With the langmuir electronic enclosure box powered off the motors will have no resistance on them, you should be able to turn the lead screw on any of the axis easily by hand.
There’s a few sections in the original setup manual you might want to review, I’ll see if I can find them.
Let’s start a different topic for your issue here and not fill up this cut chart topic with this discussion
I have seen this video, and have taken it apart, and rebuilt it. I have checked the gap. there are a few places the axis doesnt want to travel. it wont go further, even though it technically can. I basically have an 18x18 area to work with on the furthest end of the x and y axis.
I’m using a ViperCut 30i with the newer J45XC torch. I just piddle to relax and make things for friends, so I am no expert by any sense of the imagination.
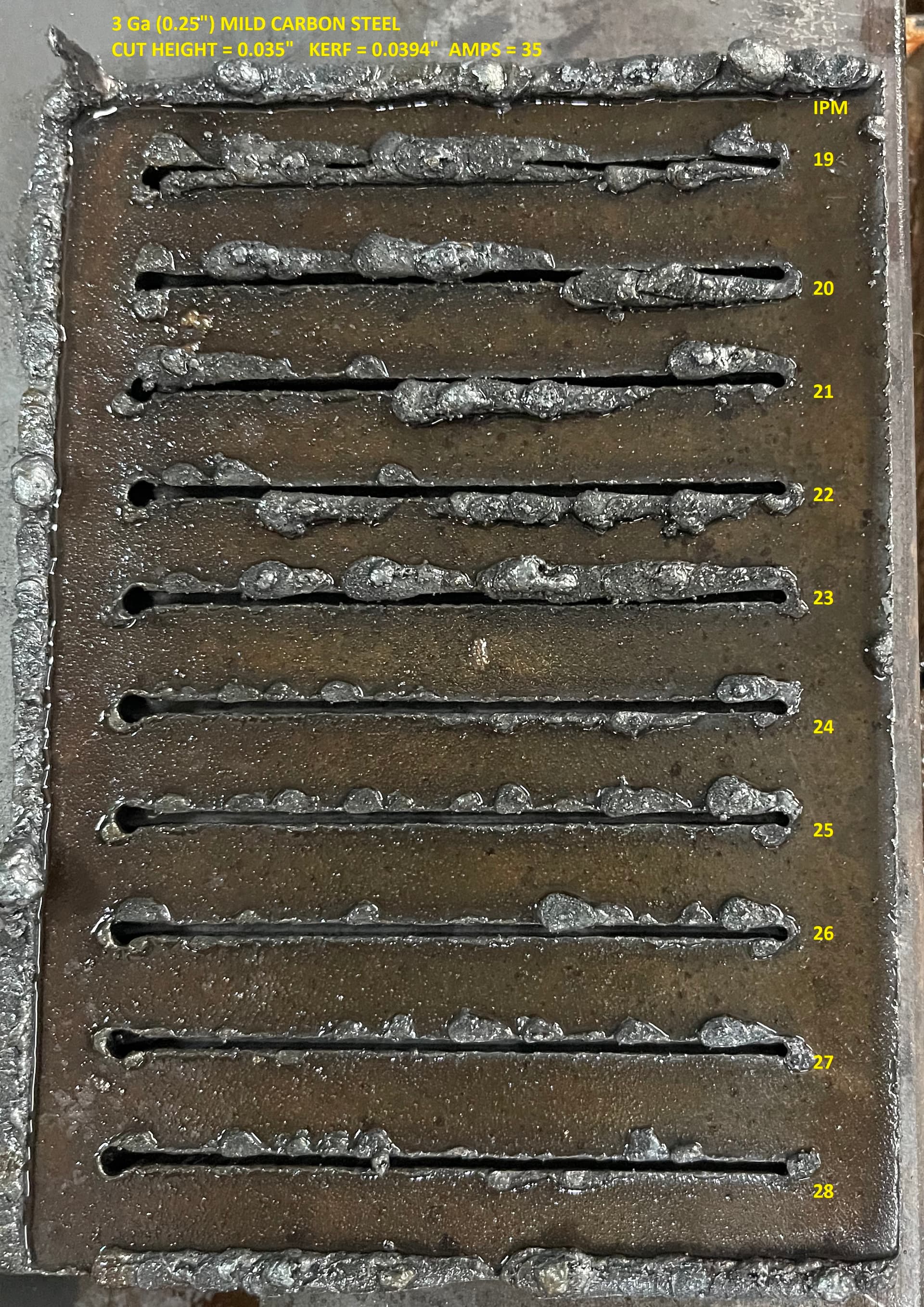
I am trying to cut some letters from 1/4 inch mild steel. I’ve got cutter set at 30 amps and running at 15 inch per minute. My problem is that I get a LOT of what I call slag stuck to the back of the sheet that has to be ground off to get the pieces out.
Is there something that I can do to get a cleaner cut? Any tips would be appreciated.
Anytime I cut 1/4" plate for bracketry, or gussets, I set my Razorweld 40amp Plasma Cutter to 35amps and cut at 17ipm on my Crossfire table. Air pressure is usually around 60psi and I use a 50amp electrode tip. That gives me very clean cuts with little too no slag at all. If there is any slag, it’s something that I can chip off with a fingernail.
First thing your using the wrong torch for that plasma cutter. The torch only has 45/50 amp consumables and you only have 30 amps to use. You can always go down in amperage but not up. You need a torch that has 30 amp consumables.
@langmuirsystems can you please clean up this thread! ALL of the posts since around post #99 are totally off topic and have trashed this whole thing. Can you move them somewhere else???
I just called the person and bought exactly what Jasic technical support told me to. You’d assume that they would tell me to buy the right part. Could it be that you are thinking of the “-6” version of the torch instead of the “-4”?
I don’t care what they told you its the wrong torch for that plasma cutter to work properly. Razorweld is also putting 80 amp torch’s on there 45 amp plasma cutters and the smallest cutting tip you can get is 50 amp, so how do you think that works.
I’m getting close to getting my pro up and running, and was wondering where I could find settings.
Thank you for taking the tine to share your chart, the FORM is a great place to find support and hopefully as I get more experience I too can share with the group.
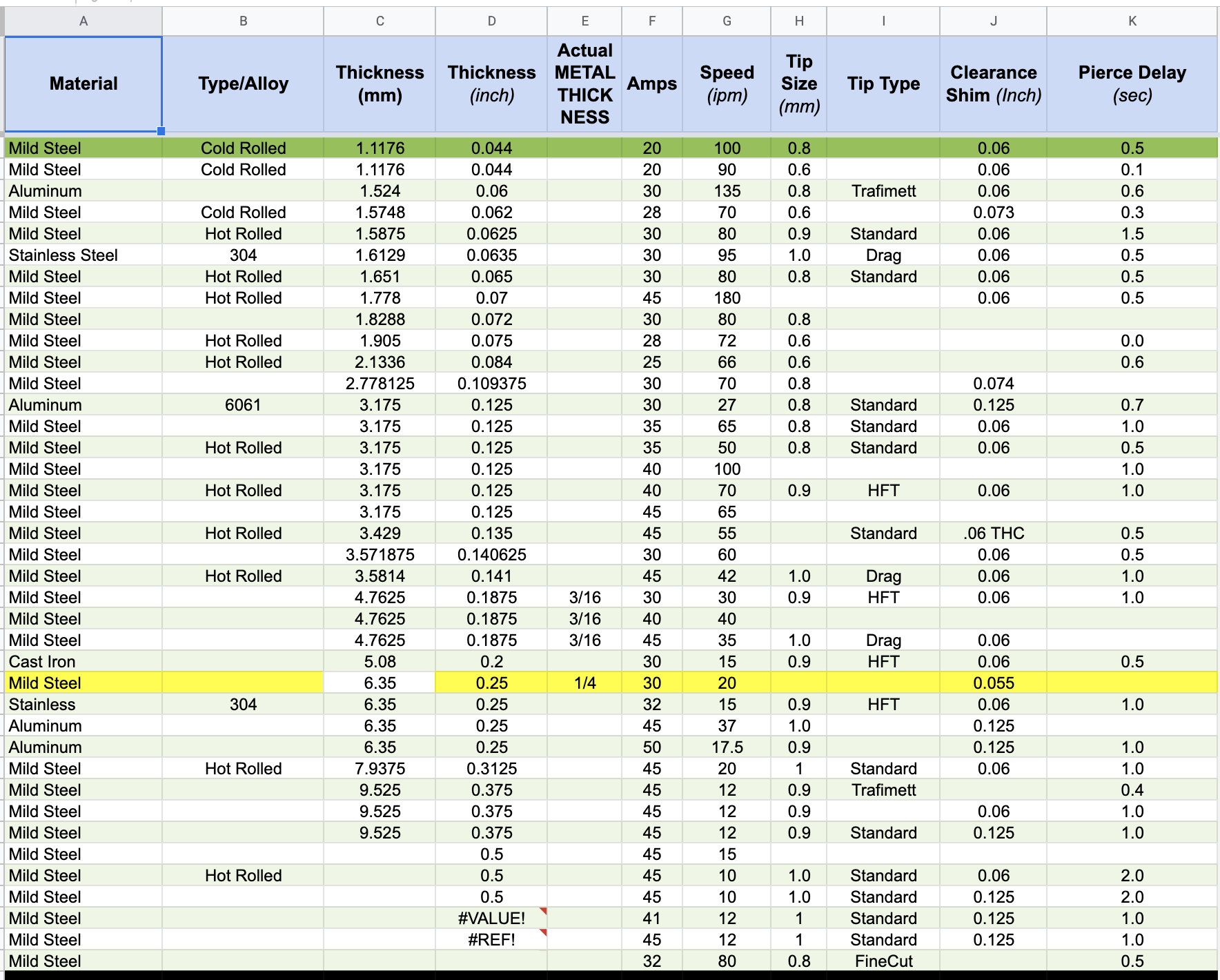
This chart is absolutely all over the place and it seems to many people just broke it for some reason. Can anyone tell me the best date to restore it to or some new link??
As folks point out - based on a billion variables, the pic of the chart I posted will get you close. Even if/when the manufacturer includes feeds/speeds, ymmv - things end up being +/- a bit.