Hi all - hope the holiday season has been good to you and you are closing out 2020 on a high note. We are trying our best to make some lemonade from the 2020 dropped on our doorsteps! Santa brought some cheer, did me a solid and fixed me up with some hole making equipment that has upped my game a notch or two…so I thought I’d share a pic or two and would love to hear what y’all got going on the hole cutting / Santa shop visit front…
Here’s where I was:
A few dull bi-metal hole saws…plenty of dull twist bits and a harbor fart drill press…when I got the Pro table, I leveled up with some nice plasma cnc hole cutting…looks a bit fugly but it cleans up decent…and works great for > 1- 1.5" holes…
I’m also working on a mag drill stand to turn the mag drill into an everyday shop drill press in fusion360 if anyone wants to collaborate…to be cut out from 1/2 plate on the LS Pro table…in the near future…
Ooooooh Yes!!! You are gonna really love that toy. I purchased mine (same identical one) in May 2020 thru Amazon and that is the best $745.00 (free shipping & no tax) that I’ve ever spent on a drill. That dude is very strong and powerful. I used it to drill bigger holes in my CNC water table to install bar sink strainers. With being stainless steel and very hard to drill though the mag drill made it a breeze. The magnet won’t stick to stainless steel so I put a 1/4" plate underneath it and it held on petty good. Good Luck and have fun with it.
Man that’s nice!!! We use them at work and I can see where they would be nice for the thicker material and vertical drilling. I’m assuming you’re wanting the “press attachment” for non magnetic material?
Yeah - the idea behind the stand design is if I want to take some 2" round or square tube I can take the material to the drill vs trying to mag the drill down on the material without having to worry about if I have enough magnet force. The 1/2 plate it sits on serves as it’s mag base and then I can do Aluminum and pretty much anything I can do on a drill press but with some limits on the throat depth…but I’m hoping this will cover a good 95% of what I need and I can get rid of my clapped out HF drill press. I’ve also seen folks on YT use angle iron to clamp in round tube which is what the slots and holes are for in the material base…I don’t have a tubing notcher, and hoping this could work…
When I’ve got something big that I need to take the drill to, just pop it out of the stand and move it where it needs to be. That’s the plan, anyway…
At some point I’d like to have a big table made from 1/2 or 3/4 plate I could mag down to anywhere, but alas, no space…
Same here - I ended up getting it thru Northern Tool because they had a gift card that made it same price as Amazon…love that it comes with a regular chuck as well - so existing hole saws and twist drills can be used without issue. I’ll have to cut a piece of 1/4" to match the base plate to keep handy - good tip sandwiching the 1/4 plate. Love how it powers thru material…
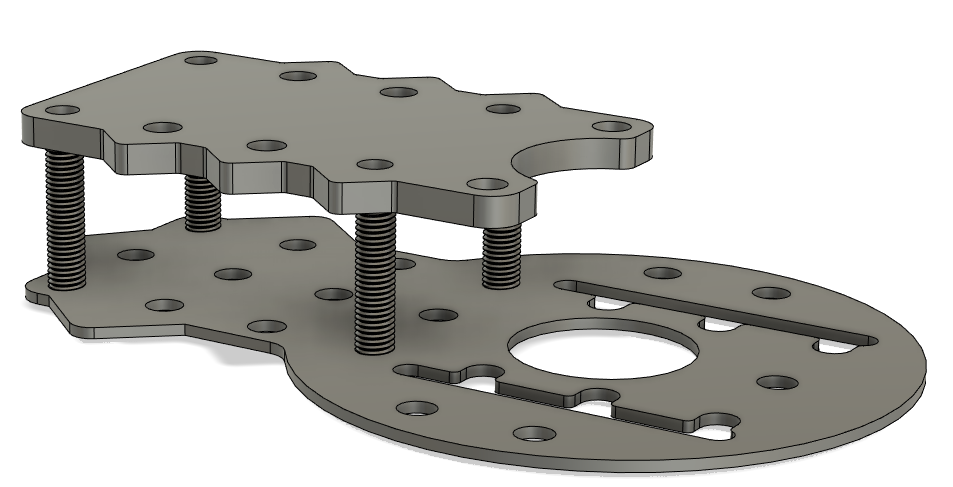
Made some mods to the base plates - now using the 2" OC 5/8 holes that most fab tables use to allow for new fixturing options and reusability of clamps and pins for holding work. Also modeled the Harbor Freight drill press vice to make sure it’s dimensions will fit … coming along …
Added some clamping points and some tabs to add a drill hold-down chain or strap. The 4 holes that have the studs are undersized so they can be tapped out to 5/8. I’d add about 1/2" (or more) of spacers under the material base plate (lower plate) to give the drill some room to finish the cut. Because it’s now on 2" OC holes, folks that have fab tables should be able to make use of clamps and fittings to do some cool stuff. Even if you don’t, it should work well…note: I’ve not cut this yet, but plan to soon…so comes with no warranty
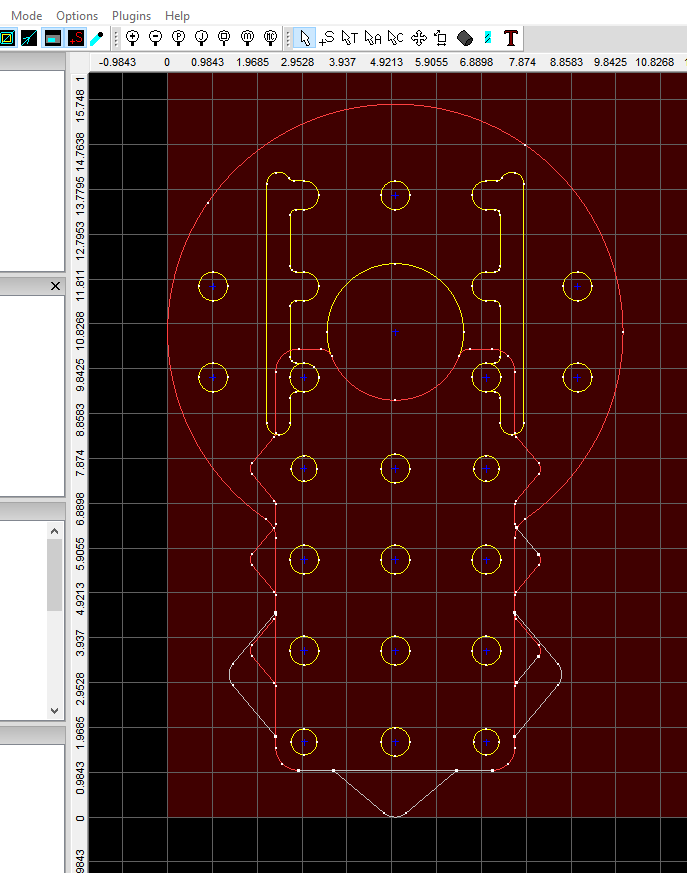
I haven’t figured out how to output a dfx that works - I’ve got multiple sketches for each plate…I know how to do it with a single sketch, but because these are based on multiple sketches - the dfx process eludes me - when I try it - I get a dfx with multiple pieces in same file overlapping each other. It sort of works, but would require some creative editing of layers in Sheetcam. Perhaps someone on here may know a way…
Are you selecting each face and exporting? I’d probably just go with 2 output files for the upper & lower plates and import them into Sheetcam to do the nesting. But that’s just because I’m lazy But these would be better as SVG - all those holes are going to be less than ideally smooth as DXF.
I have these setup as components - so a top plate component with it’s own sketches and a bottom plate component with it’s own sketches. When I right click the last sketch, I choose Save as DFX. It saves the dfx, but it has both components in it.
…but ideally I should be able to right click the sketch and export…hmmm…hang on…I think I just realized what F360 is doing. I used projection lines from the top plate to align the holes in the bottom plate…I think the export may be picking up the projection lines along with the profile…which makes it look like the top and bottom plates are getting exported, but it’s really the bottom plate with the projected lines of the top plate…
…this little project has been something I embarked on to refine my F360 skills…still learning alot lol…I’m using external models (like the drill body and the HF Drill Vice) and full components + joints for assembly…it’s pretty cool watching the drill head move up and down…one day I’ll be able to call myself jedi master on F360, but today’s not that day
Yep - the projection lines were what was tripping me up on the save as dfx…I thought it was saving both the top and bottom plates when I was saving the bottom plate only…never would have run into the issue except for save as dfx - doesn’t cause an issue in F360 manufacturing…adding to the knowledge bank…
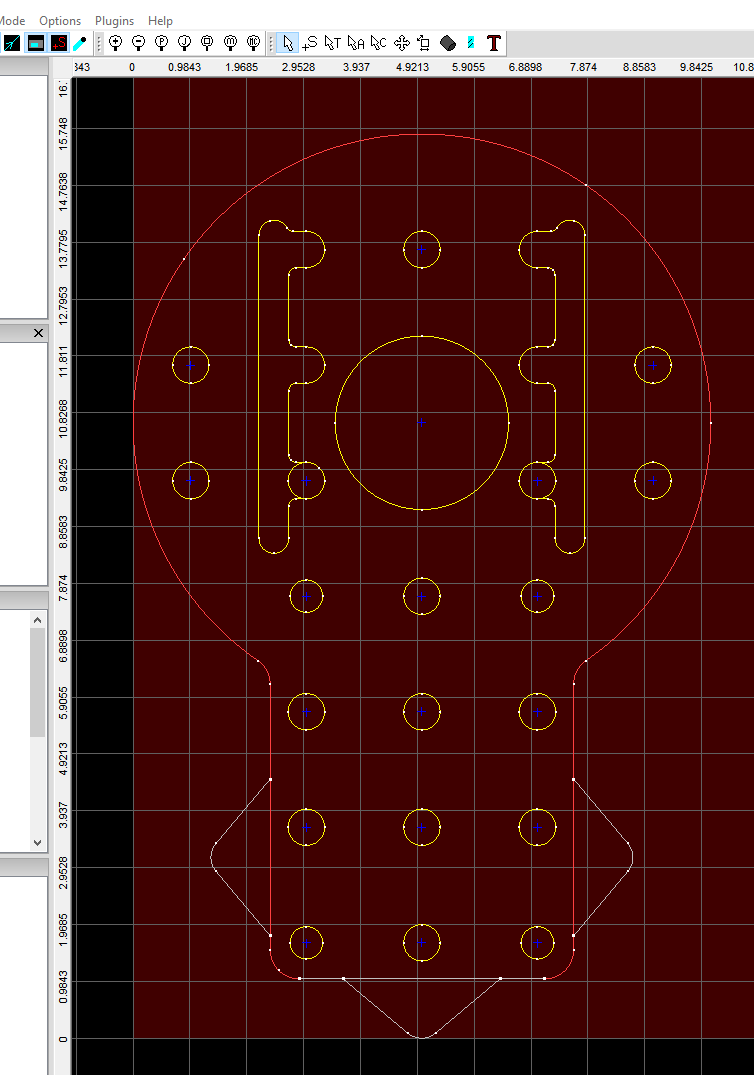
starting to look like what I’d expect now…still have some cleanup, but will move this onto a fileshare project with a dfx/svg…thanks for the prod to dig a little deeper…
On the holes…I’m thinking the 4 that will have threaded rod / tapping should be cut with annular bits vs plasma. Sort of a mag drill inception thing - using the drill to drill the holes for the drill stand…hmm…I’m thinking of using the plasma to just ‘center punch’ those holes. The rest should be ok on plasma. They are slightly oversized so shouldn’t need much cleanup…
Managed to get two clean DFX outputs…surprised how much cleanup that took…had to remove all projection and construction lines. They are very useful in the design, but I think the dfx output filter needs an option to suppress the output of those objects…
3 good options presented…the last one never occurred to me that I could get a post processor that creates SVG or DFX vs G-code…that may be an interesting option to play with. Perhaps even create multiple setups in a project that use different post processors - one for g-code and one for svg…and output both when generating the post.