All of the things you have done should mean something to the Langmuir engineers. And, remember, you are the test ground for the next great Langmuir engineer. They actually get some of their solutions from the problems seen on the forum.
I really do think your issue will be solved. But the other great thing is that your cuts are better than mine were for the first 12 months. There are others looking at your cuts and saying “That looks pretty good.” So you are very close on this.
I was originally going to say, put the spring back to 0.10 but that is only a band-aid. If necessary, that might work but it would be nice to get closer to real numbers. I guess that is what I am doing in reverse. I tell the post processor to cut at 0.022 and the springback at -0.02. But now I realize it is actually ignoring the negative number so it is really the cut height number of 0.022 that puts my cut height at 0.059. If I pick 0.06 I get a cut height of 0.095. So my system is adding 0.035 to 0.037 to my numbers.
Have you noticed the pictures you post of fire control if the all are at the end of the program. The z is never in the same place.
You retact to the same place most times correct?
Correction that is the torch height tap z should show .060
Have you tried installing and reinstall fire control?
Jumping in at the end of a long thread. Looking at your screen shots, it looks like your THC is on firmware 1.10. I’m on 1.13. Same setup (Crossfire OG w/ THC / Z axis).
@Kwikfab seems you’re getting a lot of good help and I’m not as experienced as the other guys, but I have a question and maybe suggestion:
what caused the resistor burnout in the other VMI? Possible link since voltage readings seem to be a bit odd. Any possibility there is still some damage not so readily evident? (probably LS Tech question, not directed at you)
Have you generated a file and had someone else run it on their machine to see if they get the same height(s)? Might help differentiate between machine/controller vs software.
me, just for problem solving method, I’d categorize list of things done and which category of evidence into which they fit: machine/controller issue; code/software issue; user driven inputs issue.
For the sake of testing. I have cut and tested many times in many different areas of my table with the same results.
Z will be in “different” places when I retract because I would zero at different heights. Think I even did that in my video on purpose to demonstrate full motion of the Z axis.
I have not tried reinstalling Firecontrol and that was on the list of stuff to do today.
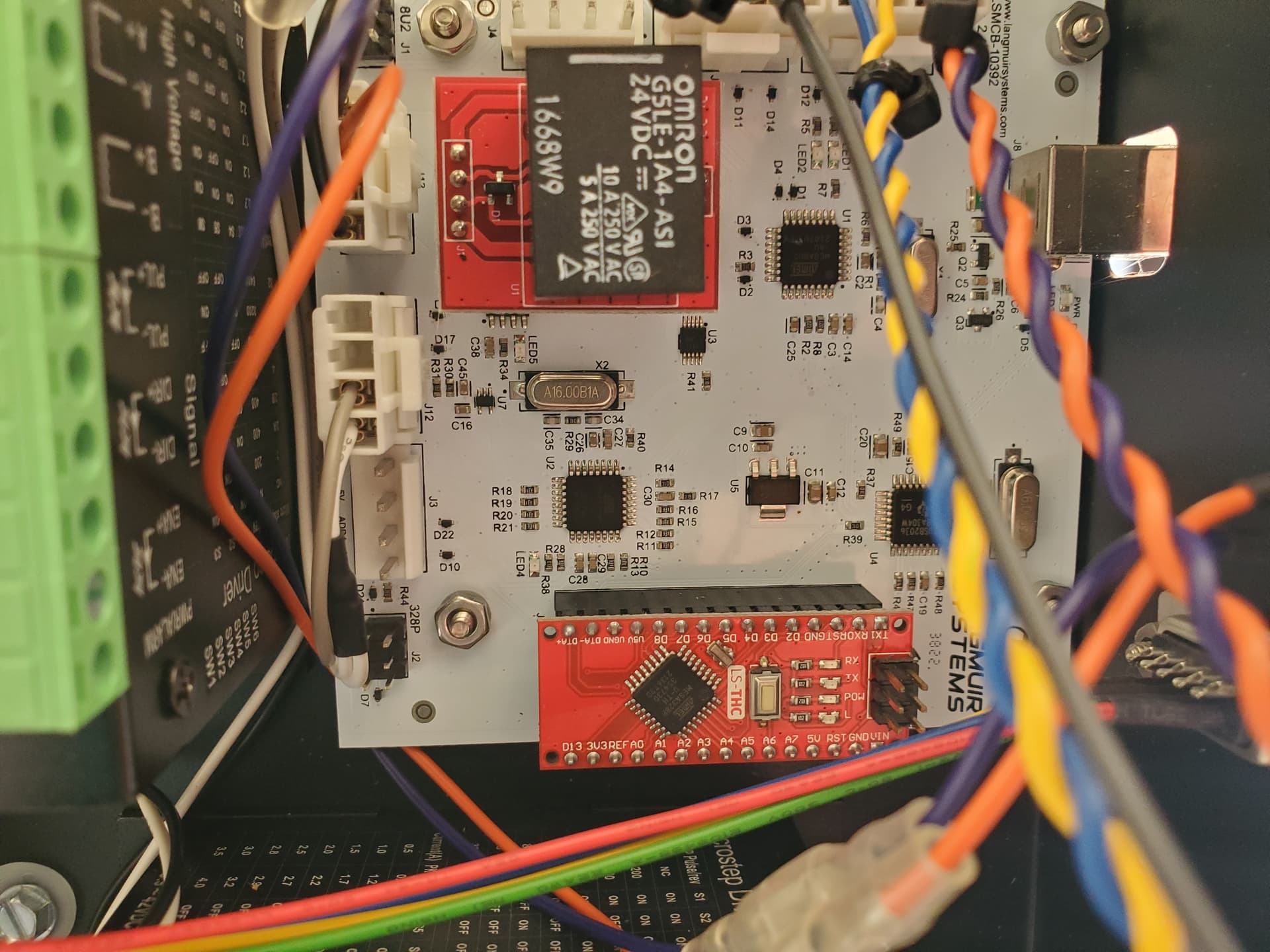
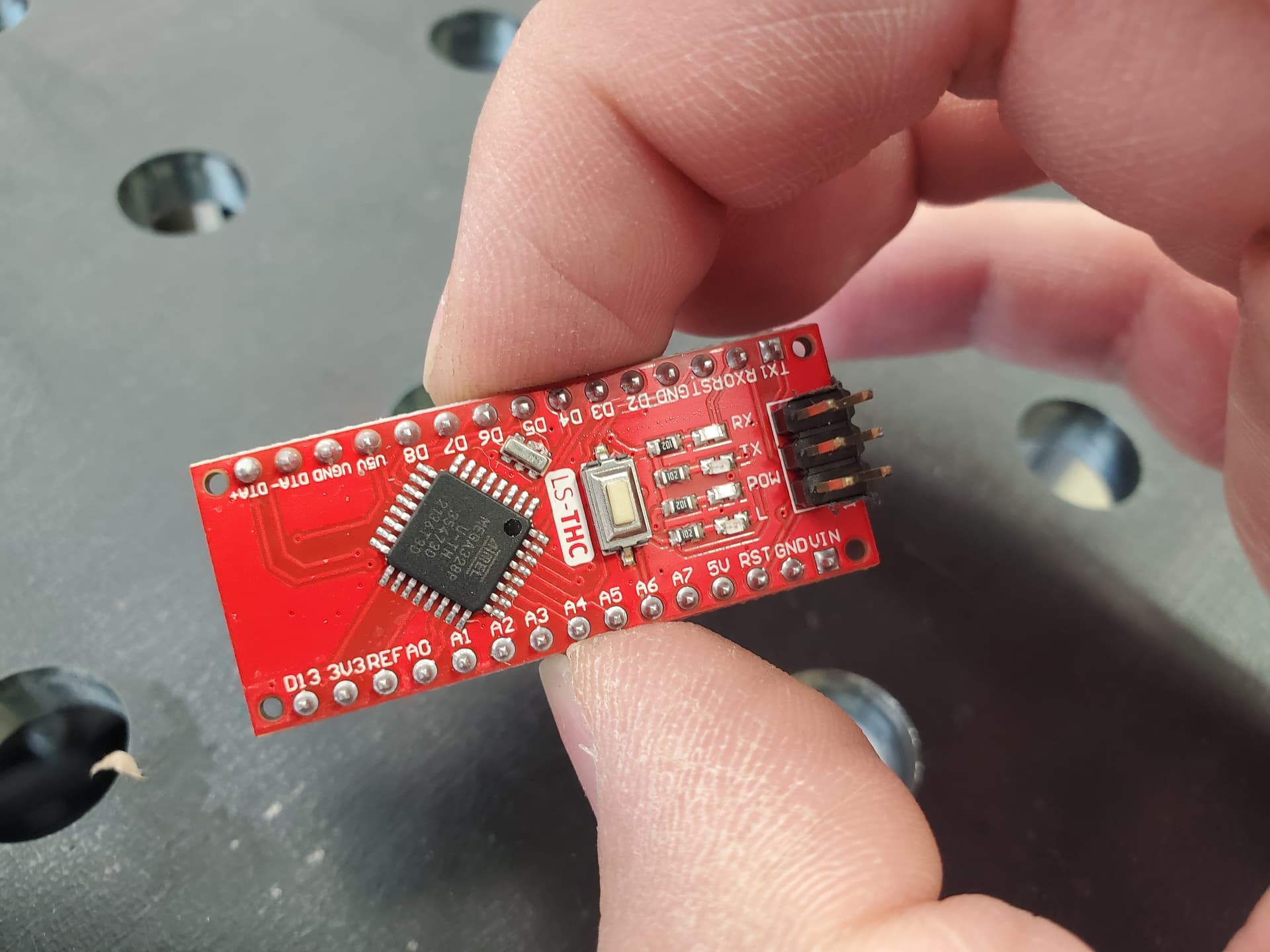
Reinstall Firecontrol and re-seat the THC module in the control box.
I took that file you linked, ran it, and resulted in .02"
Then I would edit cut height parameters, and ran screenshots to show the changes I manually entered (so .09" or .10") and took another picture showing the same physical end result in .02"
Firecontrol command lines would change what I entered so it was showing correctly on there, just meant the program changes did nothing physically.
But if I recall, I don’t think returning to work zero actually moves Z axis.
It only ever moves X and Y to center over your work piece or whatever the program origin it’s set for.
But I do understand now, zero while touching metal. Jog up and down, and technically I would be back at zero if I manually move it down to the metal work piece.
You’re checking to see if physical movement translates correctly to Firecontrol’s readings.
@Phillipw sending prayers to your FIL! Man, that’s rough! Lost my father inlaw the day after easter. Died walking out to his shop with wrenches in his hand. He had Parkinson’s as well. He had Louie body dementia with the Parkinson’s. He had a rough go last summer (22) but they changed his meds and he was doing the best he had in a long time when he passed. For him I am sure it was a blessing, as he didn’t want to linger long while the disease took its course. It was hard on those of us who weren’t ready for him to go… but I am not sure you ever are ready.
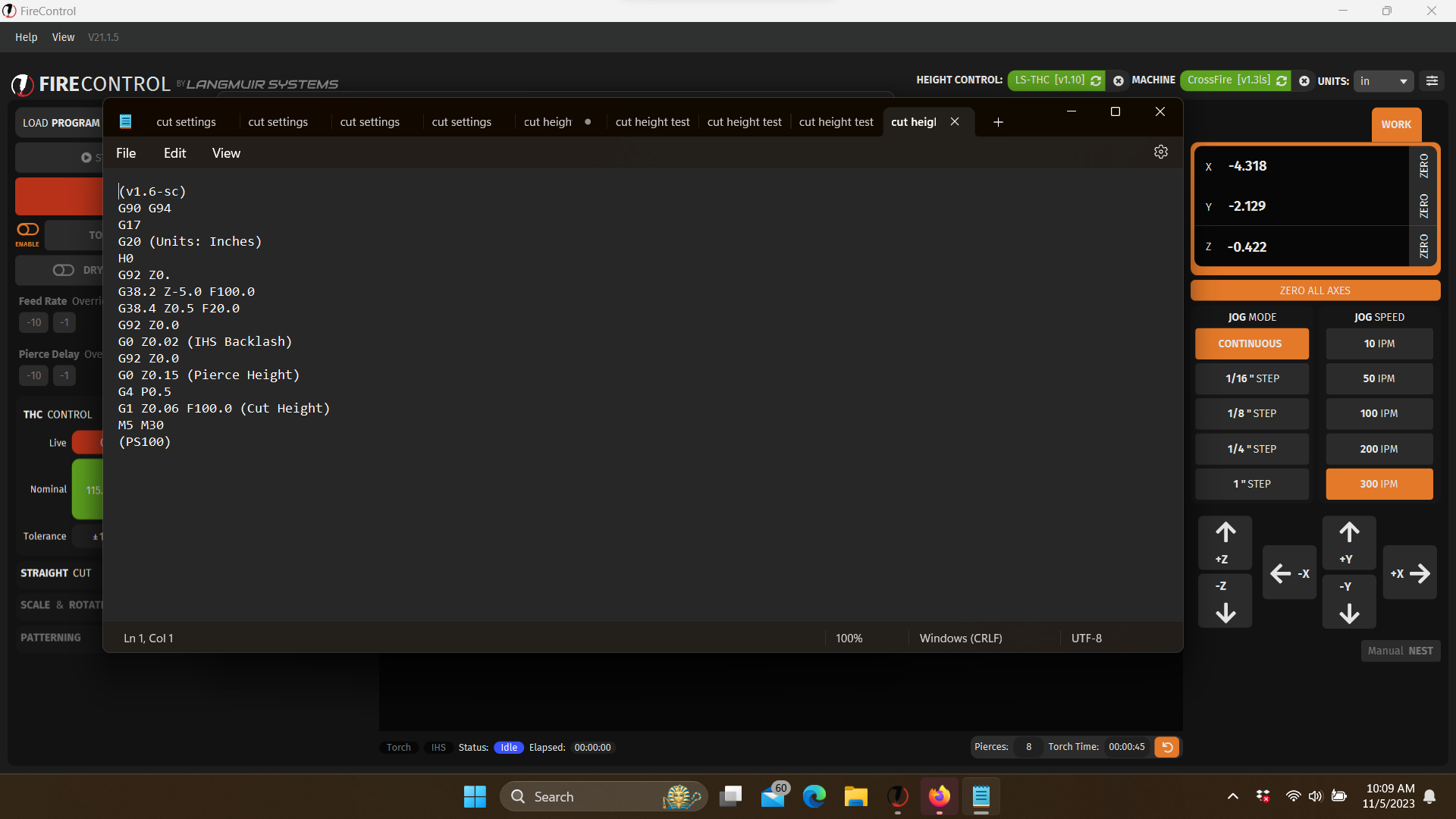
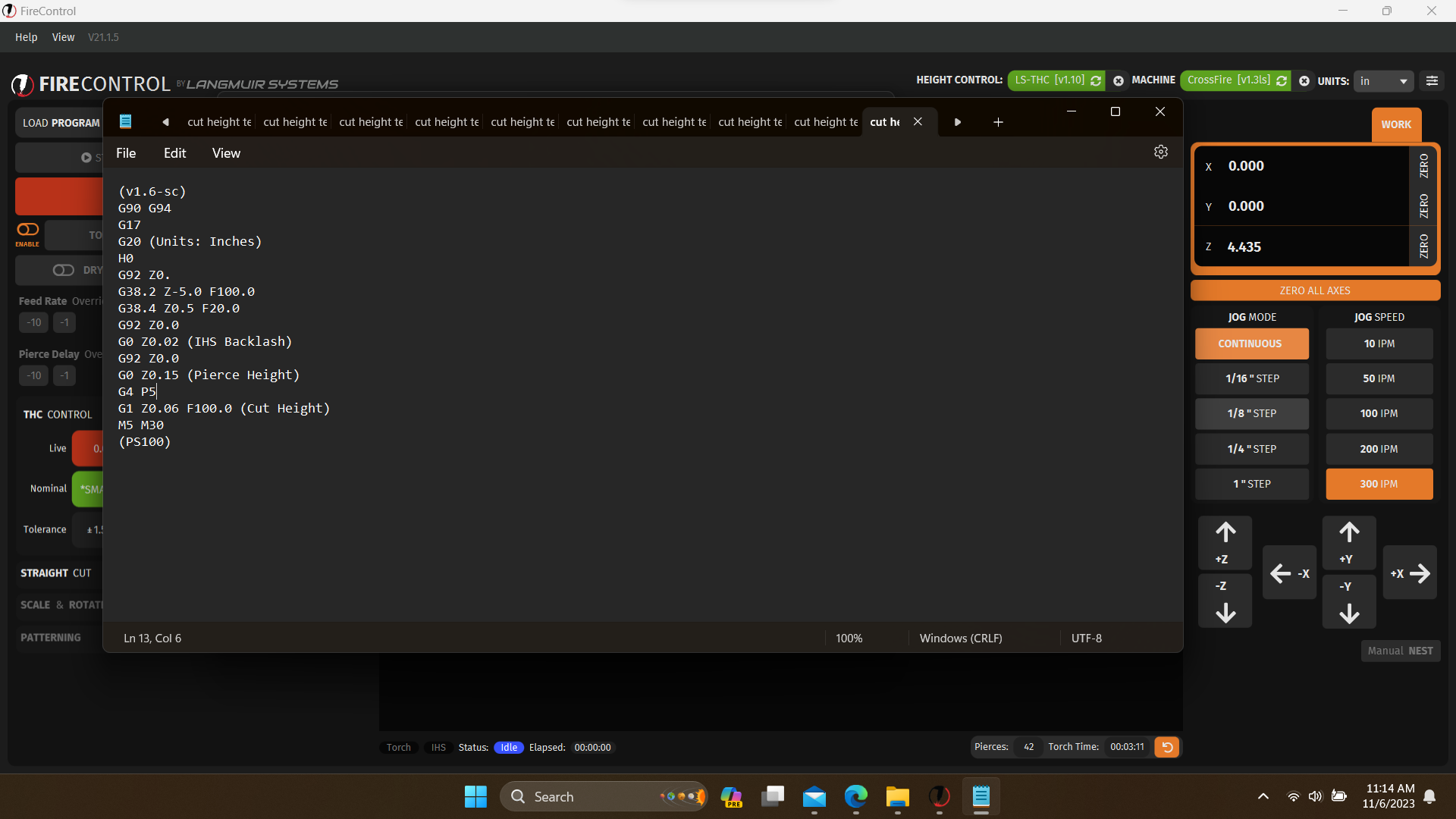
Something to also check / try. Sounds like you’re comfortable with using Notepad to modify G-code. From the file you sheet shot earlier, after the Pierce Height entry (G0 Z0.15) change the G4 P0.5 to G4 P5. This will increase the pause from 1/2 sec to 5 sec. Pause the program at this point. Measure your torch distance. Should be the .150" that is listed. If so, resume and re-measure. Let us know what you get. (The G-code you’re running looks good. Given you mentioned 1/4" material, I would change the backlash to 0.00 instead of the 0.02.)
So, because there’s a lot of posts/suggestions since yesterday, and to keep others up to date I will be starting in the next half hour -
Cycling Z to material, then zero. Manually cycle up and down, and manually place torch where I had originally zero’d to see if the measured movement matches Firecontrol. This is @Phillipw suggestion to try next
Modify G code pierce height entry to increase the pause to 5 seconds; measure results and if it matches the programmed distance of .15, resume otherwise report back here. @Simsworx suggestion.
Pull off cover from control box and re-seat THC module. @ChelanJim suggestion.
I’m hoping I get an email or something at this point but I will download the firmware update for THC to have on stand-by.
Ok, yes I’m quoting myself so it looks silly but doing so to keep the latest findings compiled.
I zero’d after touching metal. To keep track of Z-axis movement I actually cycled upwards in increments, this way I can keep track of precise movement.
I then moved the torch X and Y in a continuous movement to take it away from over the work piece.
I returned to work zero, then lowered the Z-axis in increments once more and touching the work piece correlates with 0 on Firecontrol.
Meaning, movement tracks as it should. Hope this helps @Phillipw
Troubleshoot number 2 yields different results so let me compile those for @Simsworx in the next post with pictures.
Now for the sake of science (I’m a baker and I used to shoot ELR competition so methodical tracking and measuring is in my nature) I like to take screenshots to show the changes were made correctly.
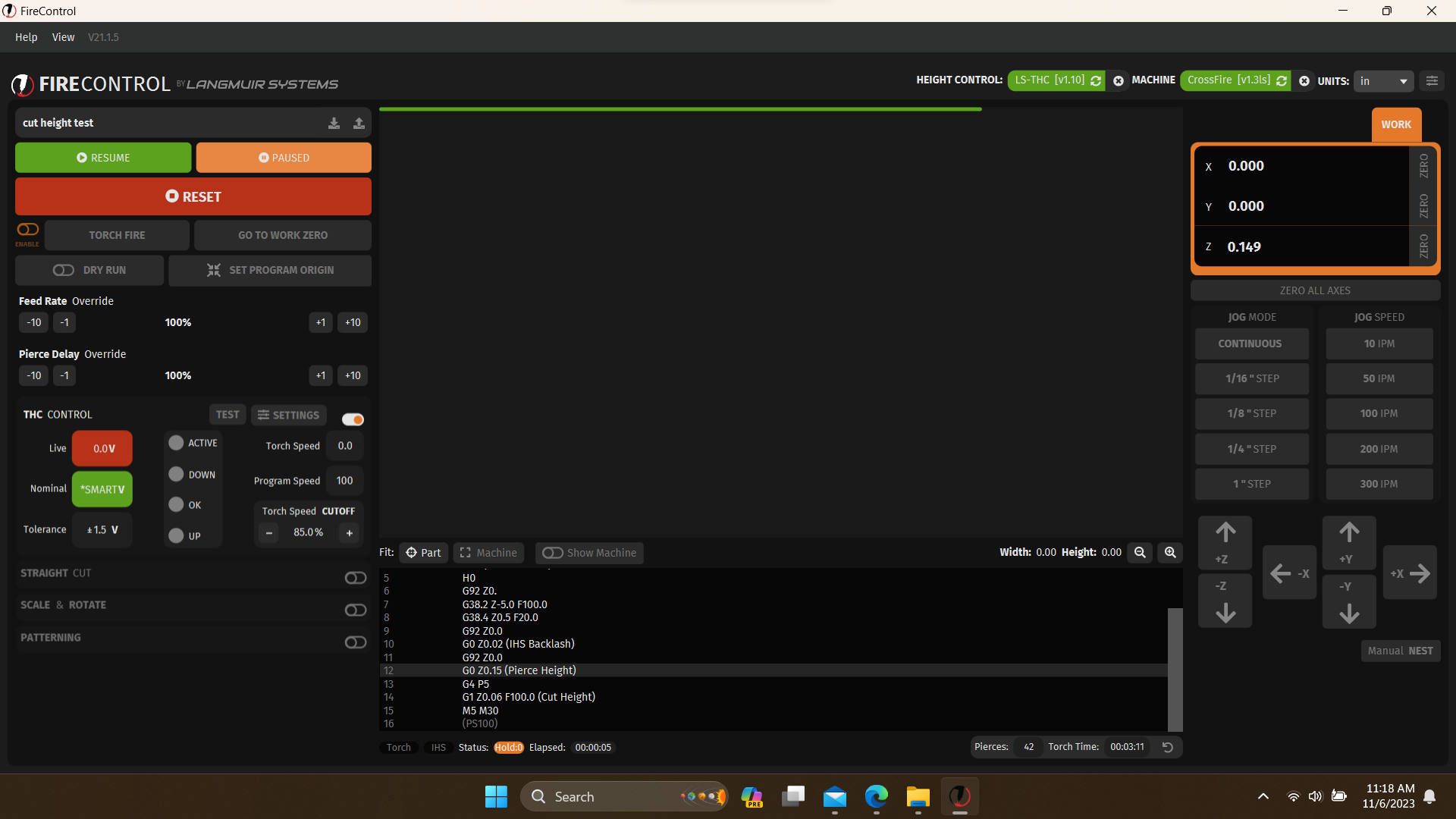
Here is the modified file to have a pause of 5 seconds instead of 0.5 of a second -
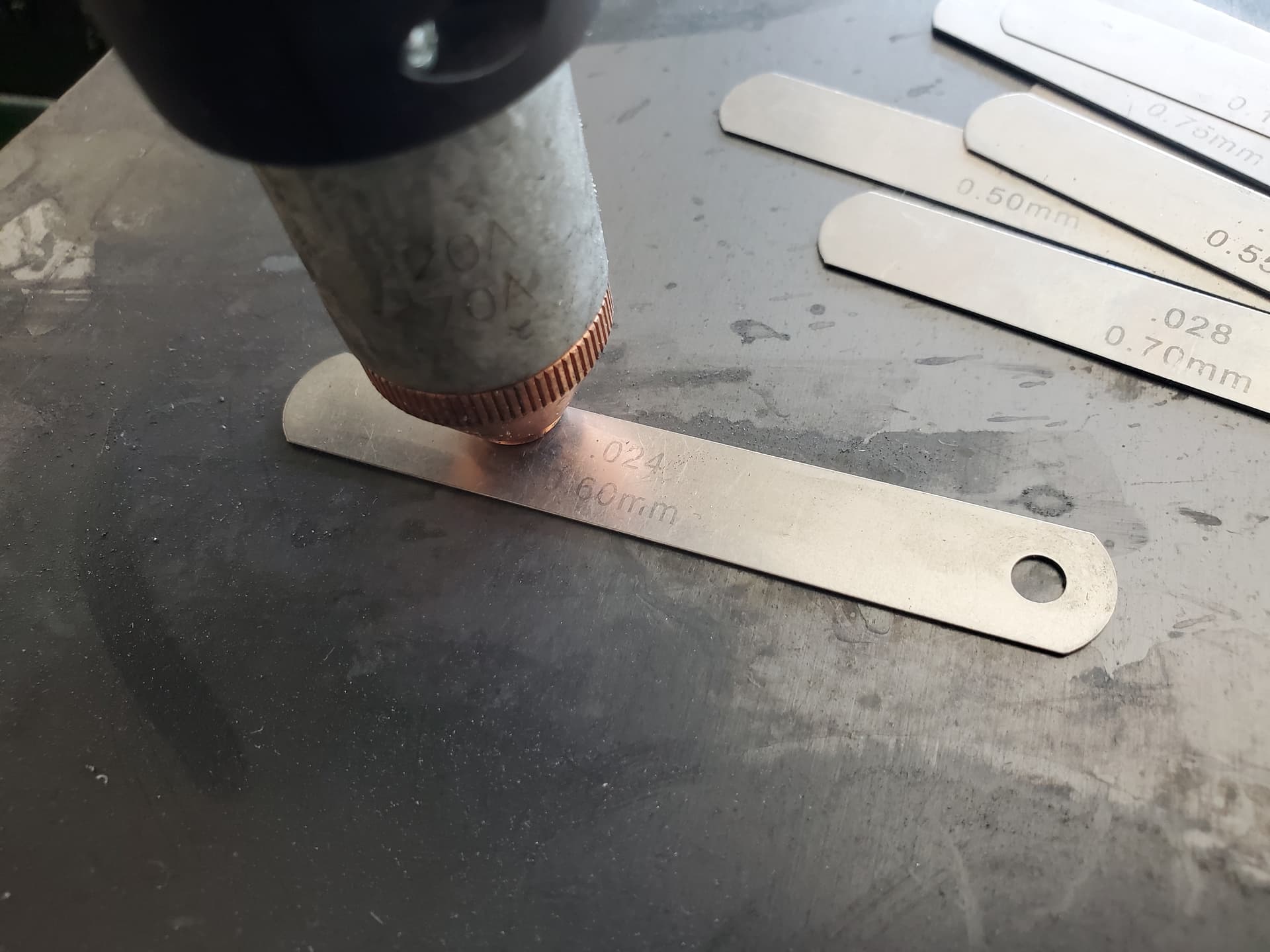
I ran the file again without measuring, but also without manually pausing and after the 5 seconds it adds that last tiny bit of movement downward that results in the .02" measured height we’ve been dealing with since the beginning.
Actually, it does say something. It narrows things down. THC was not active during that code. Only IHS.
Another thought. In the previous post (Troubleshoot #1), you mentioned that you were able to inclemently raise / lower the Z-axis. I’m curious to know if from Z 0 (torch touching plate), if you jog Z 1/4" step, does the torch height correspond? Alternately, if you have the torch at a measured height (say .02" for example), if you zero Z and jog 1/4" upward, do you find it moved the correct amount? (Starting at .02", ending at .27")
Additionally, when jogging Z what does the DRO show as location?
If you’re not moving the same amount as the DRO shows, I would consider coupler slippage (already addressed) or Stepper Driver Settings. (If the Driver Step settings were accidentally bumped, Z0 would still be Z0, but Z.25 could be completely different.)
Just some thoughts, as it looks like you’ve covered most your bases so far.