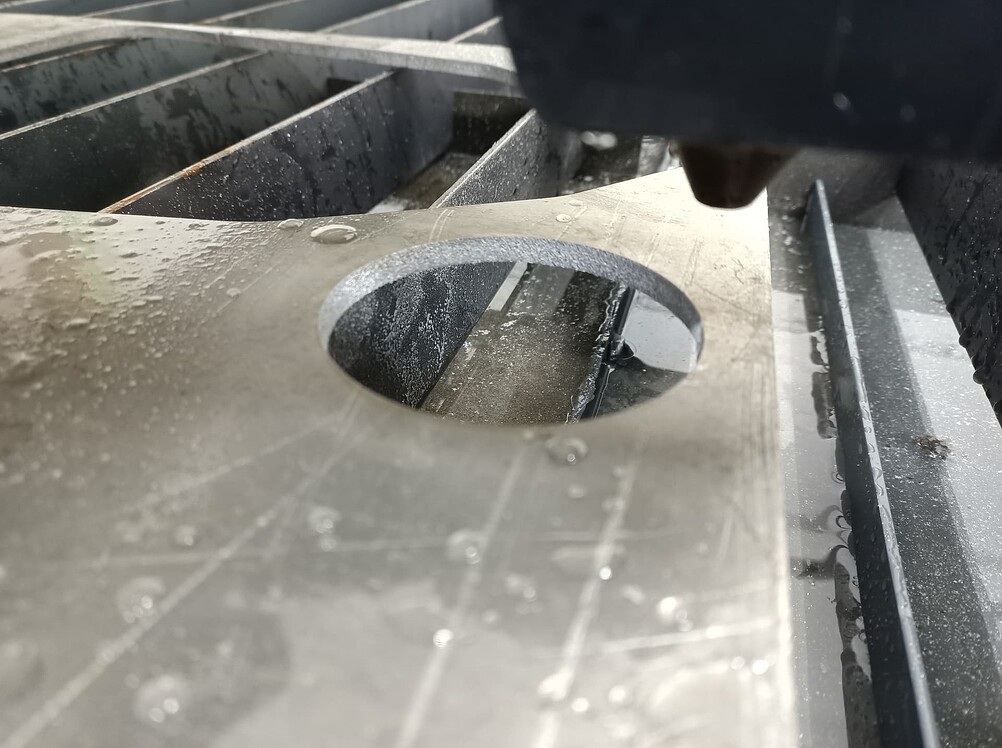
I’ll see if I can find some pictures of the back side before clean up but I remember it endded up quite clean with a little bit of clean up with the Aluminum flap disc.
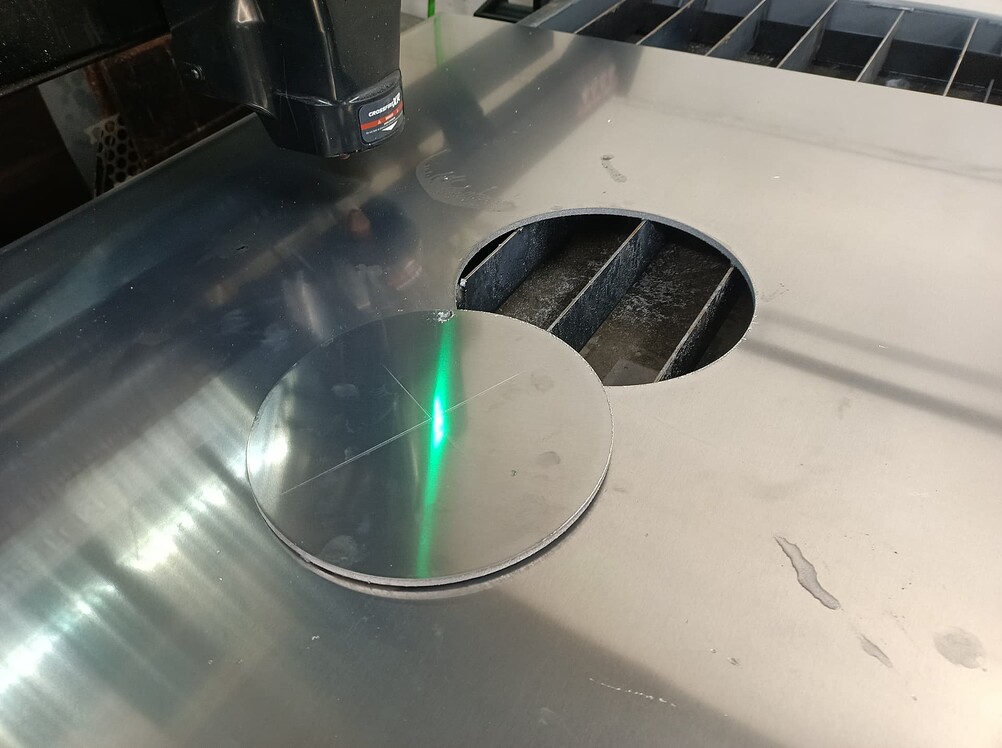
Here are some pictures of some quarter 1/4" aluminum I cut using the book settings last weekend and there was almost zero dross.
We had couple larger projects last year that we could have used a bigger table for so it was time to make a few more feet of floor space in the shop and get a bigger table.
Well I’ve been watching and it looks like everything’s been running smooth in my absence. Good job guys.
Wellllll…a little less patience being exhibited by some of us but pretty much the same amount of difficulty operating things, just new people experiencing the trials & tribulations of learning a new tool.
Some manufacturers make hard stones, zip discs and flapper wheels for aluminum specifically. They seem to clog less than standard wheels and I think they don’t put as much foreign material into the metal in case you’re welding it later.
Beeswax. High melting point. Works great.
Keeps the sand disk from clogging and produces a good finish. Obviously, you need control and finesse.Beesworks® (6) 1oz Yellow Beeswax Bars - Package of (6) 1oz Bars (6oz) - Cosmetic Grade Amazon.com