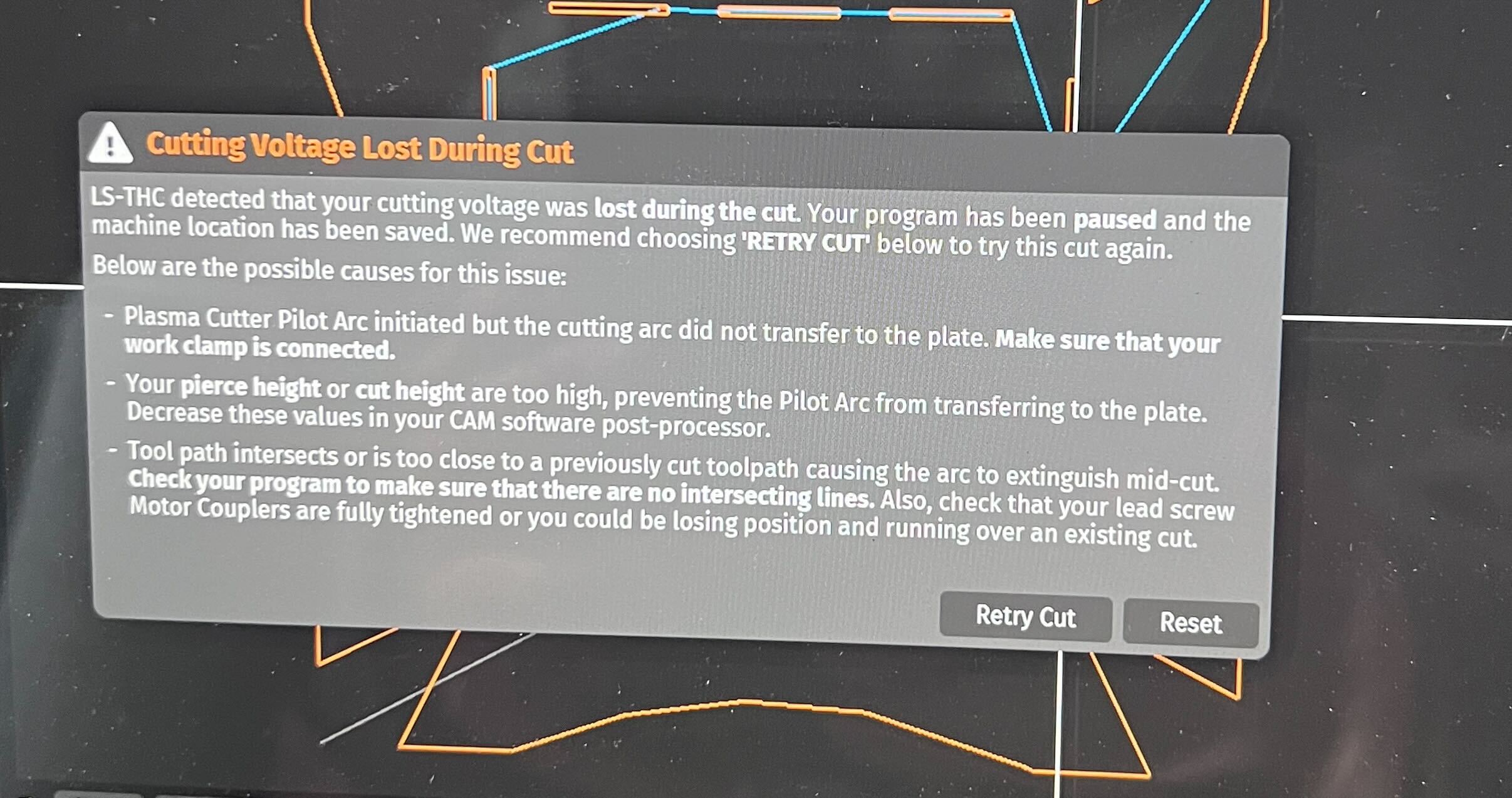
Hey guys currently using a cross fire pro with a razor weld 45. Trying to cut 12 guage with no success. It seems to always have an issue every single time. Arc current is set to 40 on the razor weld. Error i keep getting is Cutting Voltage lost during cut. Ill be attaching several pictures with my settings and the aftermath of what it does. I have just changed all consumables as well. Getting good air pressure too. Anybody have any tips or something i might be doing wrong? any help is appreciated. Let me know if you guys need any additional info from me.

I was also gettting the same thing with 16 guage. I have the link to a previous thread i had. https://forum.langmuirsystems.com/t/plasma-not-cutting-right/33547
The pattern of topside dross and incomplete cut says that some or all of these issues are occurring:
- Speed of cut too fast
- Torch is too high. Your cut settings are appropriate but have you stopped the cut by pressing the space bar to halt FireControl? Then you can measure what is the actual cut height (torch to metal distance).
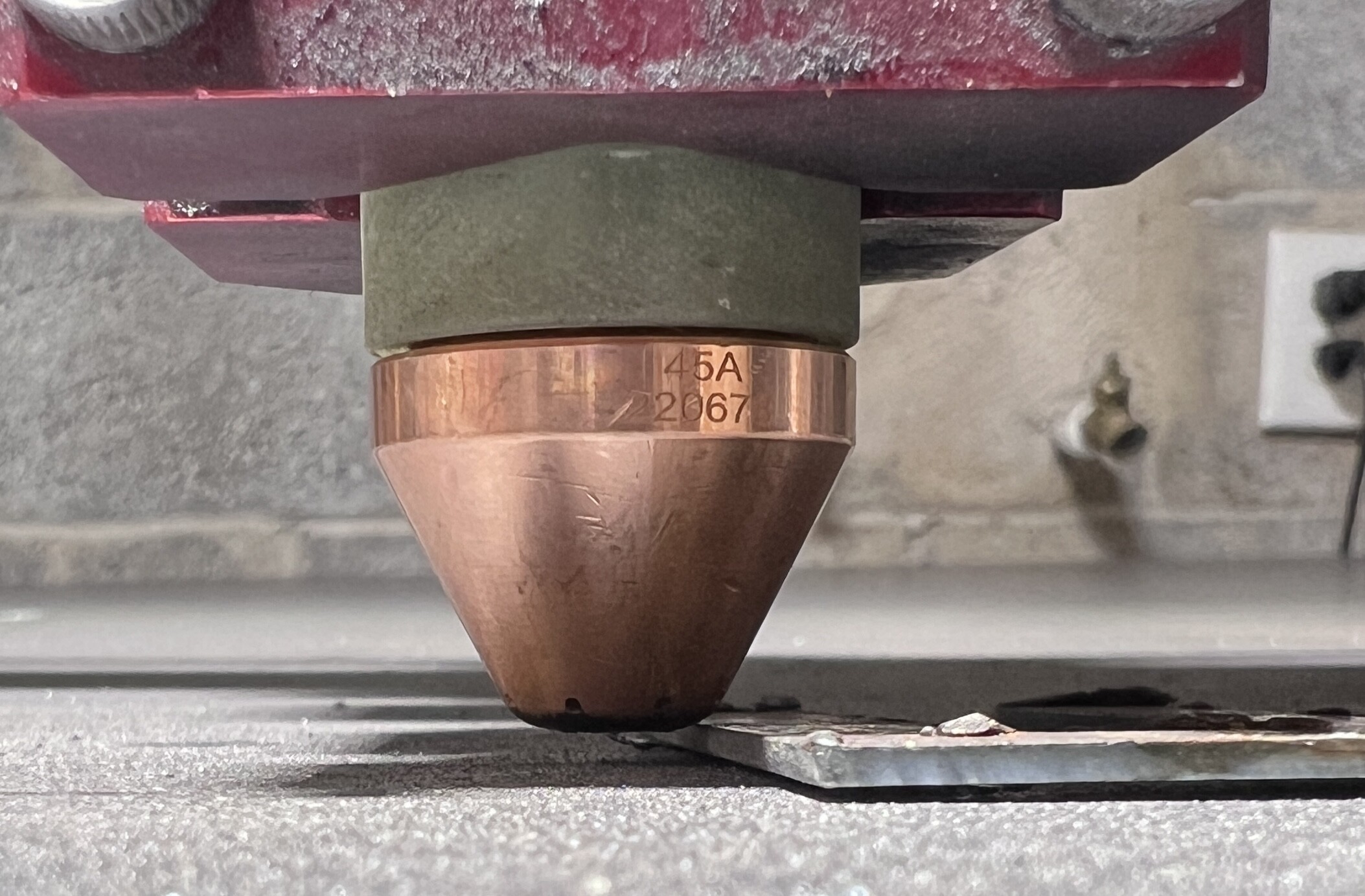
- nozzle is wasted: hole is too wide
- debris in the comsumables: if this is aluminum, it is nasty with throwing debris around and specks get in the torch.
2 Likes
@ChelanJim With this speed ive been able to cut 11 gauge pretty good. It cut half of the stuff pretty good untill it took a fart. I dont really stay in the room cuase ill choke to death since i dont have an exhaust yet lol. but i guess i can watch it and wait and see till it messes up so i can measure it. What would a good measurement be at? I replaced the nozzle too its pretty brand new. I replaced consumables and the nozzle at the same time. i went with a better quality of consumables instead of the amazon ones. this is mild steel hot roll not aluminum
1 Like
You are looking to see if you are near the 0.059 cut height. A piece of 16 gauge steel is right about there at 0.060 inches. Typically you would use a feeler guage.
If you have cut Aluminum recently, check the consumable stack. You should probably check the consumables anyway. Compare a new nozzle to the one in the torch. If you can plainly see that the orifice is misshaped or is larger, it is contributing to the issue.
Then it could mean the electrode is spent. Put new consumables in…see if it makes a difference. If no difference, put the old consumables back in.
2 Likes
the measurement before cutting? or after cutting? Ill check the consumables and compare
Measurement needs to occur when the torch is thinking it is cutting. That is why you would press the space bar on the computer running the table. This stops the torch from moving, turns off the torch and then you can safely approach the table without any sparks.
That is when you measure.
You might post your cut file, at least the first 20 lines so we could see if the gcode is what you were expecting.
Here is a trial cut file that runs the torch as if it were going to cut and stops at 0.060 inches. You can stay in the room when you run it because the torch is never going to fire with it. You can then safely measure the distance between the torch tip and the metal:
cut height test.tap (224 Bytes)
1 Like
@ChelanJim got it. let me try this test out and ill get back asap
Work lead hooked to part?
@Knick yes sir i make sure it has good contact
1 Like
We probably need a few more details to help:
- Reminder that I asked you to supply the first 20 lines of the gcode file
- Do you use THC (torch height control) and were you during this cut?
- Do you have any view of the FireControl screen during the cut. Without that, we are missing potentially very important details. Such as:
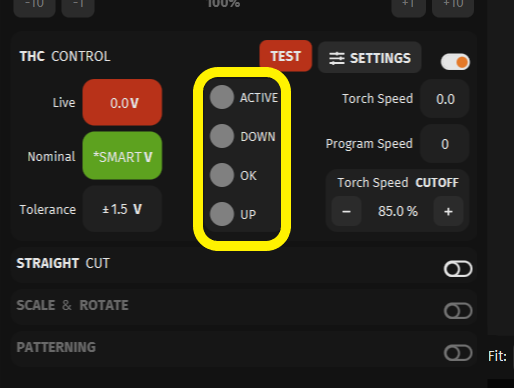
a. Is the THC “hunting” as it is searching for the correct voltage? You will see it showing a frequent “Up” light come on in the THC window.
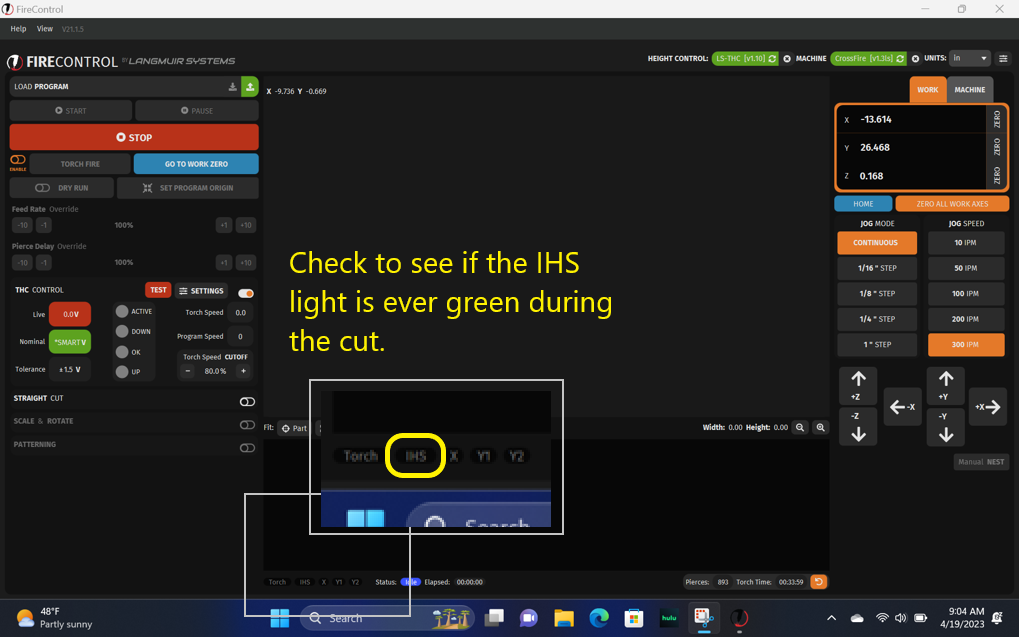
b. Is the IHS light turning green as times while the torch is actually cutting. It will turn green every time it does the IHS (Initial Height Sensing) to start each cut?
1 Like
@ChelanJim ill get back to you tomorrow for sure thank you Jim! ill get the info tomorrow
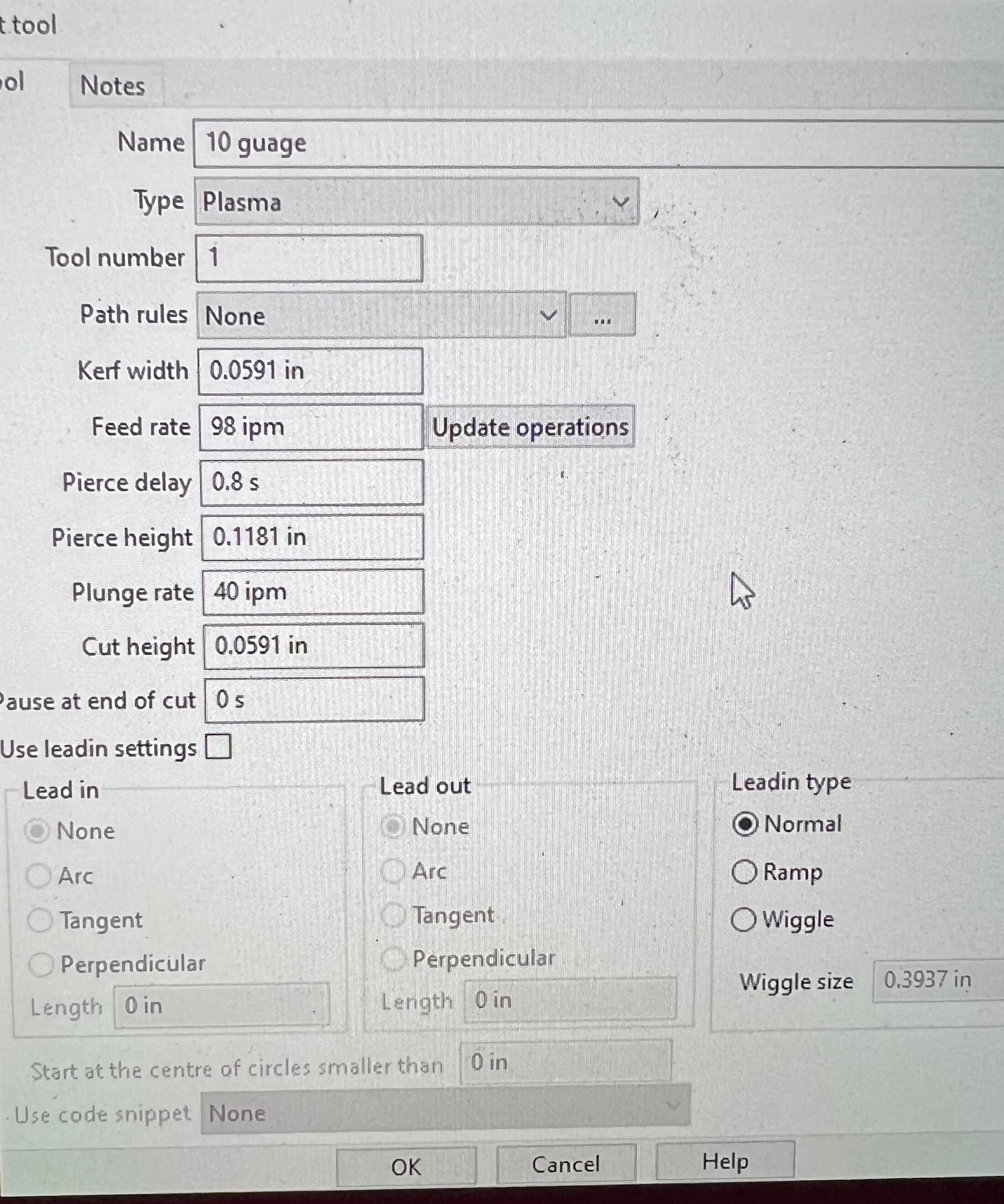
You want to increase the (plunge rate in sheet Cam tool setting to 60 ipm ) ,40 is to slow …
5 Likes
@ChelanJim hey i tried the test file and i have attached a picture
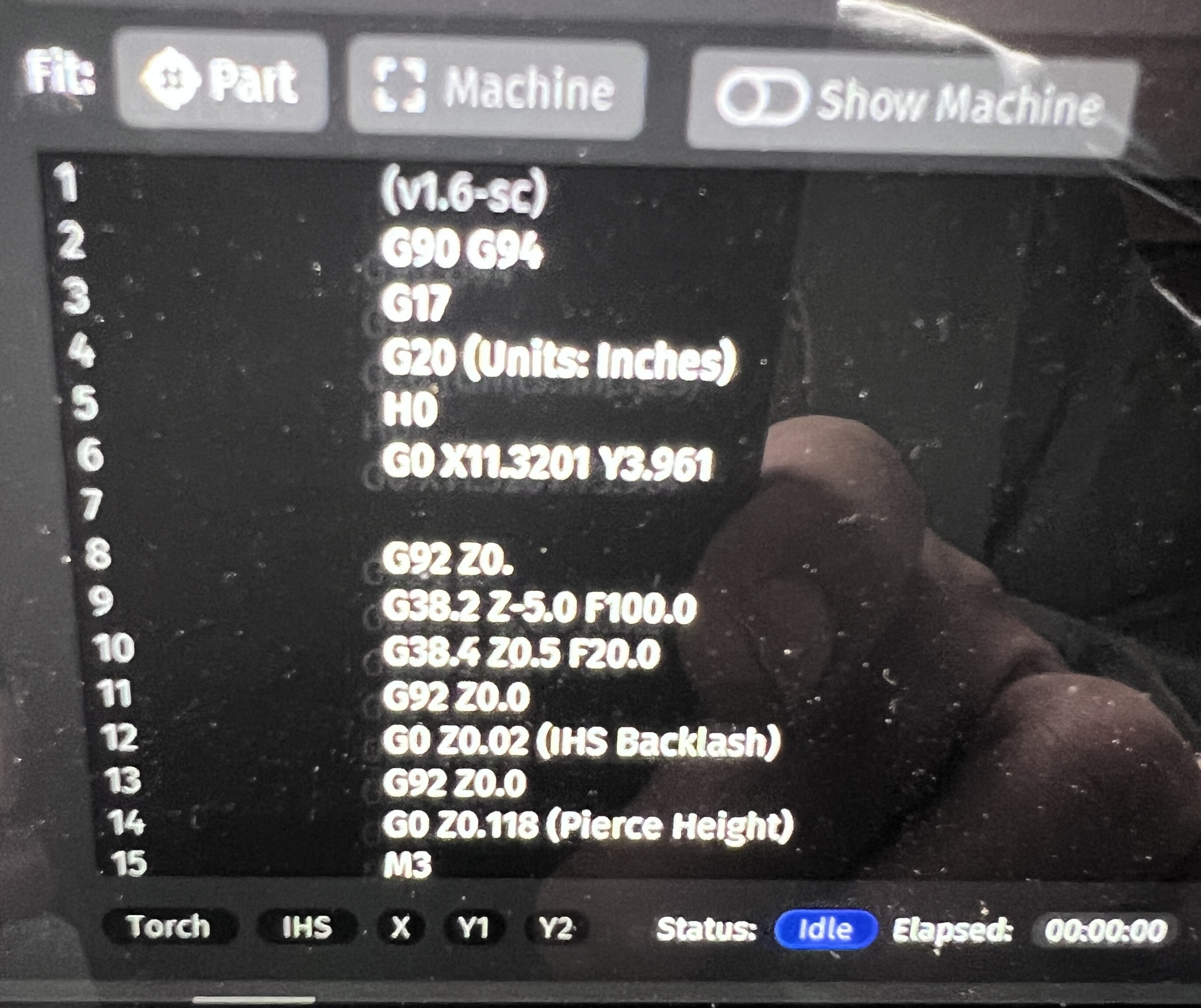
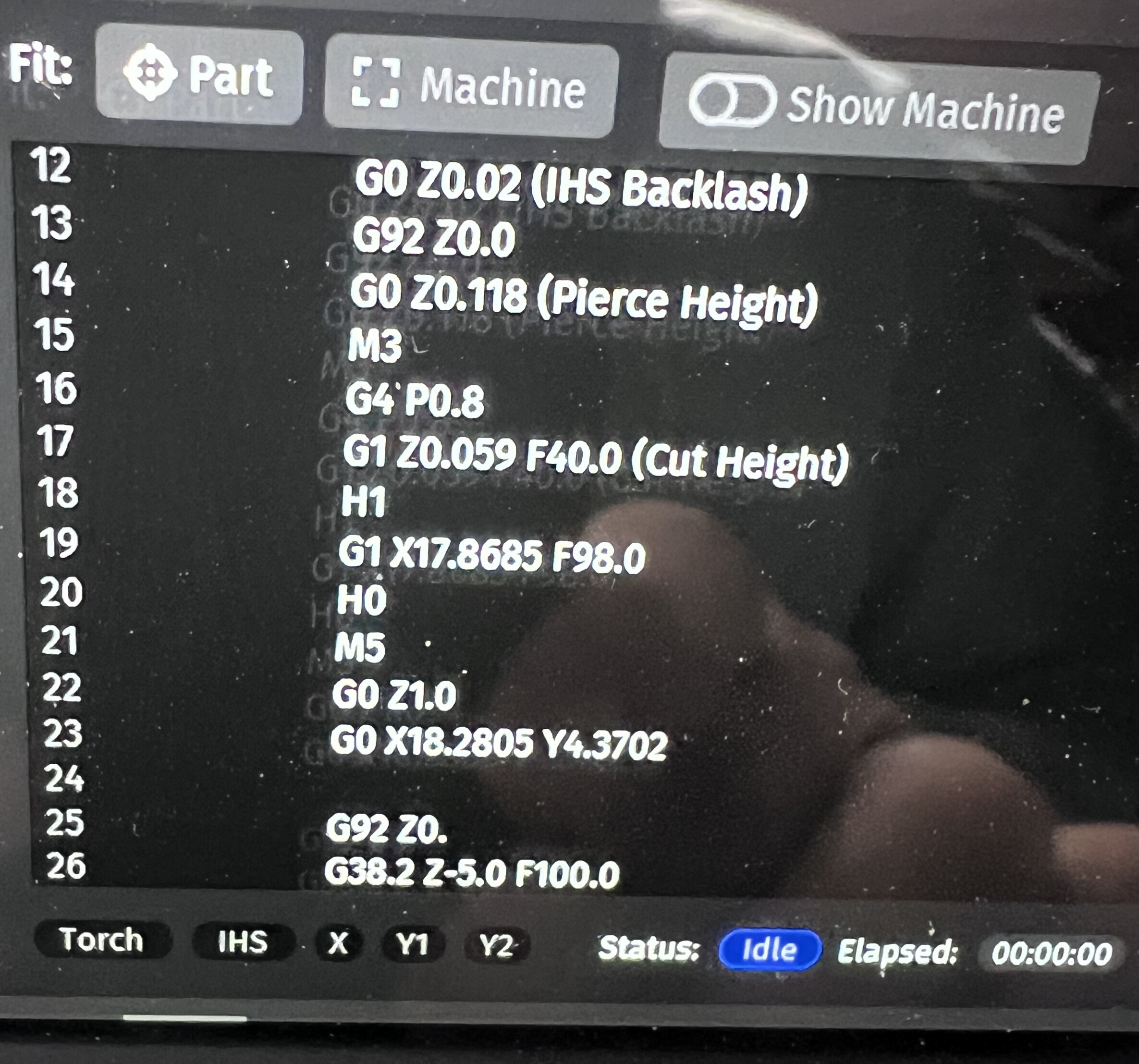
These are the 20 lines you requested from the file i tried to cut
I also did see the ihs light lit up when performing the test as well. Let me know what else to provide. Once again thank you for all the help man
@ChelanJim The thc is always on i havnt turned it off. Also on the thc control the lights do turn on active up and down ect
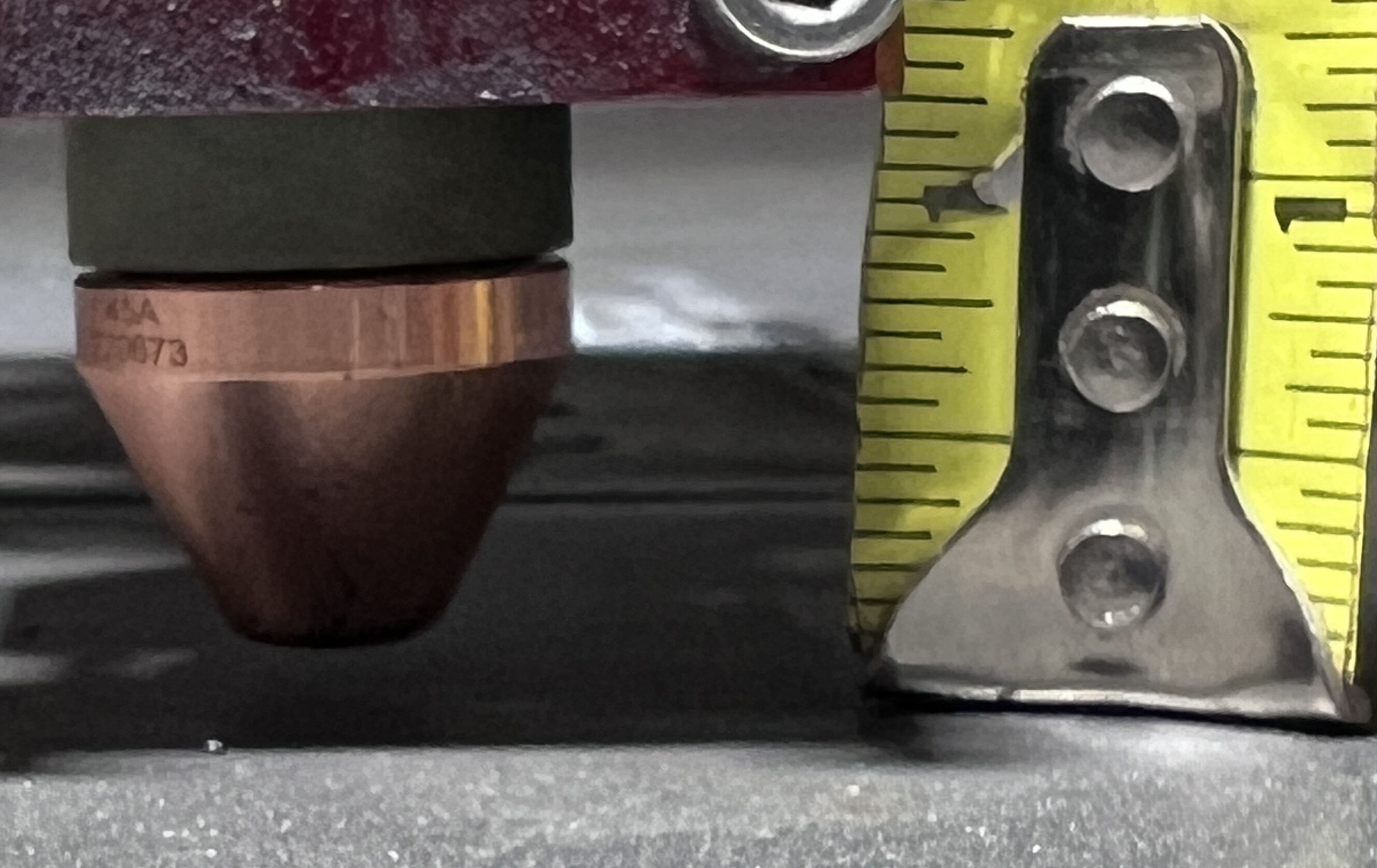
It is hard to see what the gap between the torch and the metal. Do you have a piece of 16 gauge metal that would slide between? Typically a feeler gauge is recommended.
Your g-code confirms the settings that you said. So the settings are correct. Now, try to get a reading of the gap between the torch and the metal. You have a better angle than I do.
You should only see the IHS light when the torch is off. If you are seeing it while the torch is cutting - that will be part of or all of your problem. The green light will come on each time the torch touches down to sense the metal. If you are hearing the torch and seeing the green light, that is bad/not right. That tells the torch to rise up. It would means there is a glitchy connection in the IHS.
The lights of THC up and down are too be expected if things are working right.
The next thing to try, if your cut height is confirmed to be close to 0.059 inches, is to disable Smart voltage by entering a value for your plasma cutter (found in a cutting chart - perhaps in the manual that came with the cutter). There will be a recommended voltage for the thickness of metal. Go in the settings for the THC and enter that voltage. Now cut your test file again.
1 Like
@ChelanJim the 16 gauge wont pass through
@rat196426 ill try this out to on the next test cut too
1 Like
torch is clamped to low
3 Likes
Good catch Knick!
2 Likes