nope. Just will have to wing it if table ever gets here.
There is no cut chart for the X45 torch. Just use the old Razorweld cut chart as a starting point. As your using a 1.0mm/50 amp/.040 orifice cutting tip to do everything
2 Likes
Thank you!
Any cut chart should be used as a starting point only. There are many variables that will come into play, that will require you to adjust your settings accordingly. Air psi, power drops under load, tip size, and condition of the material to be cut, to name a few. What works for others, might not be a perfect fit for you machine and setup.
1 Like
Hello just trying to find a printable version of the cut chart. The spread sheet has many advantages but one great flaw. Is there a posting for one?
You should be able to open the link, and print from the page. Usually the 3 verticle dots in the upper right corner. Or the printer icon when the page is open on chrome.
1 Like
Hi! I’m new with my CrossFire Pro, where can I change all this parameters? In FireControl? In Fusion 360? I dont know and i can’t do yet my first cuts.
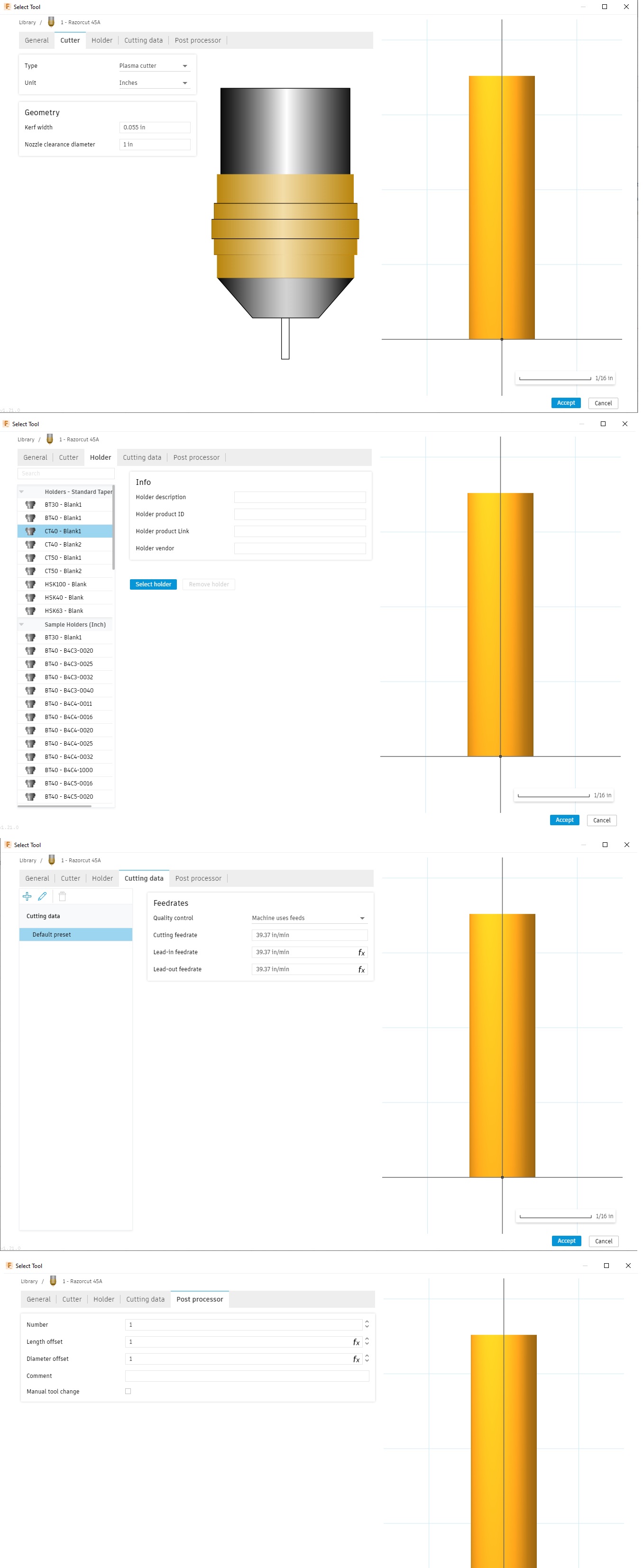
You use these parameters (except pierce delay) in the tool definition in Fusion. You’ll pick the tool you want to use when you create the toolpaths. When you generate the G-Code, you’ll enter the pierce delay in the pop-up window that comes up when you generate.
Anyone have a working link for this now days?
Greetings to everyone. Thank you for sharing this beautiful guide with us.
Any chance admins could lock this and just accept comments? It changes pretty wildly it seems (copy of a copy named sheets at the bottom).
Thanks to everyone who helped with the charts! Kinda wish air PSI was included.
1 Like
A Razorweld 45 with a X45/FLAME/HYP45 torch only has ONE cutting tip rated at 45 amps and the regulator is preset from 70 to 80 psi. So really there is no need for a cut chart. Just set it for 45 amps and cut. Thinner metal you cut fast, thicker metal you cut slower.
5 Likes
is this for any type of material?
So it was piercing good before and now it’s not?
Do you still have your clamp secured to the metal being cut?
Your nozzle and electrode are in good condition?
16 gauge, 35 amps, 120 ipm, .055" TH this is from the tip to the work piece not from the cnc shield to the work piece. Always check it manually.
1 Like
You were right, didn’t clamp my new sheet. my x axis is def screwed up, it makes noises and moves around. I checked all the screws, everything is tight. Still working on this thing. I’d like to actually cut something correctly today, that would be a big win.
Check the cable connector for the x-axis motor in the back of the electronic enclosure make sure it’s fully seated.
When the langmuir is off can you freely rotate the lead screw of the x-axis and move it back and forth freely?
I did check the connection. Looked good, gave it another wiggle and push to make sure.
With the machine fully off, I cant turn or move the lead screw at all for either axis. Am I supposed too?