I want explain something that has happened to me and would like to know the solution on finishing a design cut. In the middle of a design my plasma tip went bad, torch went out and of course continued on its path for a short time without cutting. Without moving the cut piece I was luckily able to find the exact coordinates on the table and in the code line GCode from where I lost my tip. To find the location wasn’t bad the this time but was not able to Start / continue from there. I was getting a message about not being able to start in the middle of a loop. Sorry I didn’t get the language verbatim. So, I did start completely over with a new piece of metal and tip.
I know this is going to happen when it comes to larger designs and would hate to think I have to scrap the entire piece because something like this happening.
How does one find coordinates easier? Is there a way to back track or jog my torch head back on the path?
How does one start cutting from the GCode line from where the tip burnt out (finishing the code)?
Are you running the latest version of FireControl? FC20.5 gives you the ability to ‘Run From Line’ and you can see the line highlighted in the visualizer. We are making further improvements to this but it should absolutely do what you are asking.
same problem. running FC 20.6 and do not see ‘run from line’ option.
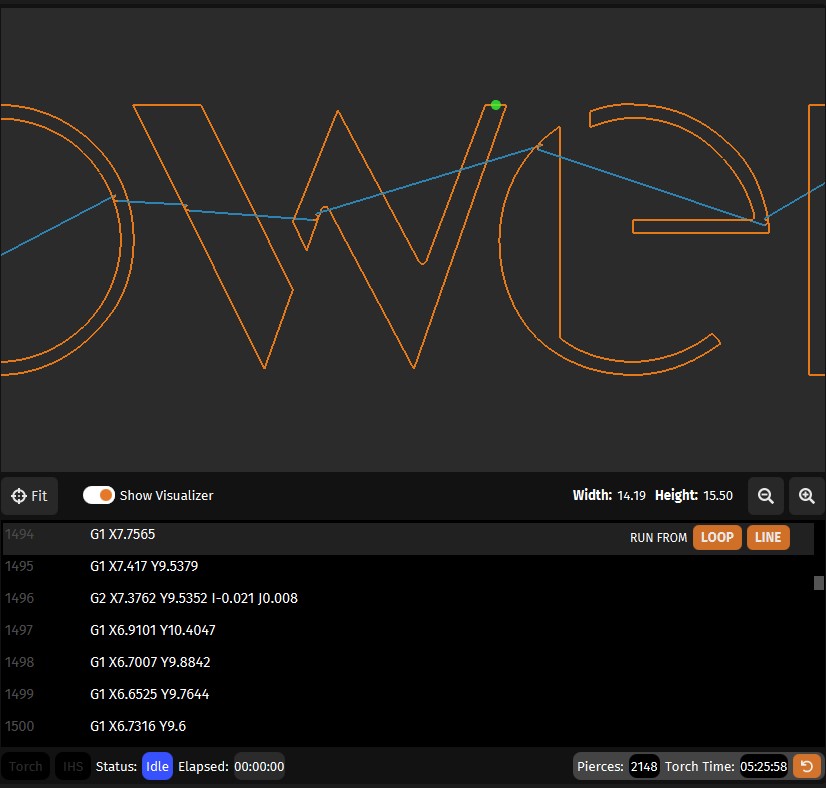
Select the line you want it to start cutting at in the visualizer.
Once you’ve selected it and you can see it highlighted you’ll be given two options in the corresponding G-Code below which the program should redirect to once you’ve highlighted the line in the visualizer.
The two options will be run from line and run from loop.
“Run from loop” will start at the last Pierce entry from your selection in the original G-Code. Encompassing that whole inner or outer cut from the original programming.
“Run from line” it will write in and start a new Pierce location at the beginning of the highlighted line.
If I go up to the shop later I’ll try to screenshot from fire control.
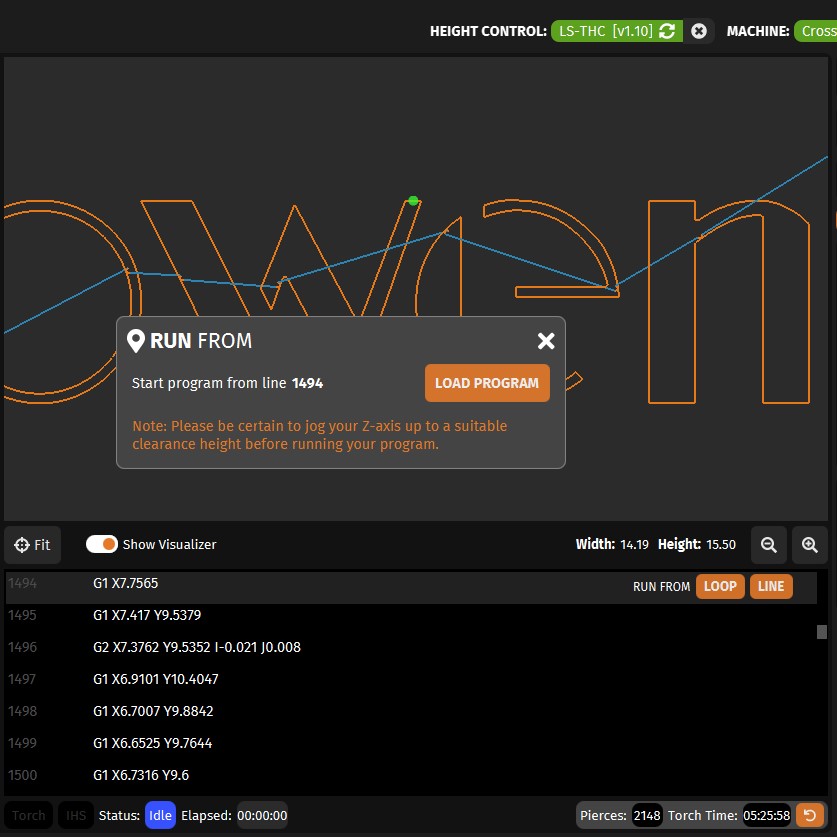
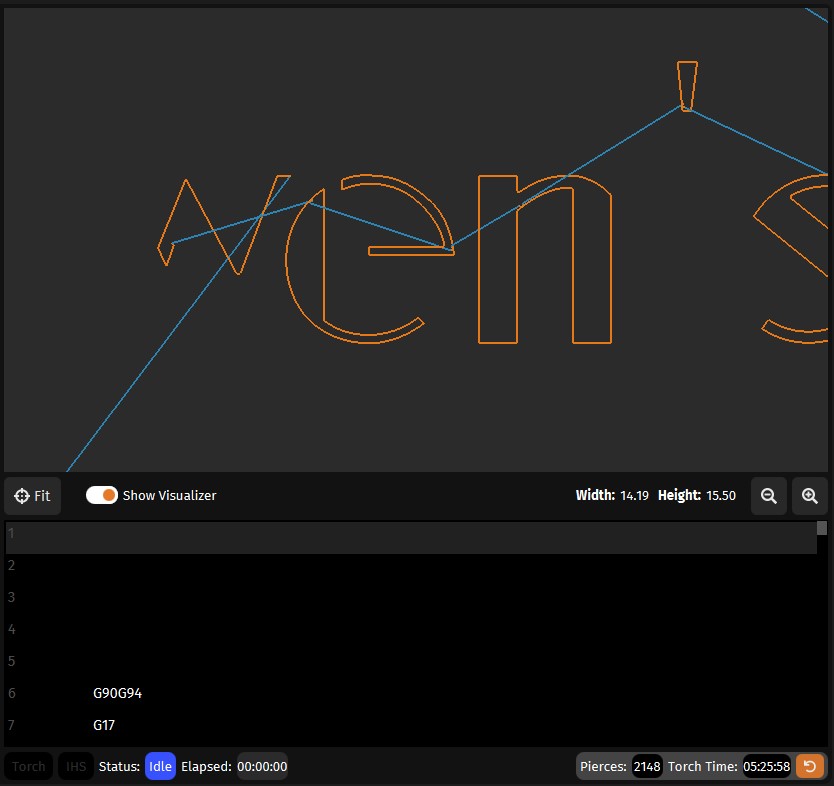
Here is an example with screen shots.

in this example it stops cutting for some reason.
you repair the problem and need to pickup where it stopped cutting.
here that is the top right of the W.
We select that area and are given 2 options below as it jumps to that line of code. (Line 1494 in this case)
SELECTING LOOP will load a new program from the last pierce.
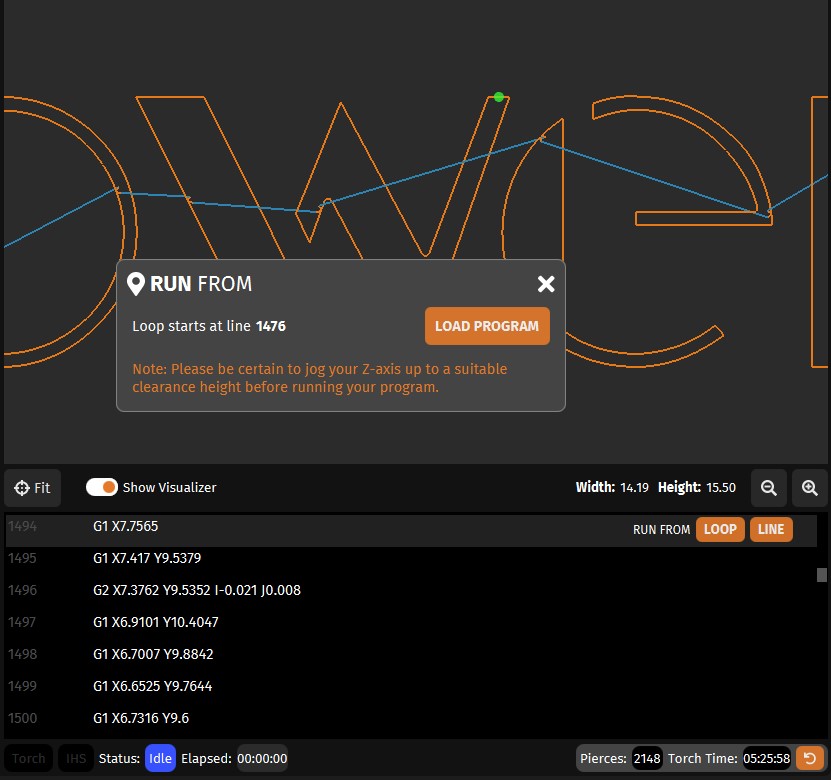
SELECTING LINE will load a new program from that line which will include a new Pierce location
awesome reply…well documented!!
problem i keep having is itll lose arc mid way through a cut i can locate where it stopped i “run from line” but it just acts as a dry run i cant actually get it to re pierce and cut ultimately just leading to serious amounts of waste. not sure why i keep losing arc but from what i can tell the pierce height alters whether from the torch or from low spots on my water table almost acting like the table has high and low spots. maybe the slats i have no idea its a very irritating problem.
Low on air?
The cut height alters?
Do you from any voltage registering in Firecontrol when you are not cutting?
Can you pass a THC test in Firecontrol?
Does yourz axis freely move up and down manually through Firecontrol?
Are you using smart or regular voltage?
Odd. This happens after regenerating a program?
passes all thc tests, i need to replace the mcb the circuit board this will be the 2nd time ive had to do that as well. z axis moves freely and normally through firecontrol. no voltage registering when not cutting that i know of. and yes the cut height alters almost like it starts to lift randomly through a program. you can see and hear the difference in arc gap. my air doesnt ever show its low and i have my compressor set to kick on at 120 so that it never goes below 100, i also pause the program to let the compressor fill up to avoid the possibility of voltage drop or something of that nature. im running a husky 80 gallon 2 stage air compressor. most cuts will work fine with thc disabled as far as it wont lift anymore. my vim module test show that it is good and working as it should. and to top it off when it loses arc i can never NEVER start at a specific line in a program itll generate as it should but it just acts as a dry run and it never strikes ark until the next loop in the program. im really at a loss with this thing it almost never works proper and theres gotta be something im missing
Please share the g-code file. And, show us the design and mark where the cut has stopped.
Here are a couple reasons that the cut might stop:
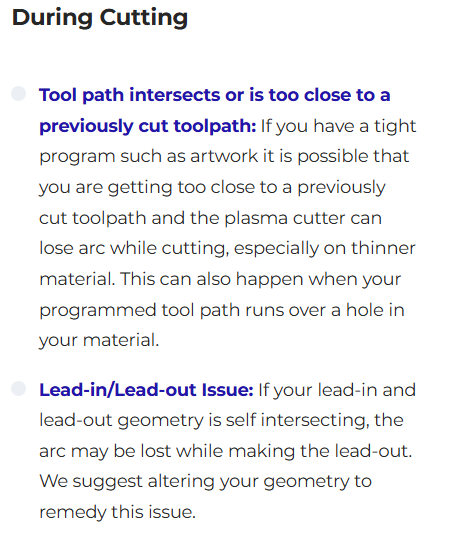
If you are using THC, here are a few settings to adjust to limit the movement of torch:

Another thing to verify: Check your work lead and clamps for corrosion or broken wire. It could be in the connection inside your cutter or the actual clamp. If you frequently clamp with the wire in the water bed, you could have corrosion in the cable as water migrates in between the wire coating.
EMI could be interfering with the cut: Make sure there torch, work lead, USB cable and THC cables are separated. If you are stepping over one of these cables while the program is running, that could have some influence on the situation.
BTW: You are doing a nice job of trying to answer all of Tin’s questions. I suspect you are replying from your phone due to the lack of paragraph separation in your replies. It is a little difficult to follow your answers on that last post. Probably my issue as my mind wonders.
Knowing the material thickness and voltage numbers while cutting will help.