@ds690 thank you for checking out if this was possible with your tool. I will take your recommendation on how to get this done and will likely pick up that Harbor Freight brake to get something to start with.
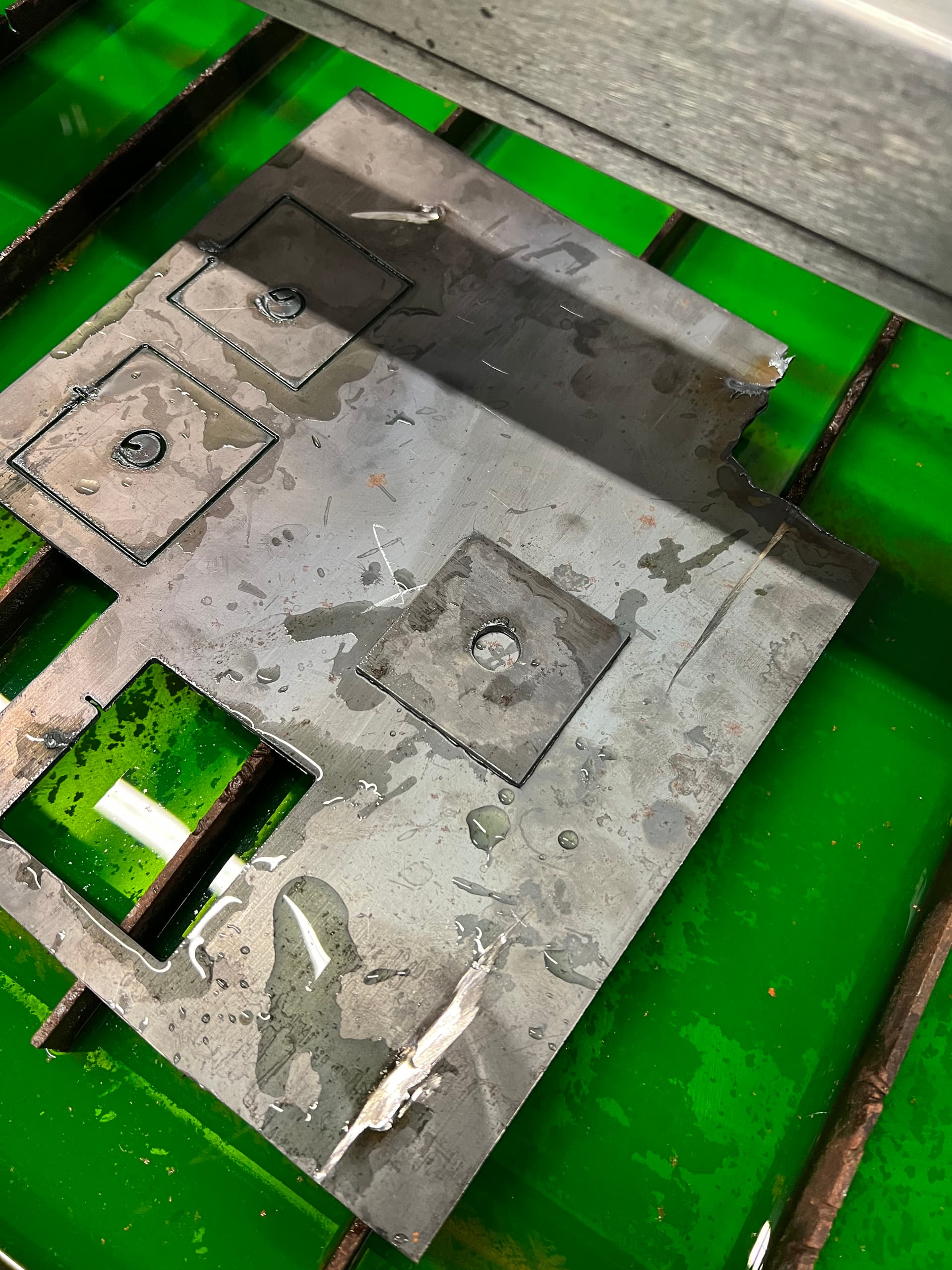
As for testing the machine, Saturday evening I finally had everything dialed in - correct electrical setup, airline ready, cutter/table/computer all functioning correctly. It was now time to cut something. I went with a piece of 14GA scrap that I picked up locally - have some varying sizes to play with but this was the thinnest (easiest to start with) - and hit go on FireControl. Of course, before I did this, I made sure that the connections were all correct. Did the dry run in FireControl - worked. Did the THC test in FireControl - did not work - realized I needed to adjust my psi - adjusted and worked flawlessly. Then hit “RUN”. For about 5 seconds, I watched the most underwhelmingly satisfying cut take place. The system worked exactly as it should with no surprises and almost gave me a “that’s it?!” feeling. This seemed to be a result of all the due diligence up to now making sure everything was correct before finally testing a piece. The outside edge was smooth as butter but I did notice I did not penetrate the entire circumference of the 1/2" hole in the middle and made some adjustments to my lead-in radius, lead-in distance and pierce clearance. At this point, I played around with the system in Fusion360 to see what it would allow as my first correction would not register the inner circle cut. I then played a little guess and check seeing which settings would make the test pass then pushed to the upper constraints of the settings to get as much gap from the pierce to cut to avoid spatter and get a good clean cut.
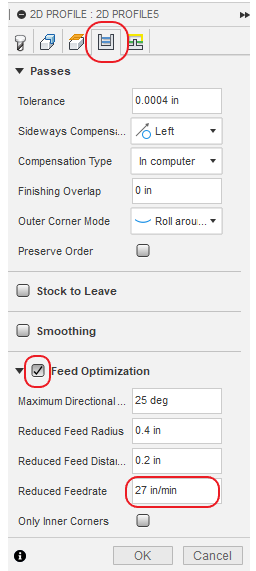
Originally:
lead in radius: 0
lead in distance: .15
pierce clearance: .006
Adjusted:
lead in radius: .01
lead in distance: .12
pierce clearance: 0
I was able to notice the points made above physically after that first go seeing that curving into the cut flowed a bit better and also realized that to some extent, there is a guessing game to fine tuning the settings based on what fusion360 will allow to be cut. When I went to these settings, it cut much better and the only imperfection I noticed was there was some slag on top of about a 1/4 of the inner hole and also there was some what of a bevel to the hole cut which I am going to try to correct both by turning up the amperage on the cutter. Speed, PSI, and amperage were all pretty spot on however admittedly, I thought it was 16GA at the time of cutting so I was off by a couple Amps on the cut. Turning it up should get the cut all the way through and hopefully improve the cut further.
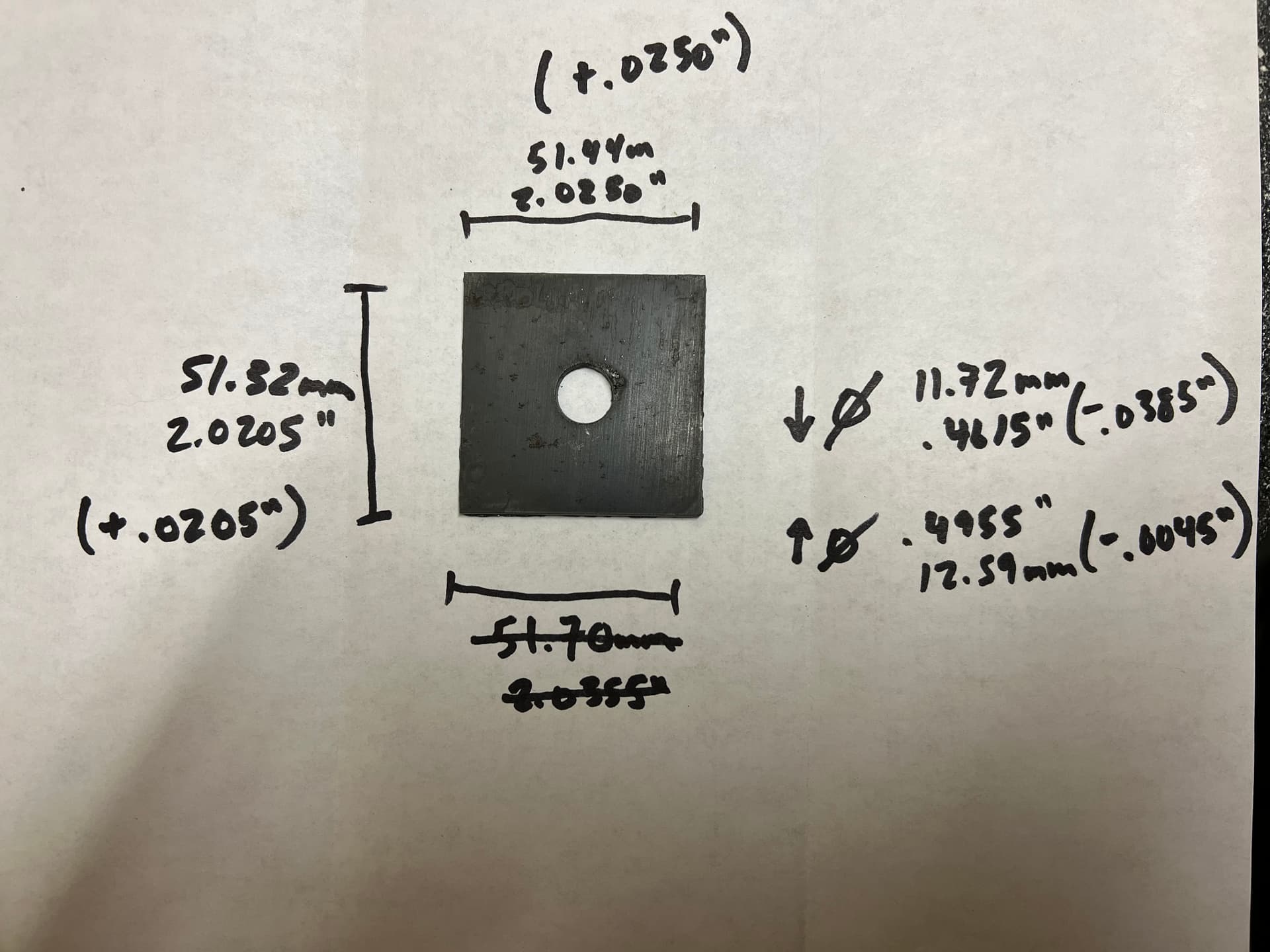
Alas, I need to play with my Kerf width now. I took some measurements of the cut compared to the target dimensions:
Once I get the kerf dialed in and proceed with the same cut settings with the correct amperage, I think I will be on the money.
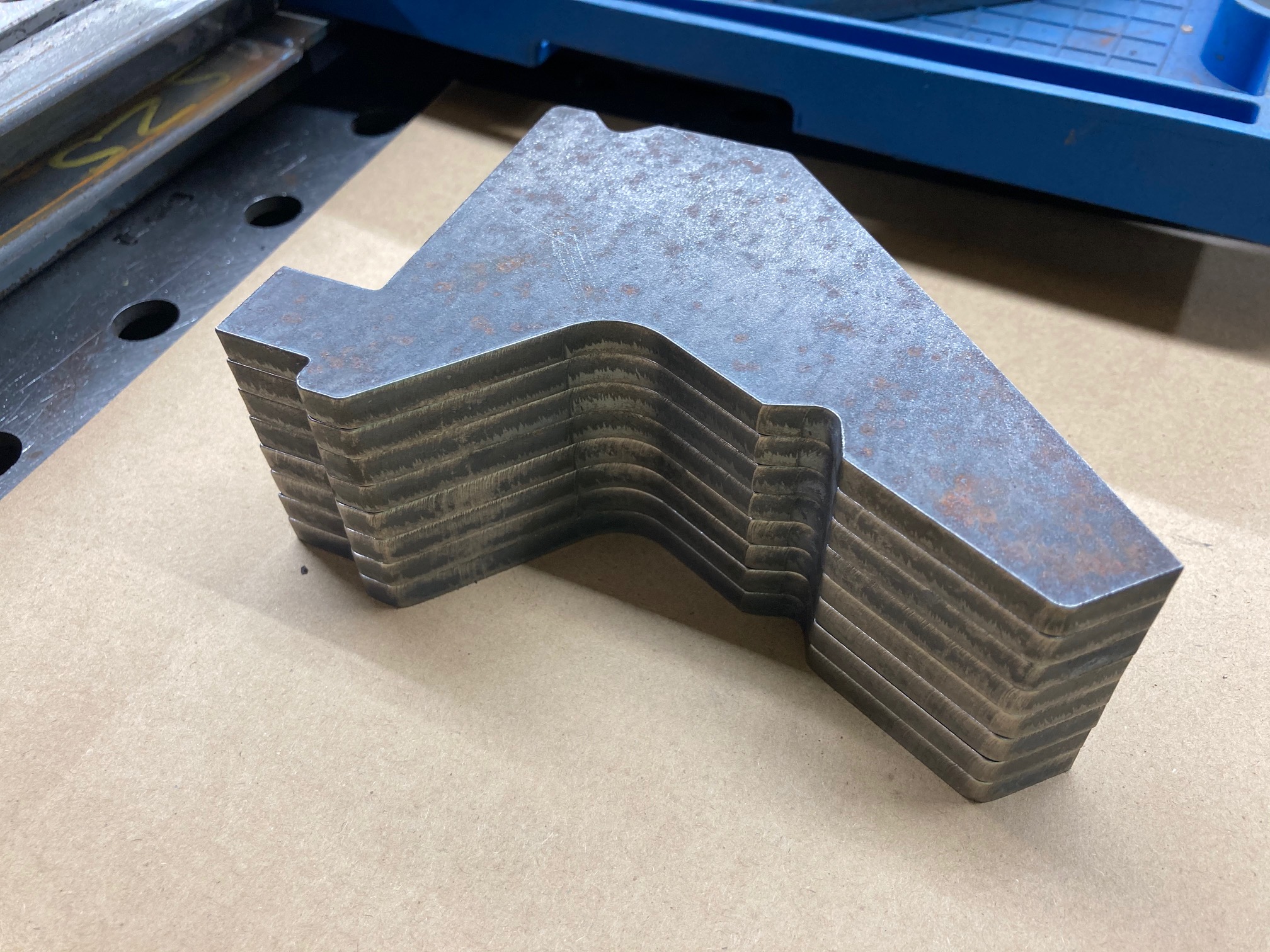
Here are the shots of the raw material with the various trials - 2 at original setting. 2 at updated setting (1st attempt at 2nd setting there was a bend on the metal so the tip contact the piece and messed it up - beginner mistake):
Also of note: extremely little smoke on these runs. Imagine this will increase on bigger pieces but the airflow was more than enough here.
I really appreciate all the support and guidance here up to now and as I’m sure all of you have been in a similar situation at some point in the past, seeing all the hard work and investment over the last several weeks pay off was a VERY proud moment.