That does seem to work after just grabbing a few random bits in the index and trying it. You have to really spin the lock nut down a long ways but they do grab. I’ve always seen and been told to only use the collects for their marked size shanks which was why I figured all the drill bit shanks would be in standard collet sizes
Part looks great! Also to echo what @G_K has said yes the ER20 collet set can be used to clamp any size shank in-between the nominal collet sizes. So for example, a 1/4" collet can be used to hold onto a 15/64" drill bit.
7 Likes
Only using the marked size is probably a good rule for R8/5C collets with only a few slits in them, but the ER series by design has much more clamping range
4 Likes
New puller fresh off the MR 1. Went perfectly with the exception of a broken tooth on and 3/8 end mill. Homed it out, brought it to front and changed end mill. Hit the tool setter and ran program again. BAMMM! ![]()



I will say that steel cutting has a larger pucker factor…
8 Likes

Man I bet…
1 Like
Can we see what parts it inspects? Admittedly, I’m a Jig lover.
Looks like it is for a MR-1 ball nut.
Hmmm, wonder if it is to inspect castings for ones that are out of spec?
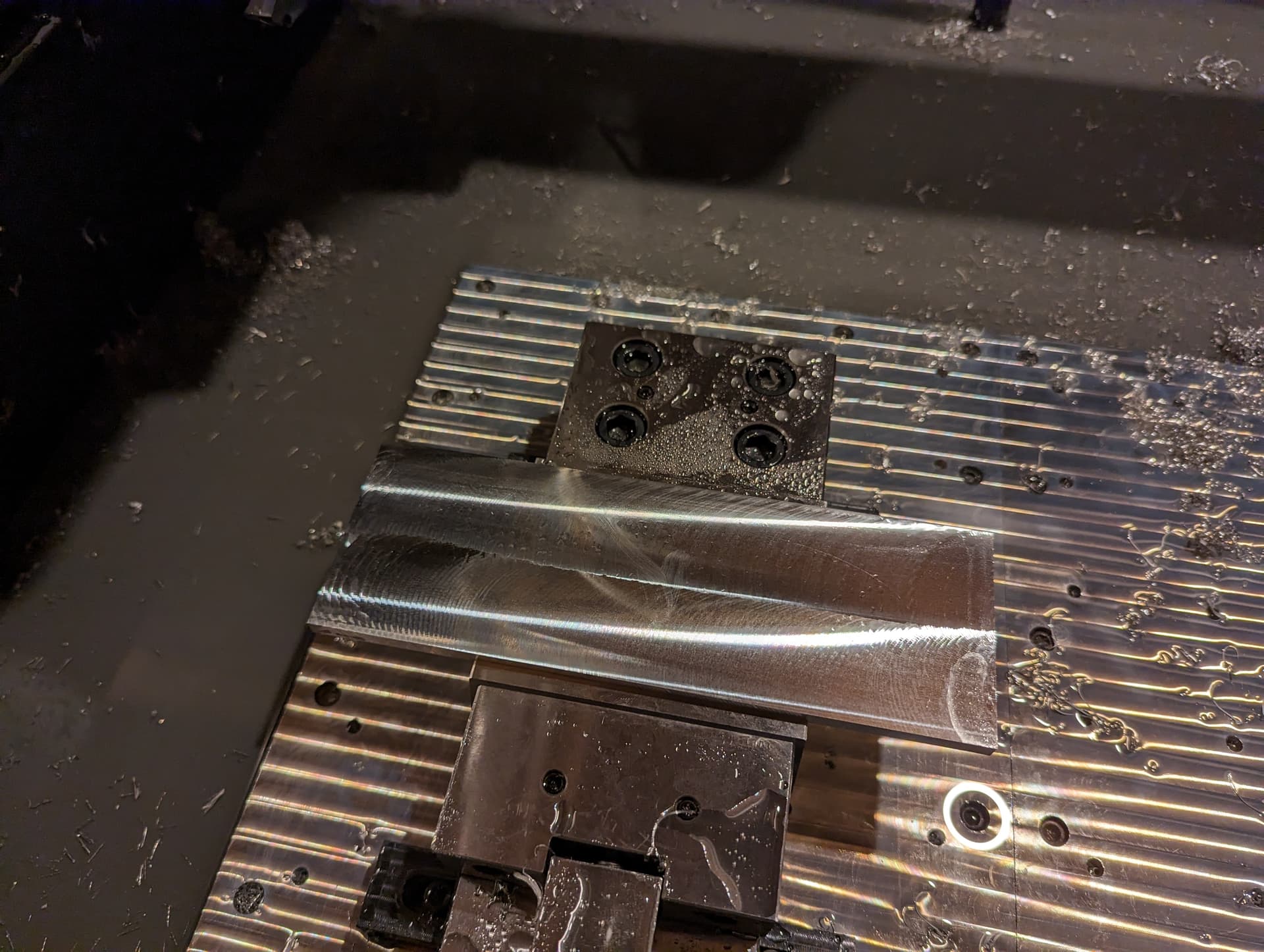
Machined these clamping blocks out of steel for a fixture we’re working on. Just need to drill and thread mill some 3/8 holes. I’ll be sure to get some videos of that.


8 Likes
Looks great!
how long did that take to machine? i got a machine on the way and super excited!!
I used the parameters in the cut chart and it was about 30 minutes machining all 4 pieces at the same time.
2 Likes
What kind of endmill did you use Daniel, 2-flute, 4-flute, flute length, HSS or carbide? I’m needing to get some shorter stubby endmills for my MR-1.
I used a 4 flute carbide end mill for this. 3/8” diameter and had to stick it out about 1.5” based on the depth of cut required. Cut great.
1 Like
Does it count as a “part” of it’s just art? I wanted to try out the fly cutter and test the tool setter, so I threw this together really quick in F360.
First attempt at the fly cutter (back side of the part):
Front side, second attempt at the fly cutter, and successfully used the 1/8" end mill without breaking it.

The stock hung over the edge of the vise about 2 inches on each side. The fly cutter got chattery there. I might try machinist jacks if I do something like this again.

Glamour shot:

6 Likes
Very nice.
I had that same chatter when I did my reloading tray, too many interrupted cuts due to surface features. Ended up doing a finish pass with 1/2" end mill.
Fly cut should be done before surface features.
Yeah, I did rough facing > fly cutting > feature cutting. Only chattered in the areas outside the vice jaws.
1 Like
Gotcha… your a step ahead of where I was.