Can someone explain why pierce delay isn’t an option in the tool library? I began setting up various tools based on combination of tip size and material thickness, inputting straight from Hypertherm cut charts guide. When I run post process it doesn’t pick up the cut height or pierce height from the tool properties, and I have to manually change the pierce delay each time I post process depending on my tip/material thickness combination?
I am just starting out with an XR, so please tell me if this sounds wrong. This seems like a major waste of time and wondering if I should purchase SheetCAM.
I agree this is annoying, the addition of the cutting data tab in few only took a place a few month ago and this connect for some reason has been not made.
I would imagen that the parametric connect in the design space ( history bar) and the parametric connect between design space and manufacturing space could save you more time with one design update then refilling out the post properties 25 times.
SheetCAM is a great CAM only program but if you need to change your design you’ll have start over and to go back to your other design software update your SVG or DXF which is vastly more time consuming then updating the 3 lines to the post properties.
Eventually Fusion 360 will update this annoying disconnect.
Thank you for the thorough response. I’ll stick with Fusion 360 and wait for an update for this issue. I didn’t catch that pierce time = pierce delay, thanks for pointing that out.
I have a Hypertherm SYNC 85 and in the included Cut Charts Guide one of the parameters it provides is Arc Voltage. I haven’t seen a place to input voltage anywhere so is this handled automatically by the SYNC 85 machine?
I wish fusion had a field for Nominal Voltage in fusion, that would be amazing.
If fusion 360 had a field in the tools cutting data, then it was autofilled in the post properties menu. The Crossfire post processor would also have to be able to pick up this in post and update firecontrol.
I am sure it will come in time.
I ve added nominal voltages to some of my tool names so I dont have to look it up and then I can add it to the program name so it shows up in fire control.
Doing a bit of research on this… Looks like the values for Pierce Delay, Cut Height, Pierce Height, and a few others, have hard coded values as user properties in the Langmuir Post Processor.
I had a call with Autodesk support this morning to see why the values in the tool are not being picked up. Could be something as simple as modifying the post processor to grab the values out of the tool vs. default hard coded parameters.
At this point I’m waitig for them to get back to me with a solution which I’ll share on here.
There are no hard coded values for those things. They get set in your CAM setup.
I don’t use Fusion, but I know there are multiple spots where those values can be input and the post processor only uses the values from one of those locations.
One of the fusion users can help you with which screens are the ones that get picked up in post processing.
You can override them in the post processor dialog for Fusion, but the values are present as user properties in the Langmuir post processor for Fusion 360. They are not being pulled from the tool.
They are preset as default values, if you don’t like the term hard coded. The fact is they ignore what is set in the tool, making it inconvenient for those who create multiple tools for different uses. As it stands now the only reason to create multiple tools is to change feed rate. All other parameters that don’t match what is coded in as default values has to be changed in the post processing dialog.
I’d be more than happy to paste in the code from the post processor if you don’t believe me.
Here is the section of the Langmuir Post Processor for Fusion 360 that populates the fields in the NC Program dialog (post processing setup):
// user-defined properties
properties = {
ihsToggle: true,
thcToggle: true,
pierceDelay: 0.7, // specifies the delay to pierce in seconds
pierceHeight: 0.15, // specifies the pierce height
cutHeight: 0.06, // toggle between using G0 or G1 with a high Feedrate for rapid movements
retractHeight: 1, // the retract distance
ihsSpringback: 0.020,
};
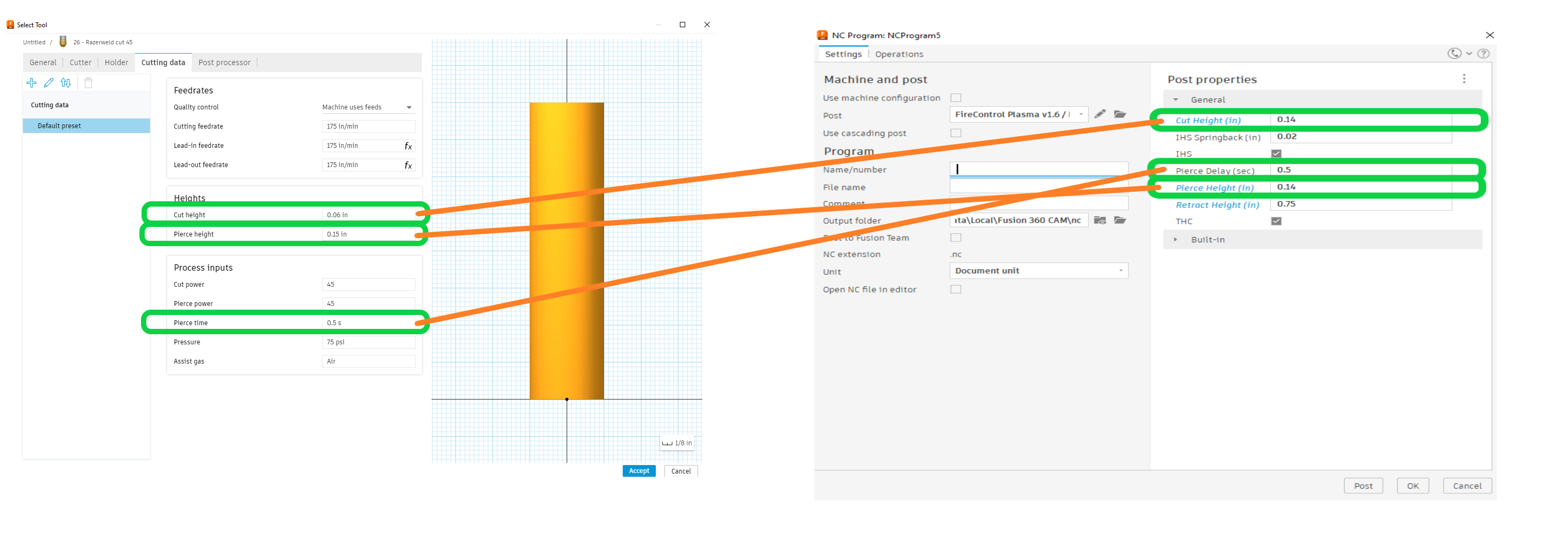
The dialog is pulling the fields from the post processor vs pulling them from the values defined in the Tool(s), which kind of defeats the purpose of having mulitple tools to have different sets of parameters.
@langmuir-reilly is this something that Langmuir has on their radar to address, so that the values in the tools are used vs the user properties in the post processor file?
I had thought things like pierce delay, pierce height and cut height had a default value in Fusion 360 but it you change them for a different setup or import someone else’s f3d file and post process then those values change to the last settings used.
I have some extreme divergent numbers that I use to get 0.06 inch cut height. I even went so far as to assign them as “default” (triple dot menu). I thought I had it set as a default but then I imported someone’s f3d. Their values were then in my post processor the next time I wanted to post process one of my projects. I had to look up some previous notes to remember what my numbers needed to be.
The tool variables can be identified by holding while hovering over a field, while in the tool. (Edit tool.) I believe they are tool_cutHeight, tool_pierceHeight & tool_pierceTime.
As such, I have not determined a way to assign these values to the User Properties within the post. (pierceDelay, peirceHeight & cutHeight) I suspect one could replace the User Property items with the tool variables thruout the post, but I’d prefer having the option to see what values the post determined within the Post Processing window.
From a JavaScript they are referenced as “operation:tool_pierceDelay” and so forth. What I’m trying to figure out is how to load those into the user properties when the scrip loads vs using the current values. It keeps throwing an error. I’ll keep trying.
You will still be able to change them in the nc/post processing dialog, but at least they will be loaded from the tool vs values in the script.
Autodesk has sent me a modified copy of the post processor that takes the values for cut height, pierce height, and pierce delay from the values in the tool vs the script. The downside is those values no longer show in the nc dialog so the changes need to be made in the tool (personal opinion, the tool is where they belong).
I’m haven’t tested their script yet, but will soon. If anyone else is interested I’ve attached it to this thread.
WOW! This is potentially big. Now if it works, when you try it, remember this note from Langmuir:
Version Comment
The first line in a FireControl Posted Program contains a comment that identifies the version
of the post processor that generated the program. This comment is intended for use with the
two Langmuir Systems supported Posts: Autodesk Fusion and SheetCAM.
Note: If you are developing your own post, be sure to use either (v1.6-af) or (v1.6-sc) in the first line of your program to ensure that FireControl will accept it. If you publish your post online,
please make Langmuir Systems aware by contacting our support team and we can assign a
character code for your post so that future versions of FireControl will accept it without
needing to mask as Fusion or SheetCAM.
Ex.
(v1.6-af)
G90 G94
G17
G20
H0
I created a nc file using the standard post processor, and one with the modified version. I diffed both files and it works! The right header is in there and the values are being pulled in from the tool vs. the Post properties in the nc dialog.
A couple of notes:
Make sure you keep your version of Fusion 360 up to date. From what I understand from one user is that Pierce Time does not appear in the tool (yet I haven’t seen it not be there through multiple versions over the past few years).
The Post properties for cut height, pierce height, and pierce delay are no longer available in the NC dialog. Those values come from the tool instead.
I’ve sent the modified post processor to support, along with some screen shots and .nc files made with the original and modifeid post processor. Who knows, maybe it will be made available on the downloads page for those who wish to have the values come from the tool.
Call them back and ask them to add CAM options for starting in centers of holes, limiting thermal effects, and options to park torch at the end of the cut.
Keep the ticket open. Others will have other requests.
Seriously, this could be a huge step forward. Thank you for your efforts.
Edited: I just did a test and confirmed that my values are going thru as well !!!
Unfortunately my ticket with Autodesk is closed, so I can’t add anything to it. However, I am impressed with how fast they helped out with modifying the post processor. One of the benefits of having a paid version of Fusion 360😁
Thanks for testing out the post processor and being a second set of eyes on it. Much appreciated.