Here is the link to the video of the upgraded dimple die that leaves a flat edge for sealing instead of a conical edge. I think it is an improved design. Same as last time this punch and die are available to anyone on the forum that would like to use it and then pass it on to the next person.
LOVE the new video and MOD2 die Dan!! Looks like a winner…!!
Well you instigated the mod! After you showed the problem with the Mod 1 I had to find a better way! 
Nice work again Dan!
I am currently in possession of the Mod 1 die, but think I’d rather go the Mod 2 route.
I believe Chip is next in line for the Mod 1 die. Chip - if you still want me to send it out to you I will do so, please let me know. I’ll also send you a PM.
Dan, please put me on the list for the Mod 2 die, or point me in the direction of who I should contact.
It is really awesome of you to share your work. Thanks!
I’m also interested to see if Dan’s new design will work if fabricated on a 3D printer. If I can figure out how to generate the G-code from Dan’s CAD drawing I would like to print a copy for testing.
Some of the available printing filaments are pretty sturdy and I think this has a good chance of being a workable solution.
1 Like
brilliant on the torq wrench… I might do that on the 3dprint to see where it fails and compare. Thanks again. Now I just need some spare time to do it.
Great work on both the Mod and the video! My machine will not arrive until sometime in April. But I am interested in both the Dimple Die Mod 2 and if you have finalized your new drain fittings I would be happy to purchase a set of those.
Again Great Work!
chrisnyc I just imported the file into the free version of Fusion360 and then sent it to my slicer and printed it. I originally was going to turn it on my lathe, but I think I’m going to go back and print it at 100% infill and then see if it will stand up to the 60 fp of torq. I probably won’t get time right away to do it but when I do I’ll post my results here.
Looks like Makerbot already did a compression test of PLA and they have a data sheet on the web looks like a standard of 2600 PSI with a max of 13600 PSI. This is making me hopeful that a 3d printed dimple die might function as a one time use only.
Hey Chris, since you currently have the Mod 1 I think you should be first in line for the Mod 2. But before we do the shipping Id like to see if your 3d printed version works. Clamping force for a 5/8"-11 nut and bolt at 60 ft/lbs (assuming no lubrication which matches the conditions in my demo) computes to be 5760 pound-force. The area of the pan that is being subjected to that force for is approx. 1.77 square inches (assumed 1.5" diameter). That means the punch “face” doing the work is experiencing about 3260 psi. so if PLA will handle that it would be really cool. Big Caveat on that is the 60 ft-lb was for 18 gage aluminum. When I redid my pans the torque value got over 80 ft-lbs but remember I was trying to form an area that had been cold worked by dimpling, then pressing flat again. The cold working most likely made it harder to reform so a new pan may form close to the 60 ft-lbs
1 Like
I did a 100% infill 3D print of Dan’s dimple die in PLA and it seems very solid, I think this will work. I need to find / fabricate some backing washers and will give this a try. Probably not till this weekend when I’ll be able to get some shop time.
With Dan’s permission this could be a good way to distribute the dimple die to multiple folks being easily replicated and light in shipping weight.
Forx - Thanks for the tips on printing from Fusion 360.

2 Likes
Hey Rodney, I’m sure someone in line will get you the die. I’m really hoping the 3d printed version works…it will greatly expand the availability of the die sets. I started working on the new drain fittings…it is easy to create the 1/2" NPT threads in a blank before cutting the external threads but the nut Langmuir provides is 1" x 8 threads/inch. That results in some pretty deep threads to the point that there is little meat between the root of the external thread and the root of the 1/2" NPT internal thread. If I go to 1-1/8" x 7 TPI then we eliminate the thin wall but then requires new nut and sealing washer so I’m still thinking. The brass material is over $40/ft which I think I could get 10 from so about $4 each. Nuts are $3 each and sealing washer $.50. Since I dont have a CNC lathe the labor is a killer. I’ll know more if I make a couple but I’m afraid they would wind up being about $35 each in low quantity. Thats why I’m still trying to find a way to mod the current drains by finding a solution to holding them while turning the 1/2" NPT threads. If I can make a fixture then It would be pretty easy
Dont need my permission…if this works it will be a huge deal…you might be running the 3d printer in overtime!!! In fact, Im sure a number of folks on this forum have 3-d printers so you may consider offering the STL or DXF file to anyone interested.
1 Like
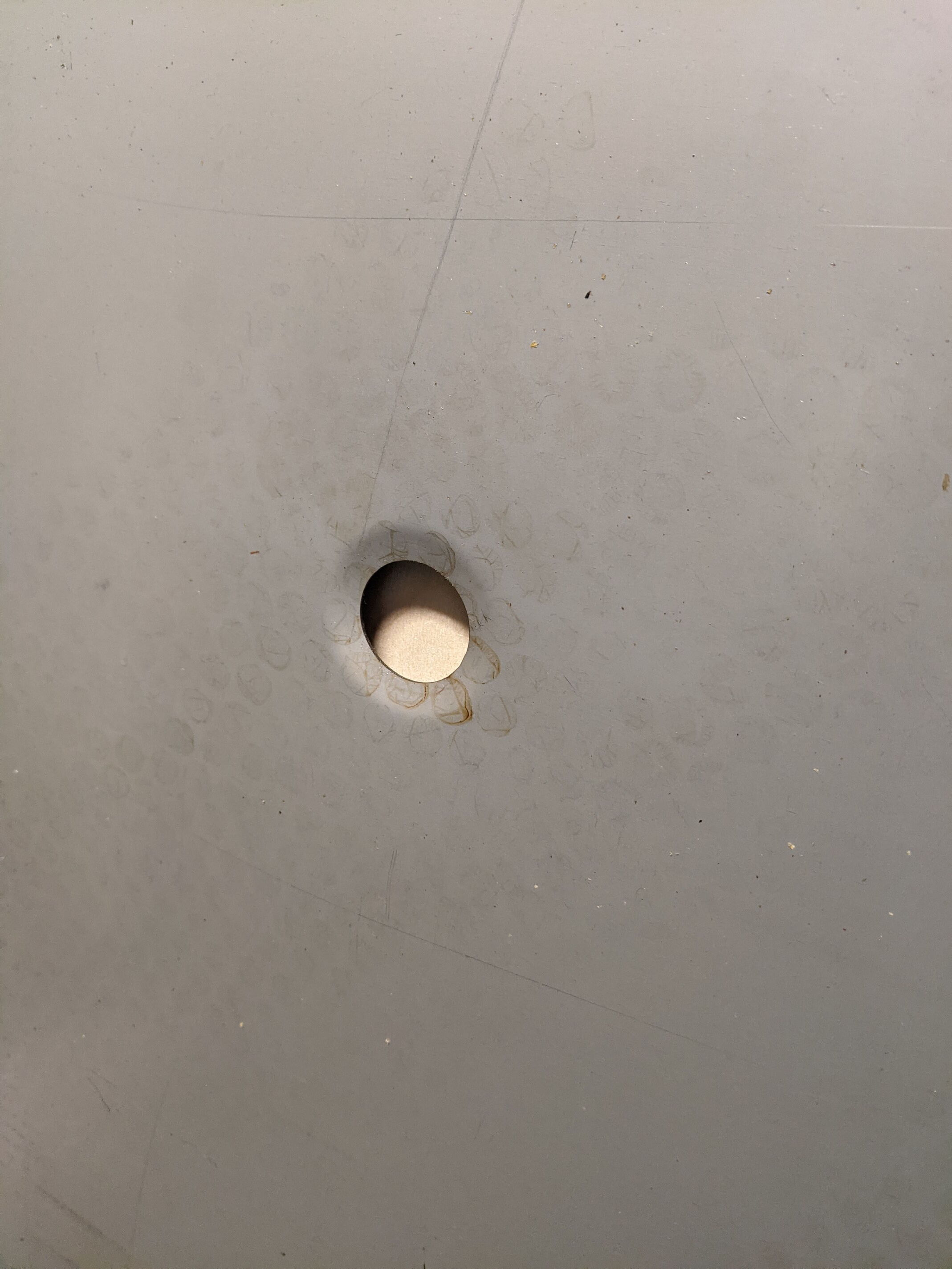
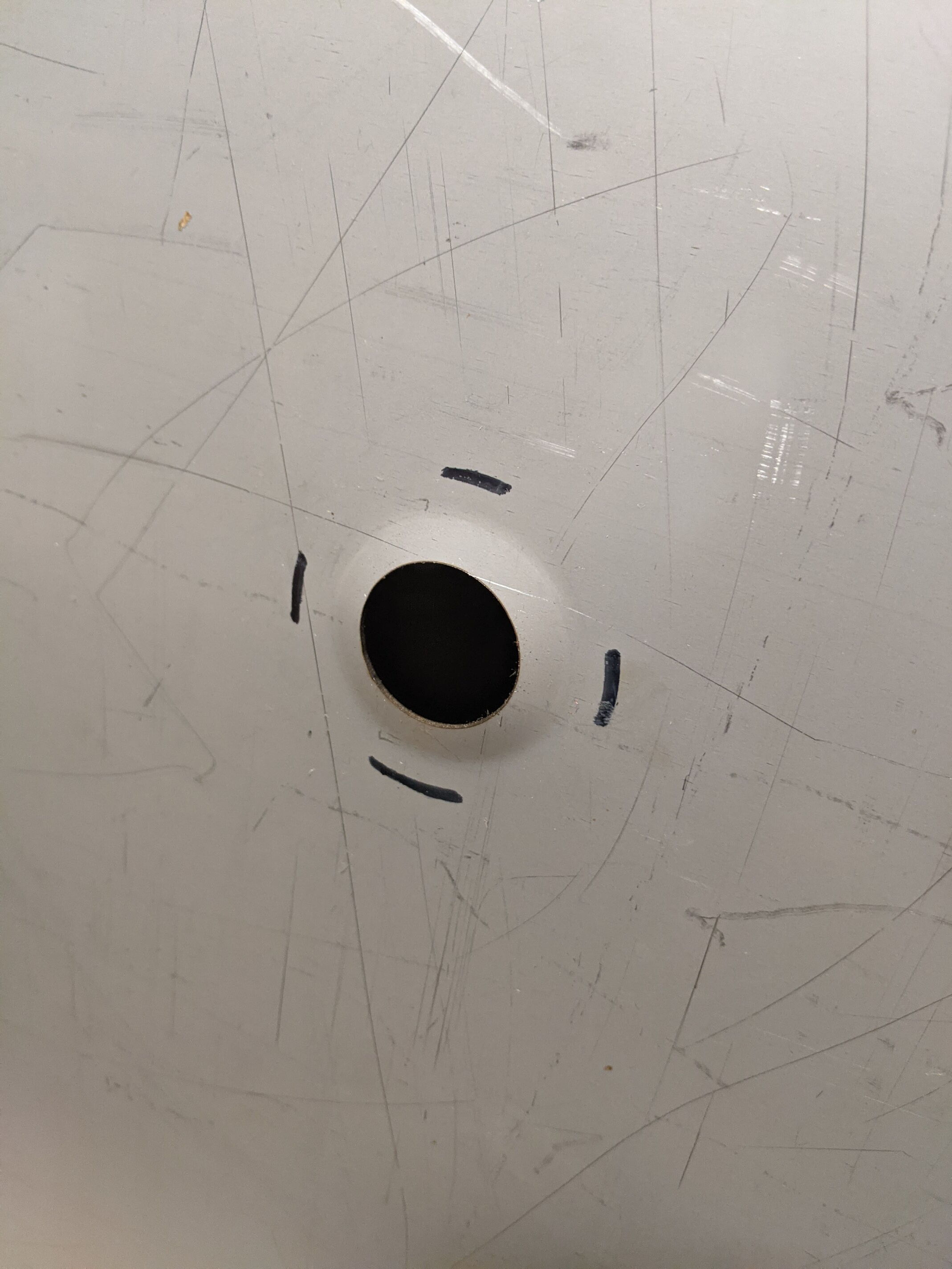
I printed these out last night using PETG at .2mm layer height and 95% infill. Picked up the washers (2 of 1" and 2 of 5/8" @ $2.33 for the 4 pcs), bolt (9/16-18x2 @$2.99) and nut (9/16" @ $1.49) at Tractor Supply today. I think it worked well, I used 100ft/lbs and got a pretty good dimple
Started by snugging the die up between the washers and moved it around to get reference marks on the pan and then centered it between the marks I had made.

Jim
1 Like
Excellent! I can’t really tell from the pic…did it leave a flat where the drain lip sits?
It did not create the flat like the metal ver 2 die does. it is more like the results you were getting with the first version. I tried to do it again with even more pressure and it broke the female side of the mold apart.
That’s disappointing but a great experiment. I guess that reverse bend to make the fiat is where most of the bending force occurs
Has anyone experience tearing of the sheet metal when attempting to dimple the pans? I have my pans in hand, and have turned a set of flat bottom dimple dies, but when I’ve tested it (on 24 gauge, so admittedly significantly thinner), the steel tore on both sides of the hole. I want to nail this down before I risk butchering my pans. I’ll try to round up a chunk of 20 gauge to test on a like for like sample.
it would seem to me, and I do not do much metal bending and such, but the thinner the metal the less there is to stretch…thus this metal would tear…or rip due to less material…out of the posts and pistures here I dont think I have ever heard of that problem.
1 Like
How can I get on the list for the Mod 2 die. I am putting my table together at the moment and would love to be able to use this.