Took some time today, but finally making some progress.
I reattached the torch with some slight rotation on the handle
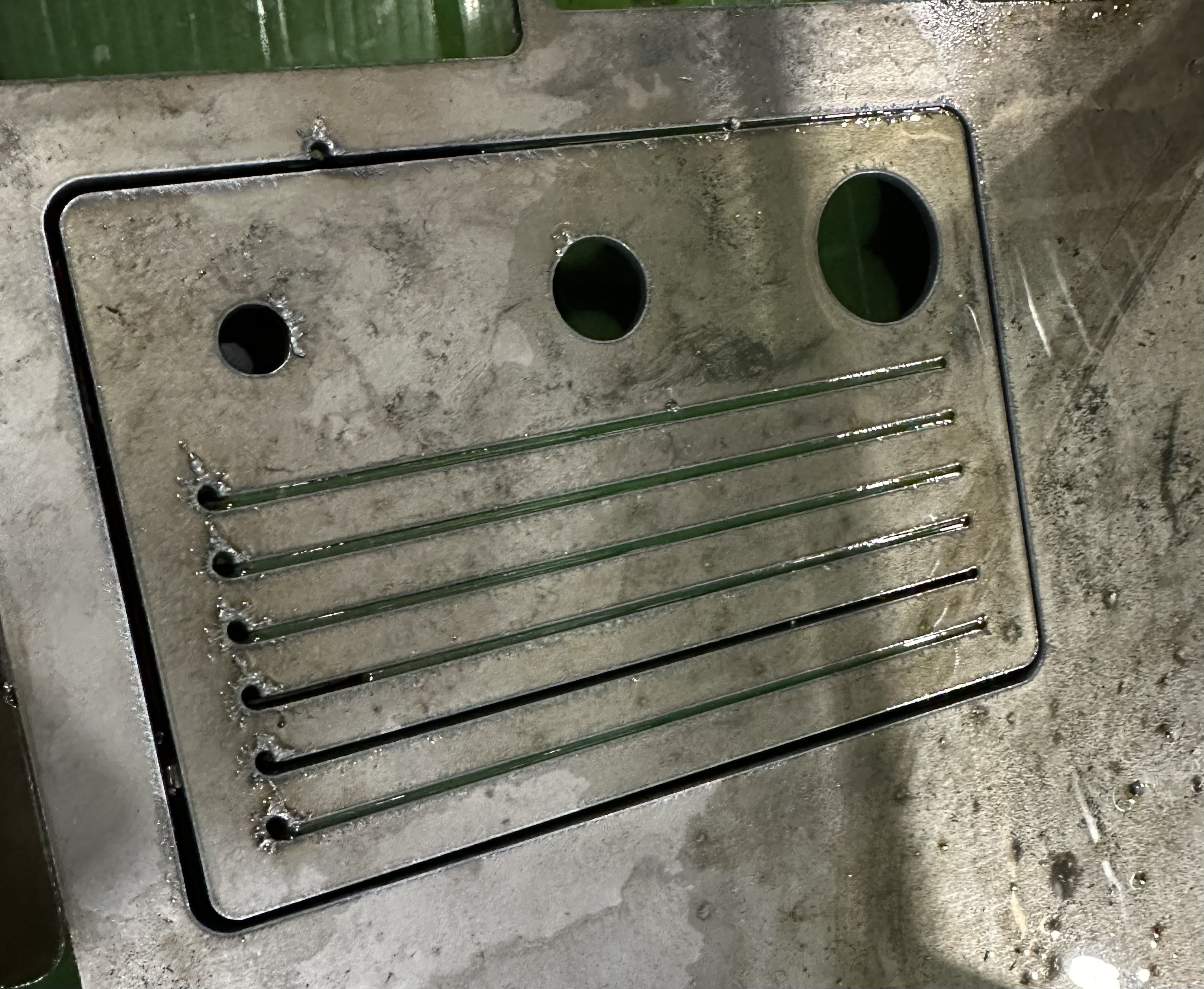
I ran a test coupon program without the torch on until I could get the height correct. 0 spring back and .0515 torch height brings 0.060 in height at the table. Drained and refilled the table as high as I could as well.
This is 14 ga hot rolled, .6 pierce, .10 pierce height, 128 ipm, 50 amps 65 psi with 1.1 mm tips.
The spot with a lot of dross lined up with a slat accidentally.
Draw a test piece, similar to above, but you can shoot for something a bit smaller
Post process at 1 second pierce delay with a cut speed of 100ipm
Use Firecontrol’s adjustment to pierce delay/speed to run your test speed at different speeds and pierce delays
By doing the above, you can quickly dial in for the proper pierce delay as too long of a pierce delay gives you a large pierce as shown above; too short of a pierce delay results in an incomplete cut.
See below for an example of a proper pierce delay -
When you think you have it dialed in, put in new consumables and do one more test.
Bad cut heights, or excessive dry firing (torch on, no cutting) wears out the consumables super fast, then you do a lot of testing and dialing in with worn consumables.