I’m writing to report a frustrating issue I’ve been experiencing since purchasing my Langmuir system over a year ago. While I’m generally happy with the machine’s capabilities, I’ve consistently had misfire problems that significantly increase my cutting time.
I have read all the other topics that are similar and troubleshooting steps that are recommended to no avail. I am really trying to figure out is this a Langmuir issue a bad THC module, a Everlast issue or and PEBCAK issue.
Specifically:
My current setup is a Langmuir Crossfire Pro with an Everlast 52i plasma cutter.
I’m using raw voltage for arc voltage control.
The misfires occur across all cutting settings, regardless of material thickness (16 gauge to 10 gauge).
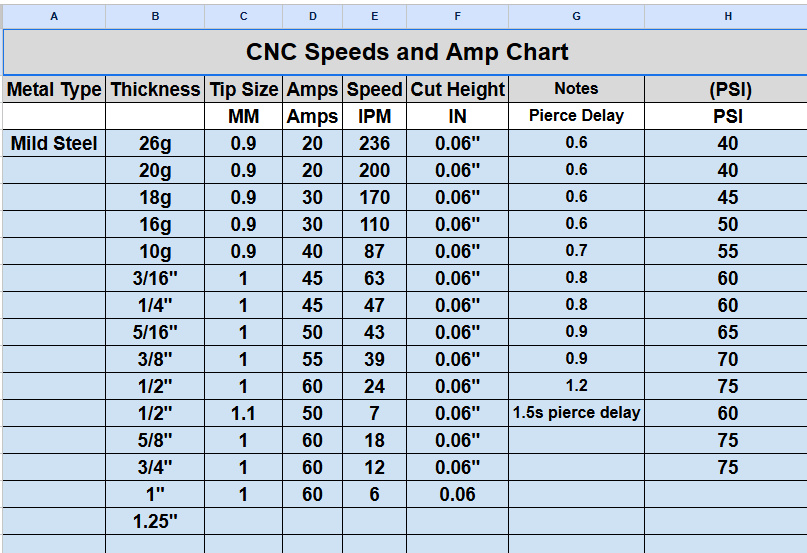
I’ve attempted to follow recommended settings from the forum (e.g., the chart), but I maintain a consistent 75 PSI air pressure to the machine due to its sensitivity.
The misfires are frequent, adding considerable time to my cuts (e.g., a 10-minute cut becomes 20 minutes). This is a significant problem for my side business, as it reduces my efficiency.
I’ve tried the following troubleshooting steps without success:
Retrying the cut/start command (sometimes works, sometimes doesn’t).
Jogging the machine to a different position and retrying.
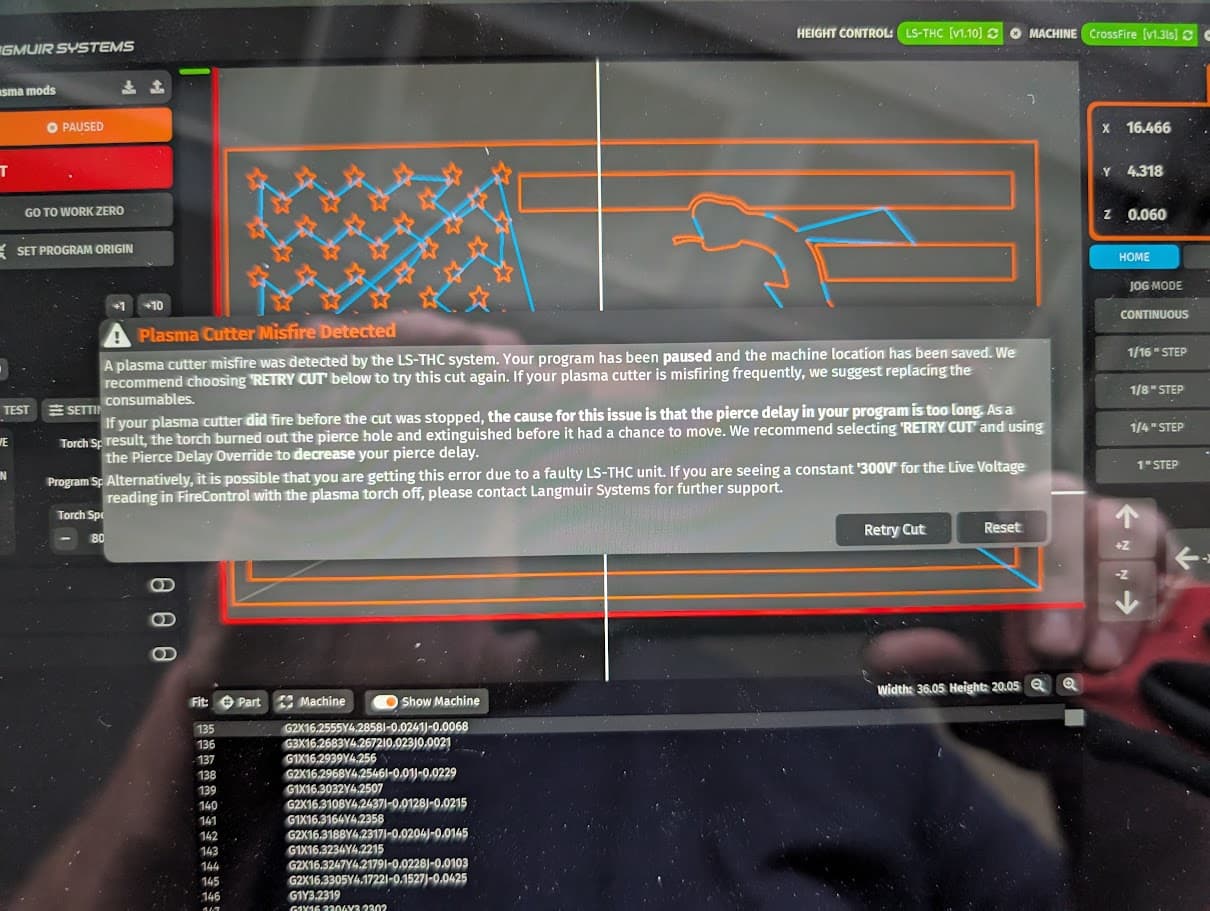
Using the pierce delay override.
Power-cycling the machine (necessary when the solenoid gets stuck open).
Using brand new consumables.
Ensuring a solid connection of the positive cable to the metal.
Cleaning rust off the positive cable connection.
Using multiple computer cables with ferrite beads.
Placing a rubber pad under my Surface Pro (which sits on a metal shelf) to isolate it.
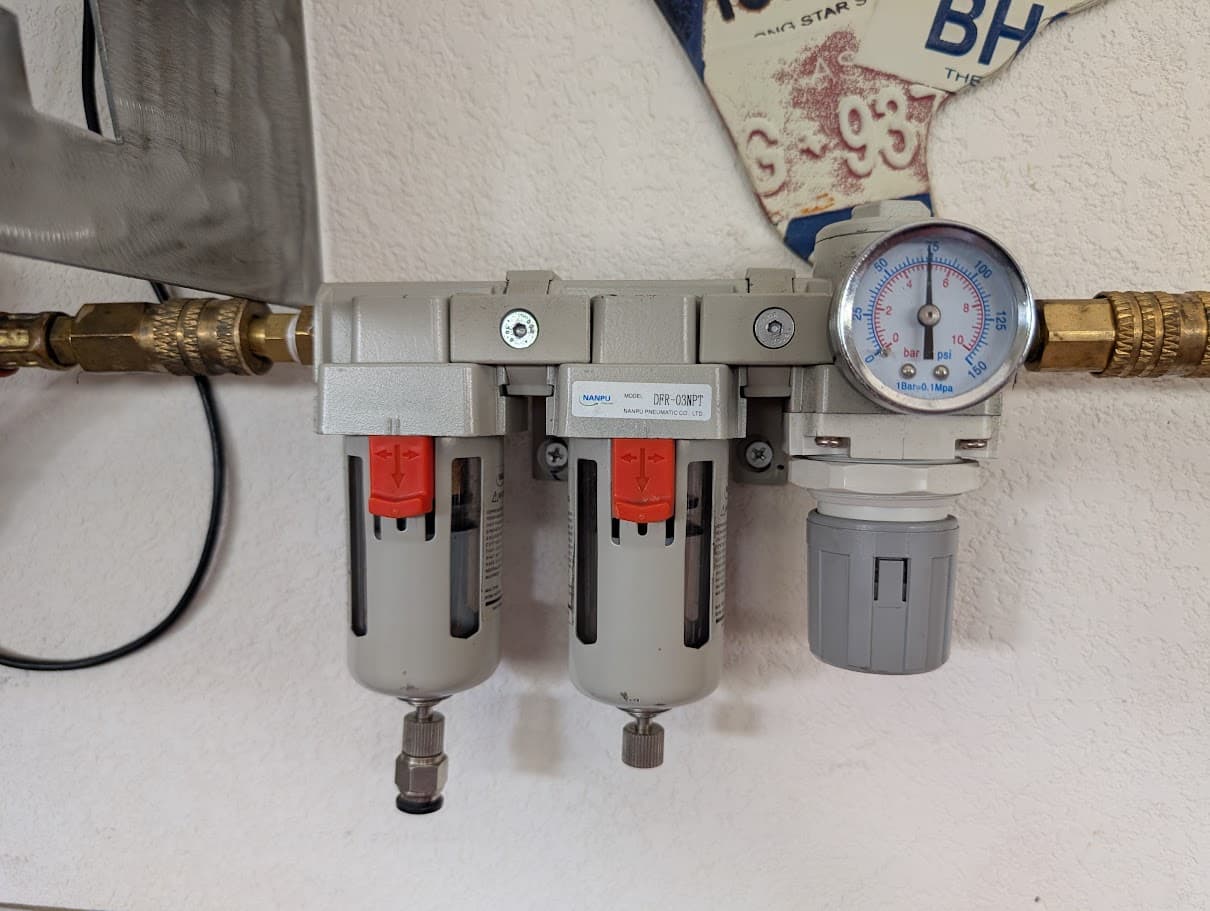
I live in Las Vegas, My air is dry as it can be even if the compressor runs alot, I have a inline regulator with 2 stage dryer and then one on the back of the plasma cutter. I never see any moisture in these traps.
This inconsistent behavior makes it difficult to pinpoint the cause. I suspect the Everlast solenoid is a contributing factor (I’ve had to replace or stretch the spring before), and I’m considering upgrading to a Hypertherm system, as I’ve seen reports that this resolves similar misfire issues. However, I want to exhaust all other possibilities first."
The strange thing is its not always the same thing that gets the cut going again, sometimes I cant hit retry cut/ start and hit fires right up. Sometimes that doesn’t work and I have to just jog the machine into a different position and retry/start and then it fires. There’s times where using the piece delay override works but then it will misfire shorty with that setting. Sometimes I have to complete turn off the machine and power back on because the solenoid is stuck open. There’s not one specific thing that I can point to that makes sense at this time.
Update: I did check my compressor and emptied it out and there was some moisture at the bottom but nothing made it to the traps
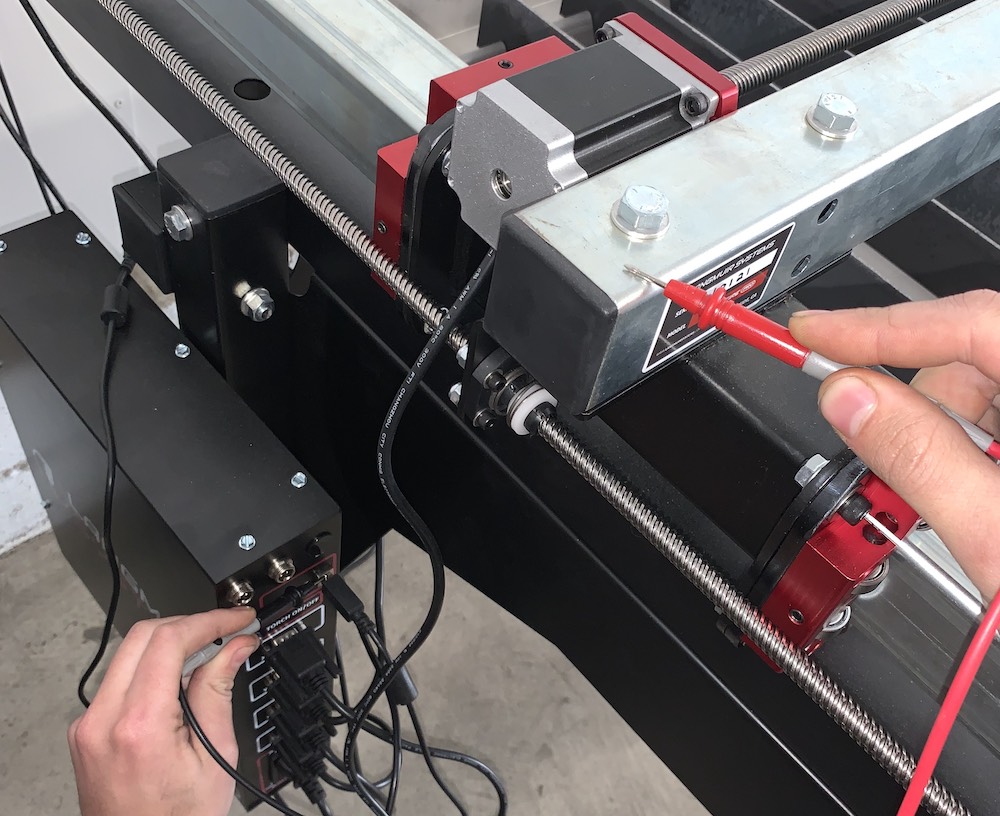
It probably not the Everlast. I would do the ground loop test. Use a multimeter on Ohm’s
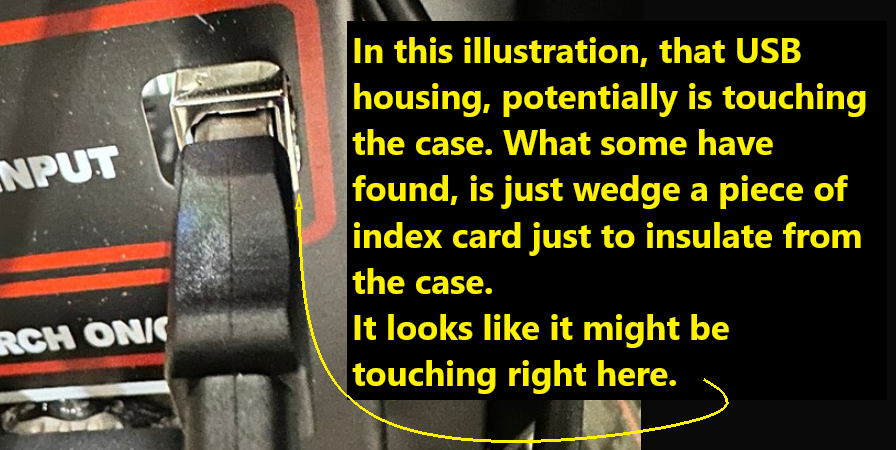
One on the chassis and the other lead on the printer style usb shielding.
It should be open or have no connection.
I don’t think your issue is related to moisture but you might consider having an auto-drain on your tank. If the auto drain opens regularly, there is seldom more than a small amount of moisture being ejected; thus, nothing is really accumulating.
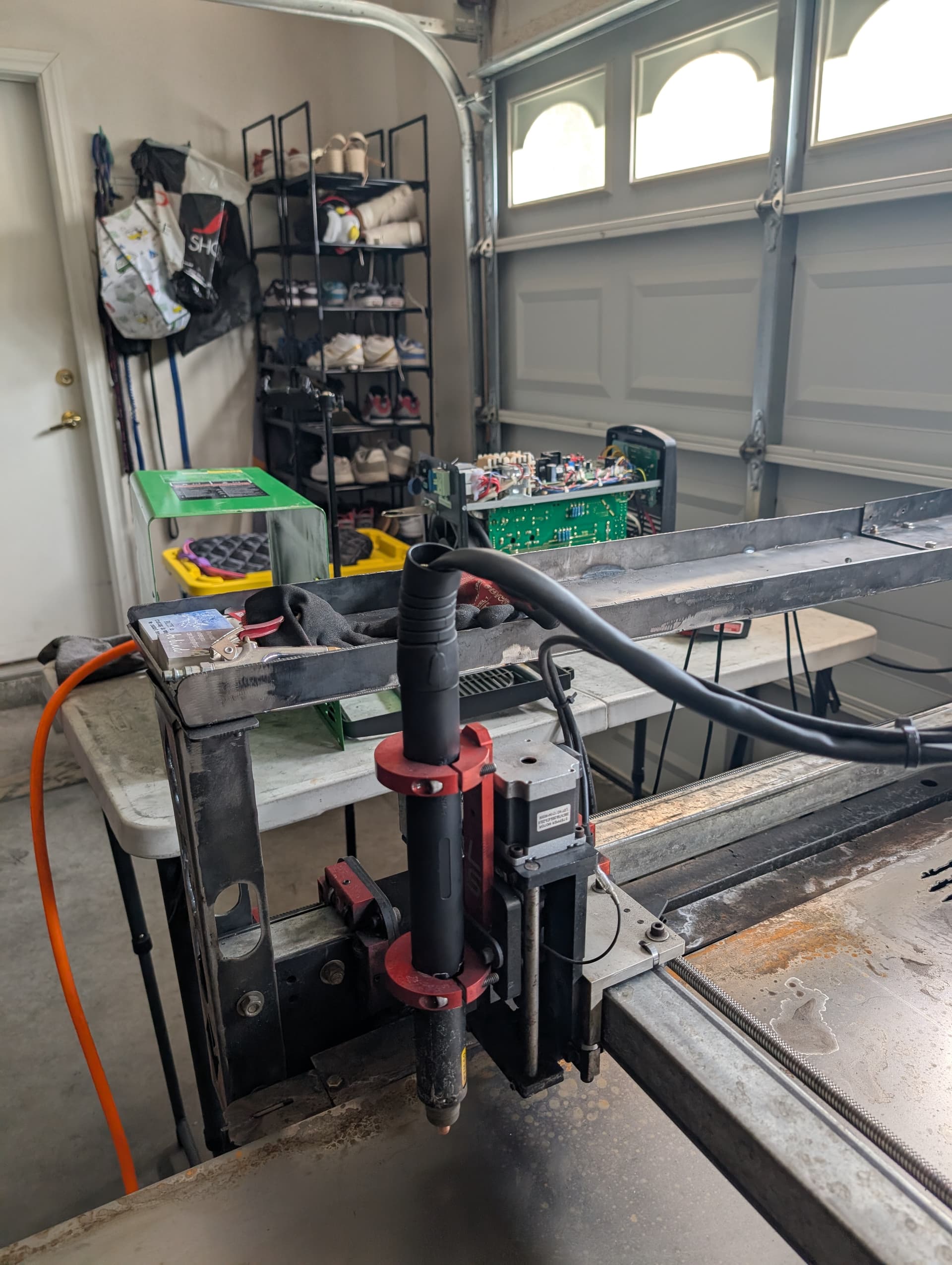
Can you take a photo of your torch mounting and another photo of the lay of the cables (torch, THC voltage from the VIM box to enclosure, work lead and the USB cable from computer to enclosure).
I know it is very frustrating. Anytime I have issues it gives me such angst but once it is solved I say “Oh, that wasn’t so bad.”
Perhaps a wire or connection related to the plasma cutter is loose. There have been times that people found a wire that is damaged in their torch but don’t open the torch unless someone like George recommends it. (@mechanic416). Perhaps the work lead has a rusty or loose connection at the clamp or the actual point where the work lead is attached to the cutter (inside the cutter case).
THC module is going bad.
Fluctuating voltage from the power supply in the enclosure (“Hail Mary” notion)
I would consider moving the air pressure, supplied to the machine, up to 80-85 psi (what have you got to lose?)
No. Just put the red lead on the chassis and the black lead on the outside metal shield on the printer-style USB.
Set the meter to continuity. It should be open.
Also make sure the shielding on the usb is not touching the control box enclosure.
Here are the pictures hopefully I got all that you requested. Just want to mention again this issue is something I have had since first putting the machine together.
I checked all the connections on the wires everything seemed tight. I do remember when I was first assembling the machine that Langmuir had sent some extensions for the serial connections because I guess the terminals were to short, does that sound familiar? I never put them on because they seemed at the time to connect just fine.
That is a possibility that I had a bad one to begin with.
3 not sure what you mean by that. My machine is currently down and I have to replace a sensor and a solenoid. However this was happening prior to that.
I am 99% sure if the machine registers pressure above 80- it will error out and not fire at all.
Auto drain on the compressor, is that a universal unit that I can buy?
The ground cable I have cleaned recently with CLR but it seems there is some build up of rust and gunk.
Again I appreciate everyone’s help here!!!
I have recently did a replacement on the torch head do to cross threading a electrode. The second one I have done. I have learned since to put some special grease on the threads instructed per Everlast.
That might be true. I would try it and see. I am lucky that my cutter (Hypertherm) is more accommodating to higher pressures since it regulates what it needs.
If you are using my number system, and referring to this comment:
I was talking about the power supply in the enclosure. This should help you with that:
And as far as your ground clamp, unless you took it apart and cleaned rust off all the wire and washers and clamp, cosmetically you might have improved the looks but that is probably the extent. Again, like the pressure, make the suggested changes to at least rule out all of the possible contributing factors. As for the work lead connection inside the plasma cutter, some have found that it looked solid but as soon as they started to loosen the nut, the entire connection crumbled.
I repeat: You want to rule out anything that might be contributing to this issue.
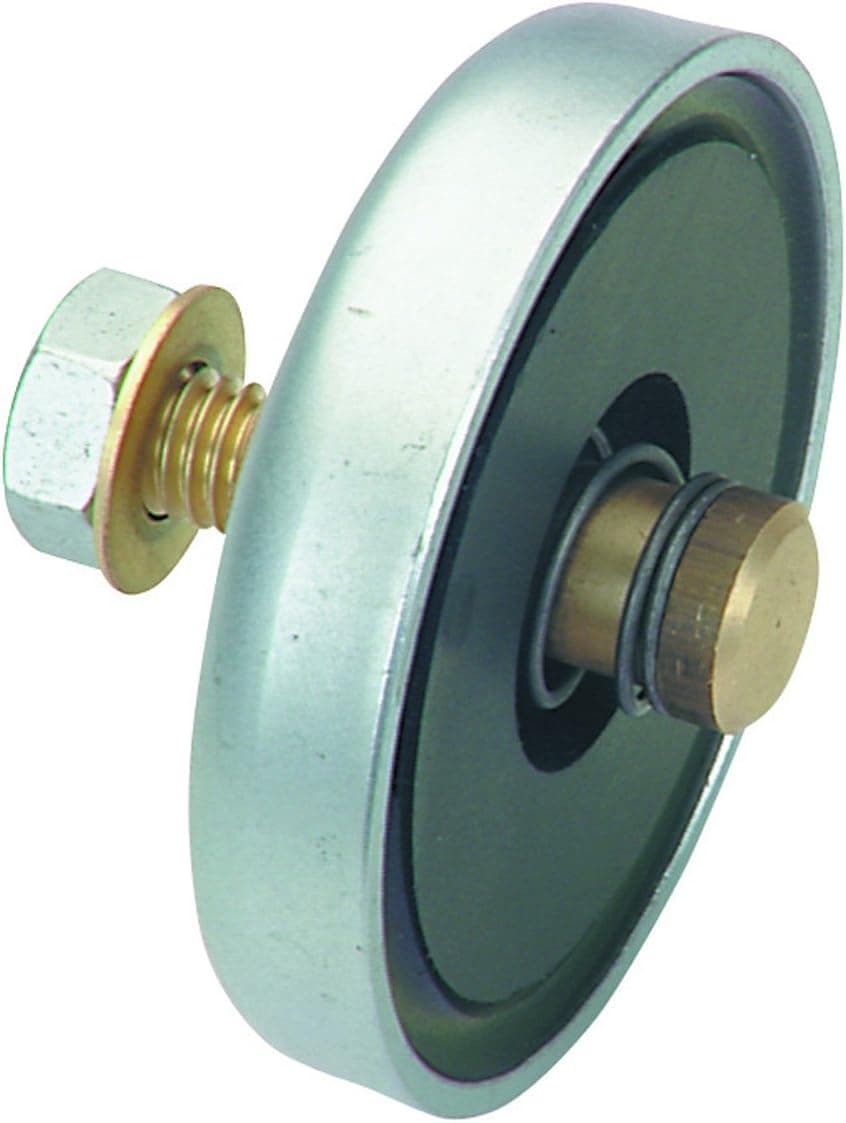
I don’t mean to butt in and answer for Bret but that is a magnetic ‘ground’ clamp for welding.
Don’t call it a ‘ground’ clamp once you put it on a plasma cutter, though!!! It becomes a “work” clamp when on a plasma cutter.
Another option some are doing is to have two work lead clamps with a clamp attached to the slats and the work lead wire splits off and continues to the magnetic clamp and is attached to the actual piece of metal.
Of course that is all for naught if the corrosion is interfering at any of the connections.
I use my spring clamp 95% of the time. There are times that I use that mag/clamp when the piece of metal is too close to the edge of the water bed and the spring clamp would cause the metal to be levered up. Or the lower part of the gantry/torch mount might hit the clamp. In those cases, I attach the mag clamp and then clamp my spring clamp to the mag/clamp.