Hey all, still working on tuning my machine and I’m down to figuring out why I can’t make cuts without significant bevel on 14ga hot rolled.
At the moment I’m working on the z axis as it doesn’t seem to be cooperating…
In the past days I’ve corrected the following
The ihs tab was loose an was free floating randomly at times
The z block was way loose, then I gave it too much preload and backed it off a bit.
What’s really driving me crazy is that what I program for a torch height is no where close to what is actually is happening. In my code I have the torch height set to .025 just so that I can get close .060 measured..and I can’t figure out why this is. Zero out spring back…no bueno.
The motions on the z motor don’t seem to be physically matching the index commands either. I’ve tightened the collar etc, etc. I finally have the carriage consistently moving to dimensions, but they are always off by 2 compared to programmed…
I’ve read this thread and it’s given me some ideas to try yet tomorrow…I’ll try turning off the thc, and setup a ruler to see if the indexing is correct..
I was in your same ‘boat’ for about a year: discovered that I had to CAM with springback setting of “-0.02” and cut height of “0.021” and that gave me a cut height of 0.06. Once I learned these settings everything was great.
…But, everything changed when I got a new laptop. Now my settings are true: cut height set at 0.060 is indeed 0.060 (springback still at -0.02).
Moral of the story: If setting it at 0.025 gets you 0.060 just let your mind accept it. Many people have their settings different than the actual cut height achieved, just something about the electronics.
Edit: Another thing to try is to set a nominal voltage in your THC settings. By doing this, it does not matter as much what the initial height is when the torch starts to cut. THC already has a voltage it plans to maintain so it is not assessing the initial voltage to determine what it should be: It already ‘knows’ what voltage to maintain.
That’s wild that changing the laptop made your settings right!
Thanks for the advice…trying to stay to basics right now and only chase one variable at a time.
This afternoon I’ll setup my dial indicator, remove the torch and see if the movement command from the dro (like a 1/8” step or something) is physically matched with some degree of accuracy. I remain un convinced of this yet.
Then next I’ll try the tap file from the other thread with the torch off , but holder on to see if the z is moving to the programmed height…
I jogged the z-axis a handful of times up and down, with high and low speeds….its absolutely spot on according to my caliper and repeatable from what I can see today.
I then went into fusion and disabled thc, and drove the spring back to -.023 and bamo now I’m getting the cut height in the program to exactly match the actual.
Now the bevel is greatly reduced on my test coupons.
I’m getting heavy dross how ever and not enough time tonight to debug further.
Unfortunately I don’t have the right consumables at the moment for 14 ga and have the machine at 50 amps and 70 psi at 100 ipm
Now I think if you look at your springback/backlash in the gcode, it is going to show a springback/backlash of 0.02 due to the little quirk that Fusion 360 will not recognize a negative number of greater magnitude than -0.020. Since you put -0.023 it will be disregarded and will keep its intended 0.02.
For the THC setting in Fusion…I assume it has to be looking at something pre set in fusion and then forcing the program to follow that value, which I think was really my main problem.
I mean the heights I was having were crazy compared to the base line of .06.
I wonder if that’s something that I need to dig into.
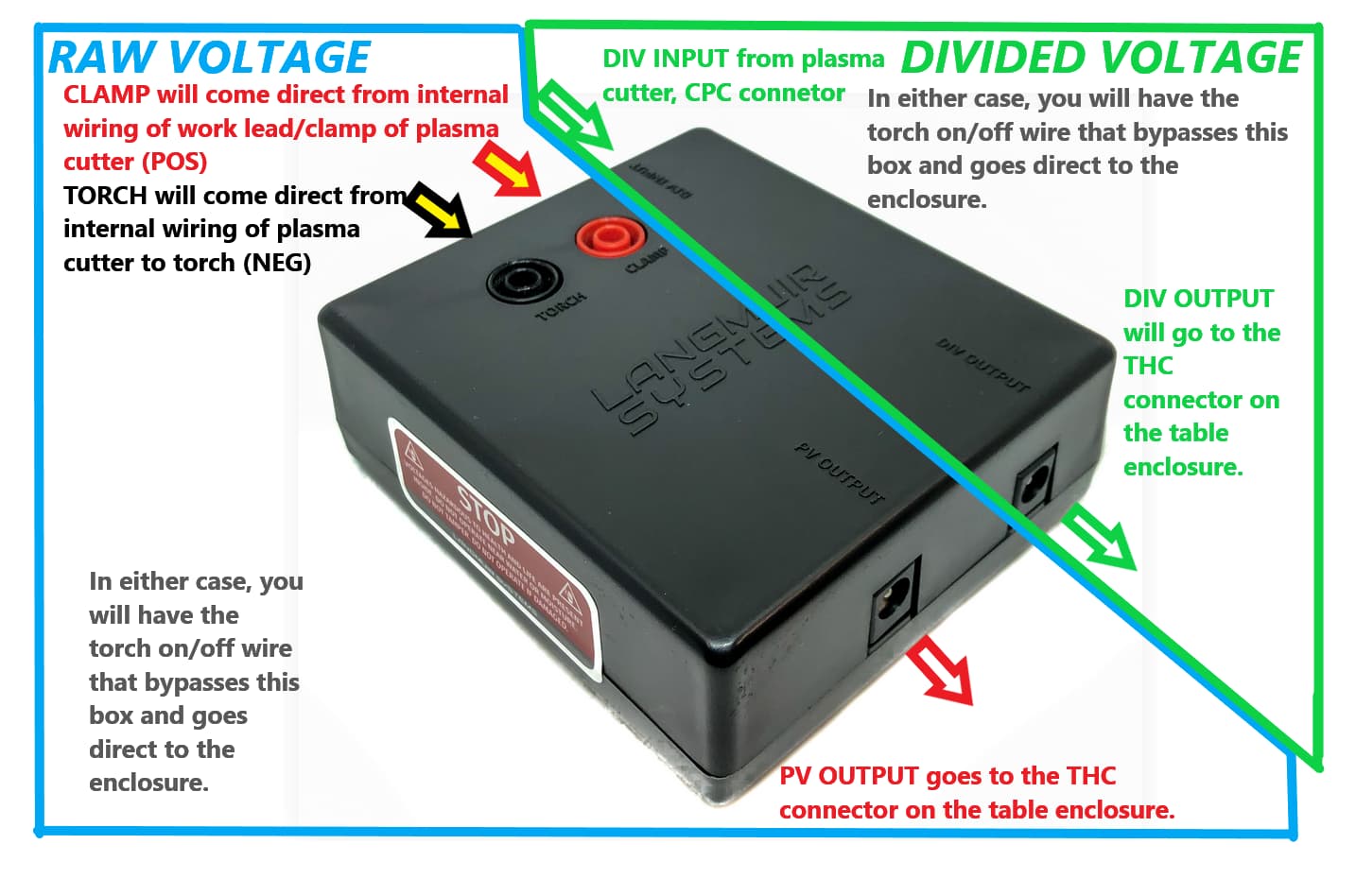
At the moment I am pulling raw voltage from the cnc connection on the cut60….not sure if this is related or not…maybe a separate variable to check in the future.
There are no “settings” for THC in Fusion other than adding the line to turn THC on before the cut starts. I believe whether you mark that you have THC or not, Fusion will add a line to turn off THC, just in case. The rest of the THC then takes over the z axis by monitoring the voltage and raising and lower the torch to keep the voltage steady.
I don’t think that should be so it is something to look at further. It would certainly mess with the THC. If it finds too much voltage, it will lower the torch. If you say you were getting lots of dross on the last cut, and if it was bottom dross, that could be what is happening. Now it (torch) is too low because of THC thinking it needs to lower the voltage.
Raw voltage from the CNC port on a CUT60 is filtered.
It is never recommended to use the CNC port for raw, and always suggested to tap directly into the machine.
As for “dross”, this is where dialing in your machine comes into play.
The book provided is more of a guideline and it is up to the end user to experiment with slightly faster or lower speeds, as well as adjusting the amps for the best possible cut quality.
From what I’ve read it seems to be a mixed bag of whether or not to use the cnc port on the cut 60 for the raw voltage.
For sure when I ran the THC test it came back as 50v and said it was on the low side but ok. I decided to leave it for the moment vs cracking open my brand new cutter.
Just to remove the doubt, I’ll probably just tap into the raw voltage inside the case anyway.
At any rate I’m enjoying the path, brings back memories of when I was setting up Trumpf lasers and NC punches…
I do not care how well anything is built…99% of the time things are made with the lowest bidders products…so…divided or raw voltage through a CNC port is going through extra electronics…the lowest bidders electronics…
Going actual RAW voltage off the lugs elimintaes one more thing that could go, or is, wrong…
Thanks for the feedback, not a FB user or social media of any kind (with the exception of a few specific forums)never have been, so I don’t have that view to refer from.
Tinkered around with the cutter and table last night.
Changed the cutter from the cnc raw voltage pins to the raw voltage connections inside the case and reran the voltage test. So far I can’t say it has mattered much yet.
Still monkeying around with the height settings and the cut speed. The zaxis height isnt locating to the same height off the material repeatedly at times yet.
My test coupons are looking better, but my squares have perfect bevel on x axis travel and look like a parallelogram on the y axis with the hand torch cut on a clockwise pattern outside cut. I can see why people go to the machine torch as trying to accurately rotate the hand torch on the y axis is extremely sloppy in repeatability (alignment of the torch flame perpendicular to the table)
Right now the bevel is okay enough for the small stuff, but I can see how a machine torch is in the future.