Hey Folks, I recently purchased the Langmuir Crossfire Pro and have spent the last month or so setting up the complete assembly. I had limited knowledge on the system going into the purchase but thanks to this forum and several of the members, I have been able to learn a great deal about what is needed to run the Crossfire Pro and some good practices. I will be using the Primeweld CUT60 Plasma Cutter along with a 60Gal Husky Compressor and have intentions of working between 1/8" to 1/2" mild steel as well as playing with some aluminum at some point down the road.
What I have done so far:
-Purchased plasma cutter a few months ago anticipating purchasing a table
-Purchased the Crossfire Pro (found a gently used one on Facebook Marketplace that had already been assembled and the previous owner had gone up to the XR [that is one good looking table])
-I was fortunate that the previous owner was very willing to guide me through the basics of using the crossfire pro and the FireControl software. I was able to retain some of what he said for the future but there is still some learning curve left to travel.
-Realized that I needed a LOT more air than I currently had
-Purchased the Husky 60Gal Compressor. Was wanting to cut a corner and try to make a 30gal work but bit the bullet as it became very apparent the importance of appropriate air for the system and in the long run, having the bigger compressor would be beneficial. Buy once!
-Realized that a simple hose connection from the compressor to the plasma cutter would not suffice
-Purchased the RapidAir MaxLine 3/4 hose kit, a filter/regluator combo, several additional fittings/valves - saw several youtube videos of this setup used in different ways and felt confident this would work for my application.
-Got the compressor hardwired into 220V.
-Got the air line system installed - shut off valve immediately out of the tank to one of the drain stations on the rapidair system. Routed the hose up to and around the ceiling. Plugged in a T Joint. Down the first leg I inserted the regulator/filter combo then into the 2nd rapidair station. This leg will be for the crossfire pro. Down the second leg, I continued along the ceiling to the far corner of the room, down the wall, and into the 3rd rapidair station. I will use this leg for general tire inflation or possibly air tools in the future but may need to further modify at that point. Oil/lubricant/still need to do some figuring if so.
Also replaced the drain plug at the bottom of the compressor with a brass 45 and a hose bibb for easier draining. Found that the original drain was not super easy to access and also got clogged at one point during pressure testing. Tried to repair then got a leak and said screw it.
-Ran several air system leak/pressure tests to assure I wasn’t losing too much air. Took about 3 tries to get everything sealed to a reasonable point. I still have some minor leaks in a couple spots after doing soapy water tests but am holding 125psi in the air system pretty steadily for about 2 hours now with negligible loss. For my hobbyist use, I think that will work good enough to get things going.
-Water leak tested the table multiple times. The previous owner added a hose bibb and hose to one half of the table. It works good enough for now but draining the other side of the table takes a little extra effort as the drain on that side is still plugged and the lip where the two pans join in the middle still remains. He used the provided sealant to seal the two pans together from the bottom and had also used the sealant to join the pans to the table. Not bolts/screws used for pan to table mount
Would be nice to know what kind of sealant that was as I have not found the specific brand/type anywhere online up to now
He noted that there were some leaks from the upper section of the right pan. I found that this was happening at the outer most and second outer most bolt holes in the pan. I went ahead with removing all of the sealant between the pans and the table and went to using 1/4" self tapping screws and washers. Had some laying around so got them installed only to find after 24 hours these were not stainless steel and 2-3 had completely rusted the head off the screws. Got some stainless steel 1/4" screws and washers and reinstalled these along with some 3M Fire Barrier Sealant. Saw a few different options used and my thought process was that this should hold off water and additionally will expand when heated rather than risking losing its grip when heated like some other options had. Did this all last night and will be water leak testing again later today.
-Made a simple circle sign design on fusion 360, input the GCode into FireControl and did a dry run without the plasma cutter attached to test the x and y axis travel. x axis has a little vibration at one point so will hopefully get this ironed out. Other than that, it ran smoothly.
-Clamped the torch to the z axis and did several clockwise AND counterclockwise laps around the table assuring the wires would not get too close at any point during cutting. I am now at 4-6 inches above the work piece minimum to the wire at any point on the table to prevent burning the wires or snagging them on a sharp edge.
-Spoke to Primeweld about a use chart. They provide a decent reference guide in their manual but was curious on the Kerf Width and the Nozzle Diameter. Found out that the Primeweld Cut60 comes with the 1.1 nozzle and they recommend doing a 6" cut to dial in the kerf width. whatever the width of the line is, that’s the kerf width. Also saw on here that doing a 2"x2" square cut and then measuring length/width of the box will help correct variance of the Kerf width given the nozzle and sheet metal thickness used. Still need to dial this in but at least have a gameplan there.
-Because I want to do 1/8" and 3/8" steel and this is not on Primeweld’s chart, I put the given thickness recommendations into a spreasheet, graphed the lines out of the known options and then estimated what those amperage/psi/ipm values need to be. Will test these out but at least have a starting point.
-I also ordered some PlasmaGreen 9010 to use in the water to minimize draining/cleaning needed. Should be here in the next few days.
Now that we’re up to date, I will be coming back with some updates on getting the system going and experiment with different settings. Hopefully I can learn quickly to minimize the material costs once I start cutting things out. I am just getting started on the journey so I am sure some of this is practical to several users but maybe this will help some newcomers to the group and my thoughts and answers to questions can be beneficial as time goes on.
My first question to the experienced users:
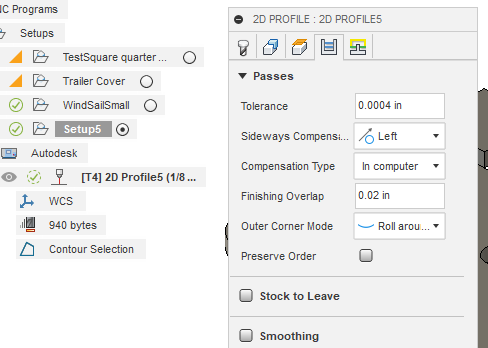
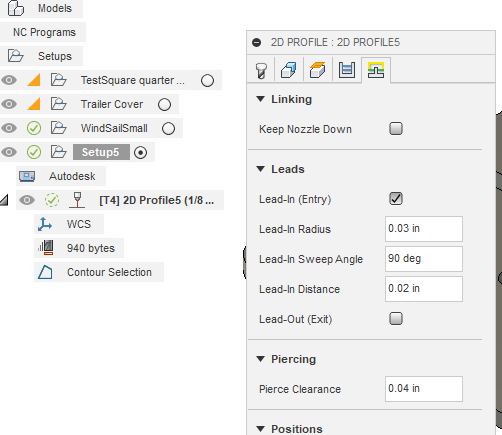
Assume I want to make a 4"x2" bracket with a 1/2" hole in the middle. Both the perimeter and the hole diameter are critical dimensions. From what I have seen, you can cut through the center lines, on the outside of the center lines, or on the inside of the center lines. For the perimeter, I would probably want to cut on the outside. For the hole, I would want to cut on the inside. Is there a setting in Fusion 360 that can assure both inner and outer critical dimensions are held or do you have to pick one?
Would love to learn more technical strategies for getting optimal cuts.
Thank you guys!