At the urging of @DonP, @ChelanJim and probably @TinWhisperer, I looked at using Fusion 360’s post over sheetcam. I found several issues, see
Not content with stopping there, I spent a few hours learning all about Fusion post editing from
Watched a few YT videos and got VSCode running with intermediate cnc files for fast development and debugging (got questions about post editing, ask away). See section 2.5.4.
Modified LS Fusion v1.6.2 post, added the following
supports the following plasma tool properties
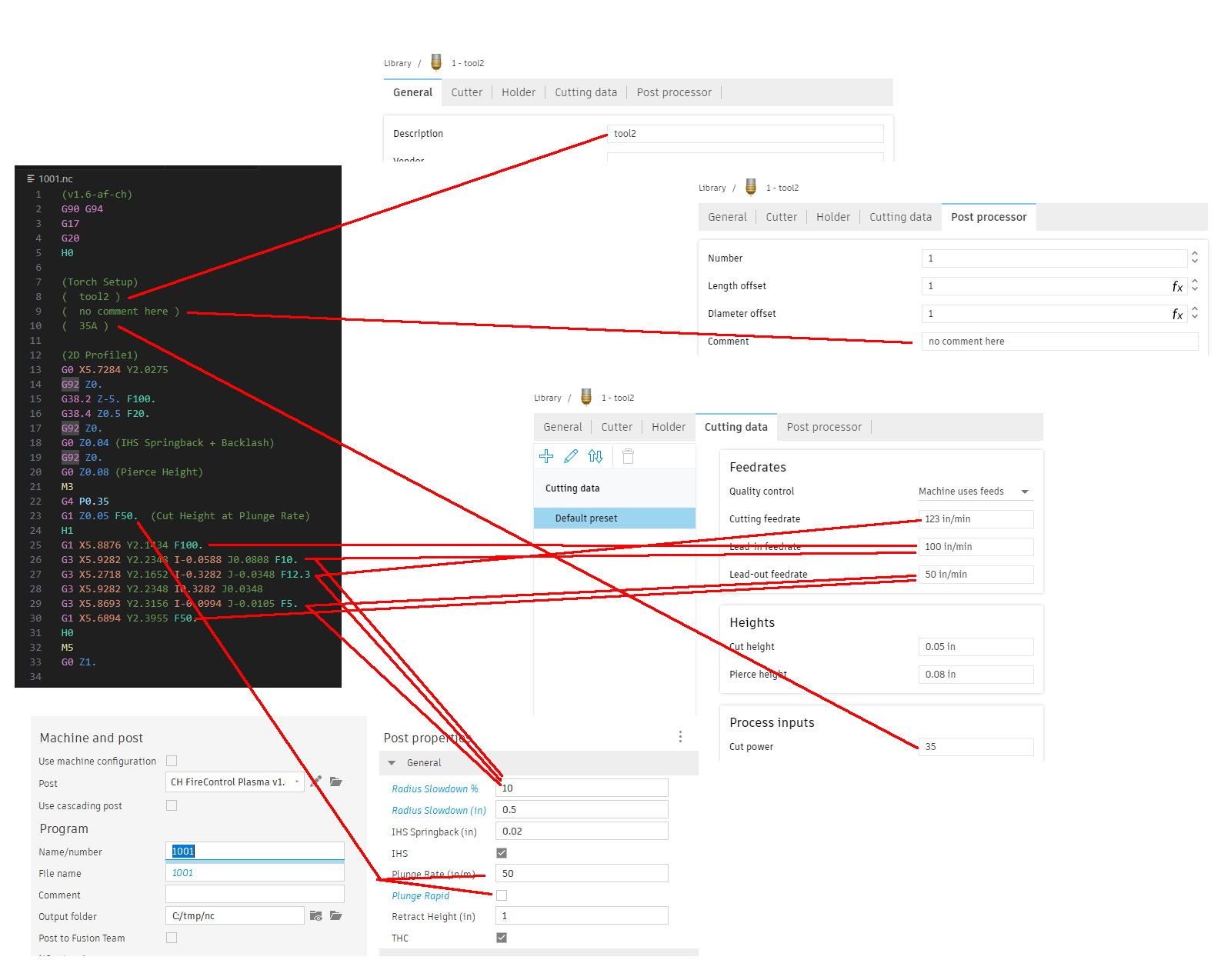
description
cutting feedrate
lead-in feedrate
lead-out feedrate
cut-height
pierce-height
cut power (adds a comment in output file)
comment
supports rapid and feedrate limited plunge
supports speed reduction around radii and circles below a settable radius.
Here’s a mapping of Fusion dialogs to g-code location.
From the cps header, I believe its under revision control. Hopefully someone at Langmuir reads this, I’ll issue a pull request for review and inclusion into their Fusion post code.
Sheetcam functionality items that can’t be implemented, ignoring lead-in on small circles and piercing from circle center. Fusion’s JS callback mechanism handles lead-in and lead-out outside the circle operation. Also, Fusion splits circles into 2 arcs using G3 with I and J.
I don t believe I ever encouraged you to use Fusion’s CAM. Fusion CAM has worked for me, I do like to keep everything in the Fusion Ecosystem.
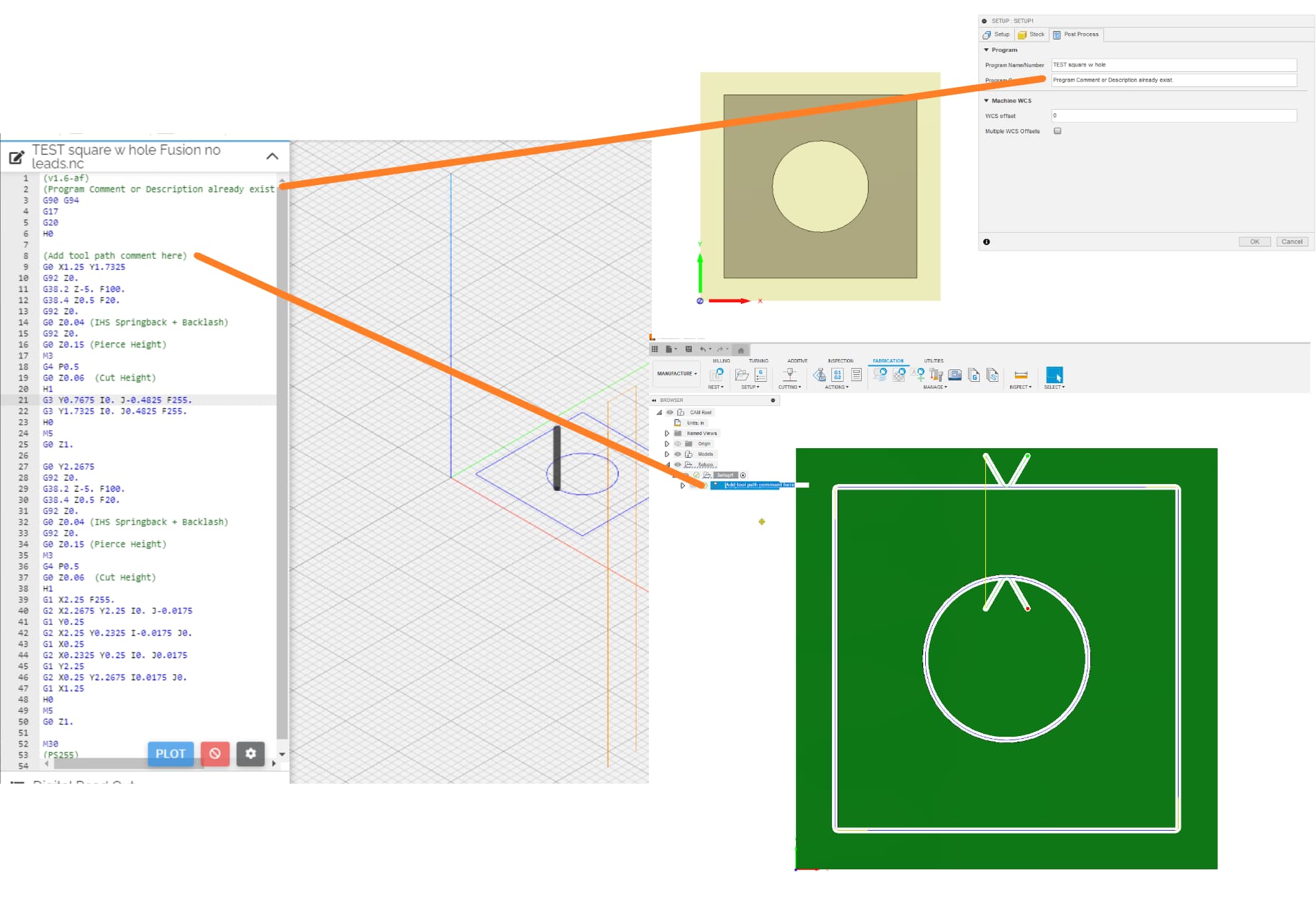
While the existing post does not add the specific tool descriptions it does have two other locations where descriptions can to added, at the start of every new tool path and at the top of the g code general notes can be added.
This is interesting. The only time I have ever seen the plunge rate cause issues is with the default of 3.947 ipm in sheetcCAM being too slow. The default in Fusion of 100 ipm in fusion for the move of .09 in (.15-.06). With the time it take get up to speed I wonder if it even gets to 100ipm in the short length. The acceleration speed of the motor likely puts a cap of the actual speed of the plunge rate can achieve. The100 ipm default in fusion has never been a factor for me.
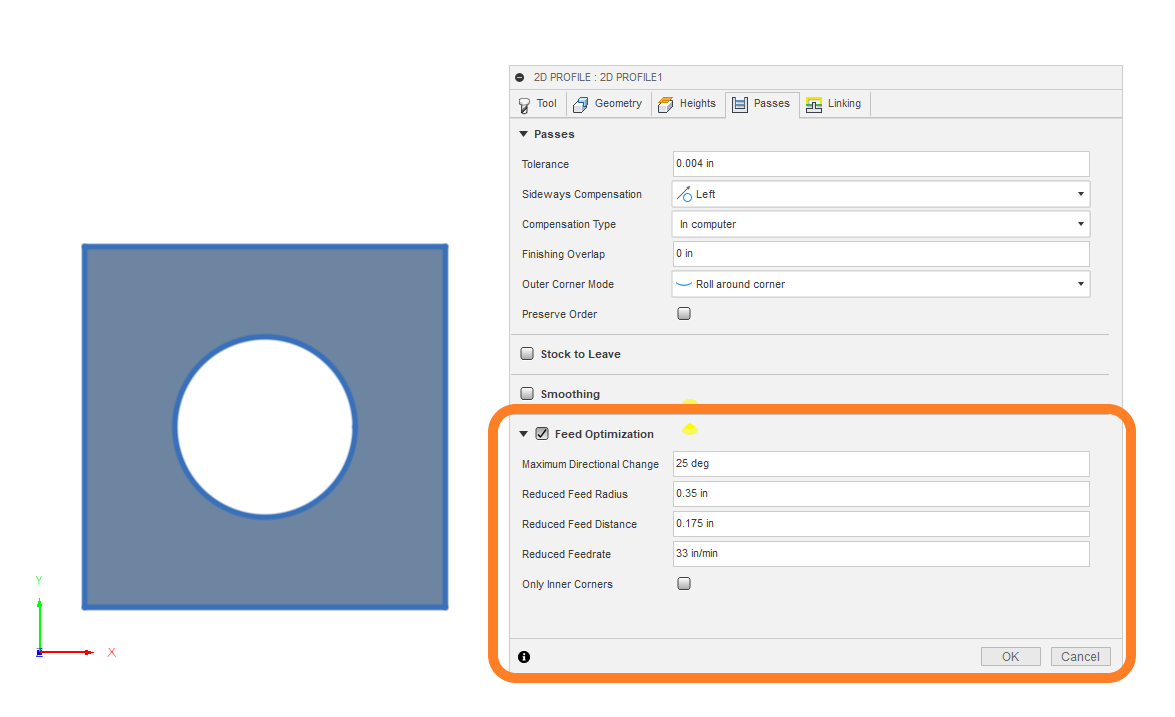
I’ll have to consider the reasoning behind modifying the feed rate to the lead in and lead out ?
but as far as cutting feed rate modifying some options exist in the 2d profile menu under " feed rate optimization "
In the meanwhile this post processor works great for center marks in Fusion
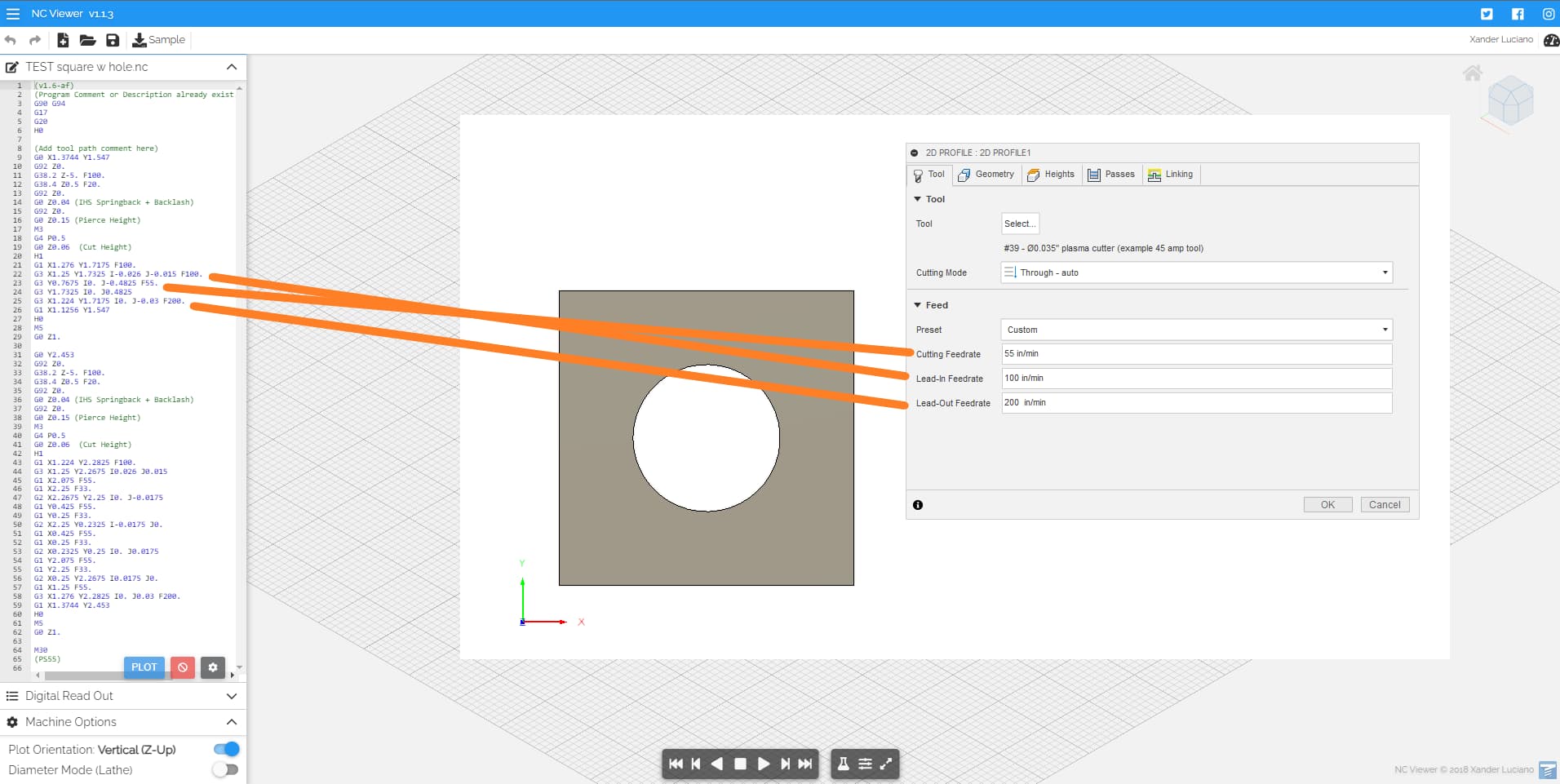
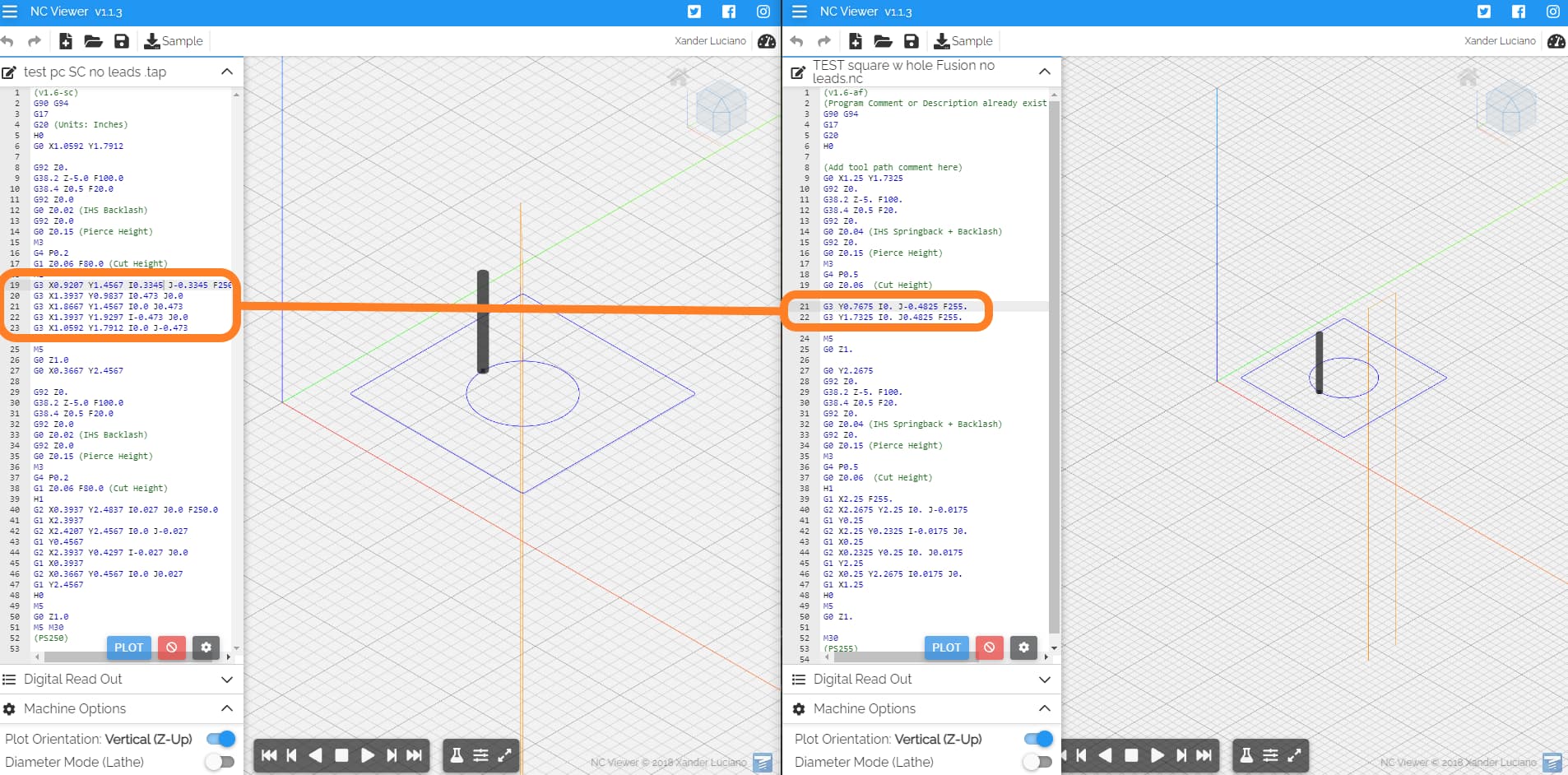
Here is a comparison of a test coupon, The left is SheetCAM the Right is Fusion. The highlighted section is the circle. Looks like fusion needs 60% less code to do the same circle . no leads.
Craig, I am just really impressed with all of the work you have put into this. It will take me some time to understand all of it.
Since I am still new and lack the depth of knowledge you both exercise frequently, I wondered if you sent that g-code to FireControl. Here is is guidance from Langmuir on new post processing:
Note: If you are developing your own post, be sure to use either (v1.6-af) or (v1.6-sc) in the first line of your program to ensure that FireControl will accept it. If you publish your post online,
please make Langmuir Systems aware by contacting our support team and we can assign a
character code for your post so that future versions of FireControl will accept it without
needing to mask as Fusion or SheetCAM.
Ex.
(v1.6-af)
G90 G94
I don’t know if by adding the “-ch” would that alter FireControl’s acceptance of this?
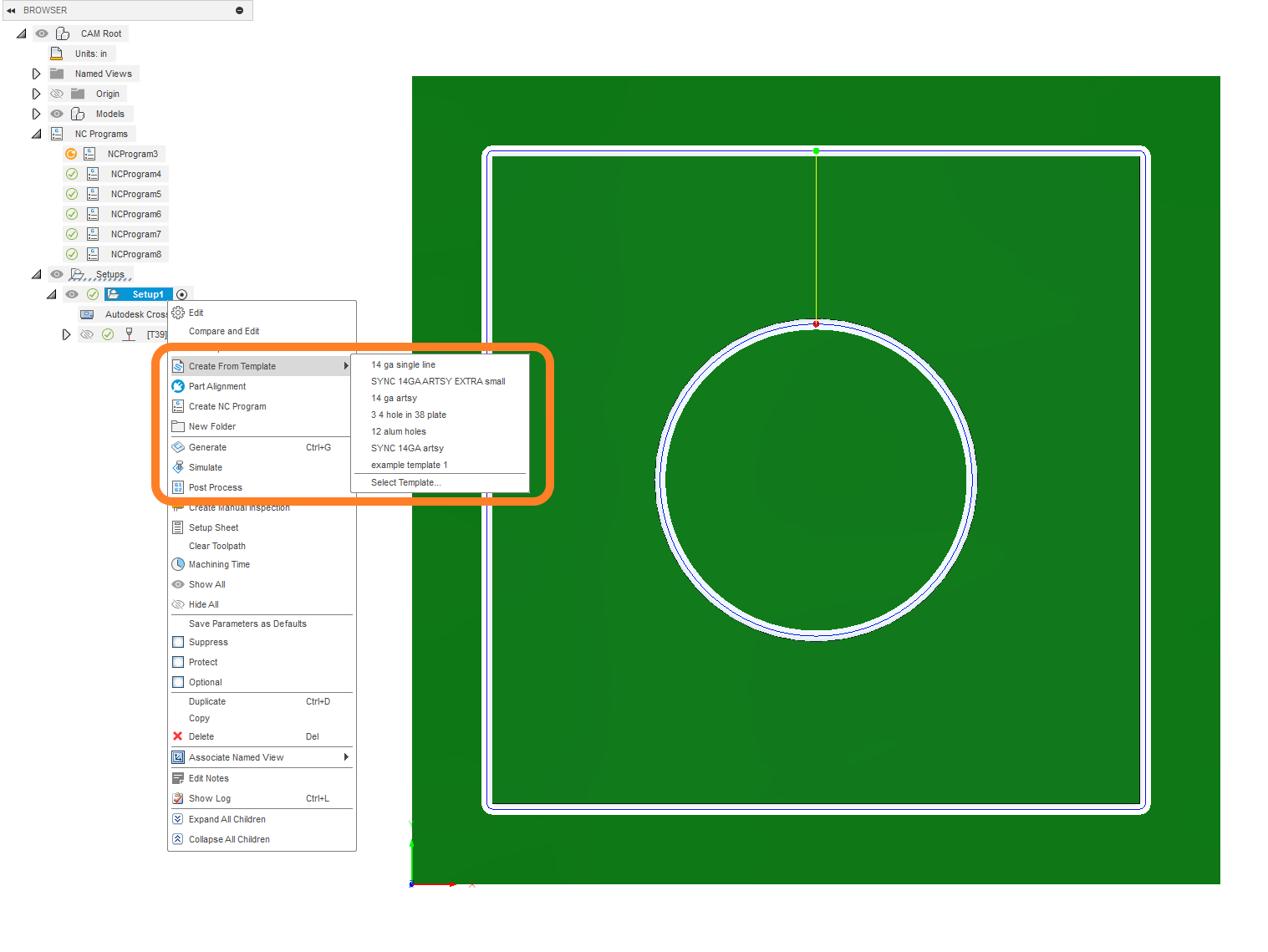
Thanks for the side by side comparison. I have forgotten about templates, this probably a more valid workflow to approach plasma cutting more like machining.
I got your email, thanks! I’m passing it along to the software team, and I’ll be sure to poke around and check out your work when I have the opportunity
FireControl balked at the -ch in line 1. Said my post processor was outdated and did I want to fix it? Removed the -ch and my nc file opened just fine. Updating my code this evening. Thanks for bringing this up.
I must have been busy - I did some work on the postprocessor for the pierce-only feature, I tried to get in contact with the Langmuir team in the past but got no answer, now they posted some guidelines? Can somebody point me where to get more information?
I sent my github repo link to tech support and posted here. Someone at LS replied acknowledging receipt of my post, which is a good sign. Maybe they’ll include some of my post revisions.
I would like to see all of your features included:
Craig has a notation of the voltage among other features that would be included in the g-code (not in another post processor that was recently shared on the another thread):
And @manoweb, you have the pierce in center of holes that everybody wants as well and that is not included in this new post processor (beta version, privately supplied, I should add).
My “pierce-only” feature needs some small polishing so that for example one can define several cut operations that will do the pierce-only instead of a single one. Surely if we could make a collab with a single repository where to keep all efforts it would be much better than having to maintain several versions scattered on the forums
If you know how github forks and pull requests off my repo, that will work and I’ll merge all the changes. Otherwise, I’m up for other locations (google doc, dropbox, etc).
I don’t know voltage but plasma cutter setting is handled in my post code by putting a comment in g-code file for the operator to see.