I didn’t need to see a video to know that spindle was a piece of junk. I came across them 3 months ago and read the Q & A. There’s good reason why I didn’t share a link until now.
https://www.aliexpress.us/item/3256805422237158.html?spm=a2g0o.productlist#nav-specification
Q: What is the top speed? How much power?
A: 5000rpm, this product is a non-powered tool change spindle without a motor, so the power is determined according to the motor you have equipped.
Q: What kind of bearings are used? What is the number of bearings?
A; 5 deep groove ball bearings are used.
Q: Cylinder model? How much pulling force?
A: ROANY SDA 80*10, 0.8 air pressure, broaching force is 300 kg.
Q: How about the machining accuracy?
A: The shaft is heat-treated with ultra-high hardness and fully ground, and the inner taper runout of the main shaft is 0.02~0.05mm. Under normal circumstances, 0.02mm, perfectionists place orders cautiously, after all, the price is already very low.
Q: What type of handle is used? Handle stud model?
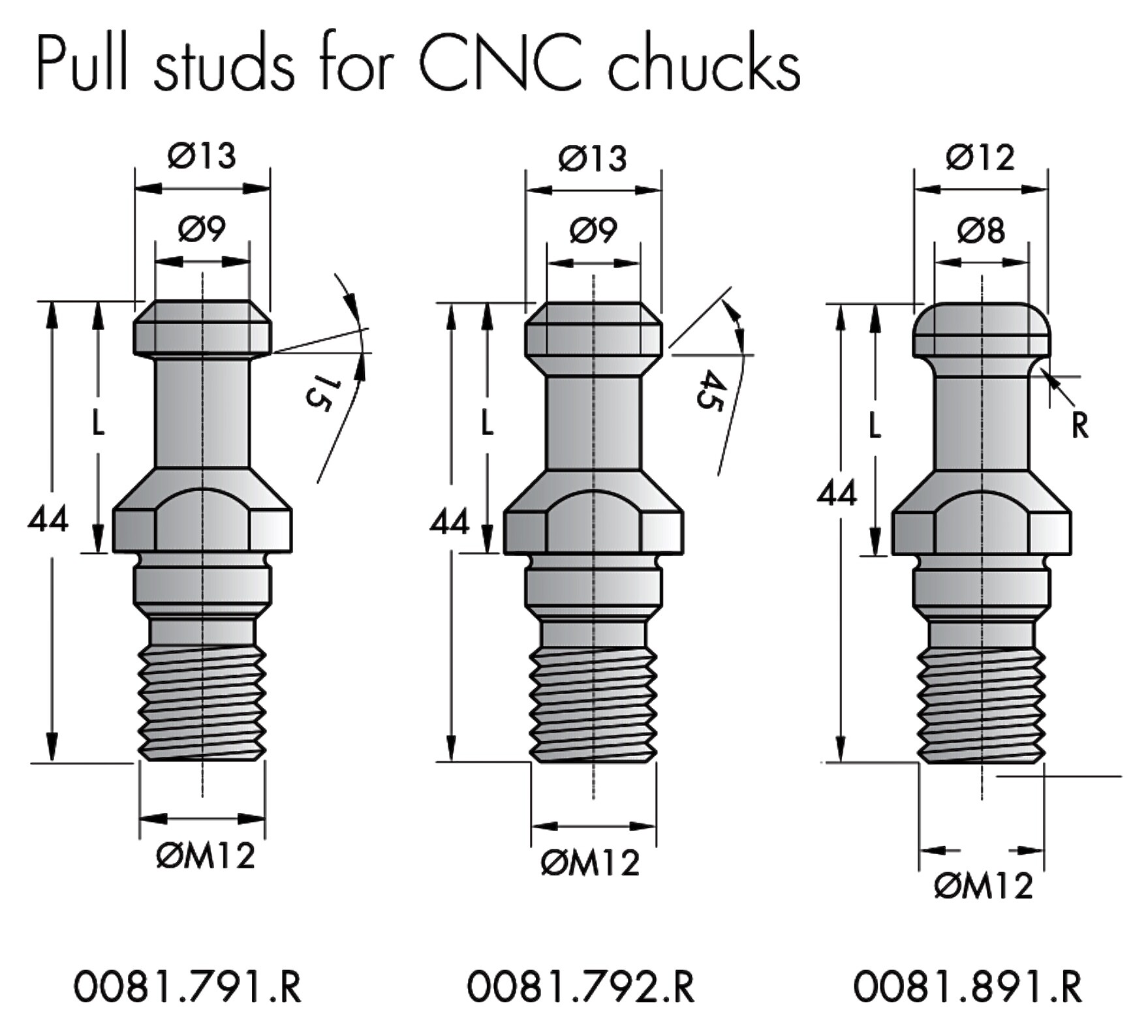
A: BT30ER20 tool holder, without ER collet, pull stud model BT30-45°.
———————————————————————————
No clue as to how powerful of a motor it can handle. Deep groove bearings (not angular contact) of unknown material, tolerance, and size with 5K top speed. Taper runout stated 20-50 microns, so what did he expect? Pull force Q wasn’t answered but based on the spring stack it’s probably the same or less than the Samurai 120 which is #225 I think.
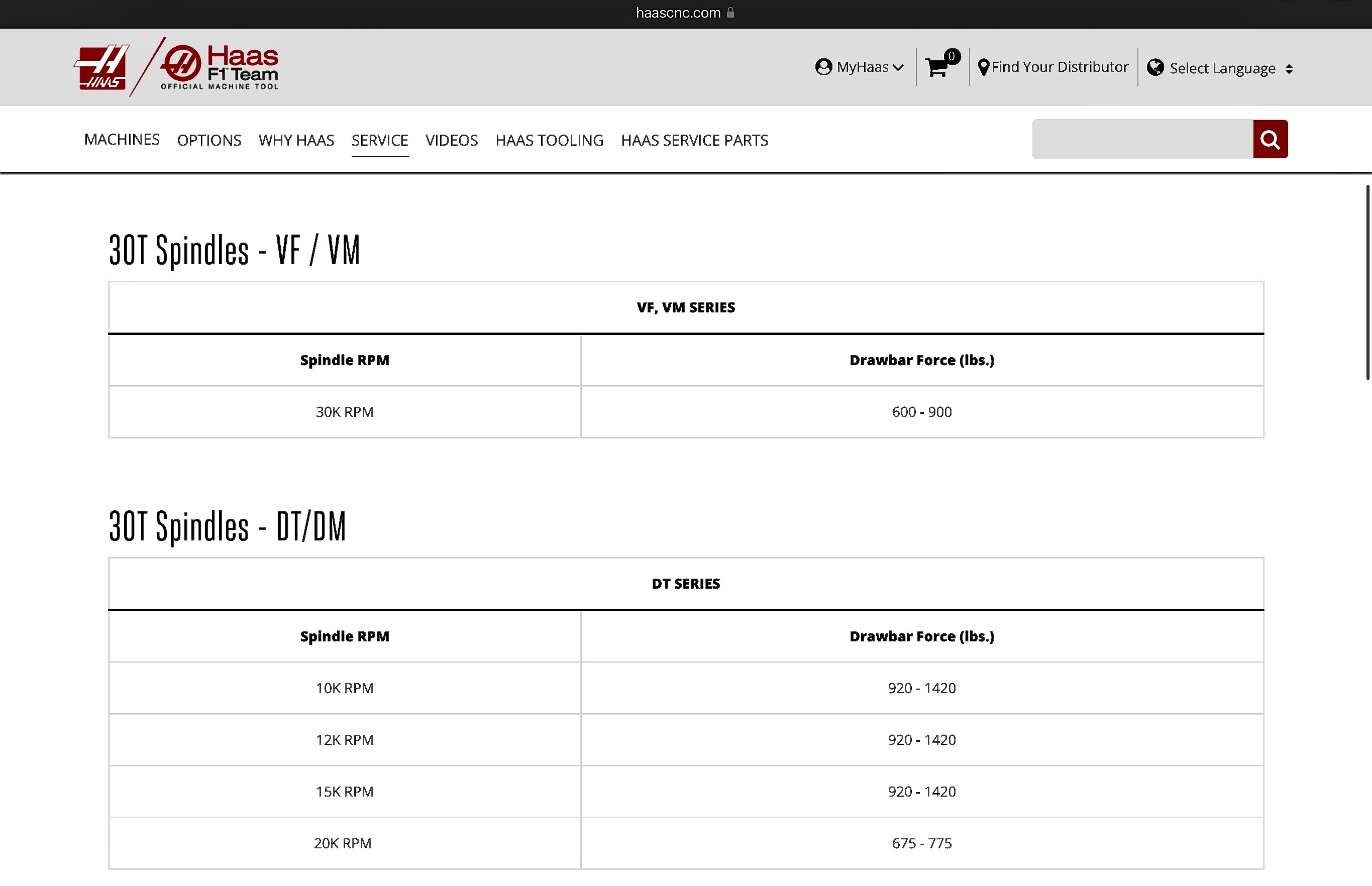
A 30 taper needs #920-1420.
The problem with these much higher spring rates is you would destroy the spindle bearings using a pneumatic cylinder to compress them. You need something similar to a floating piston caliper used for car brake rotors to compress from both ends of the springs so you don’t transmit excessive loads to the shaft. Which is how Tormach does it and they use (16) 40mm dia. Belleville washers to get adequate drawbar force.
That poor guy in the video has no idea how to grind a taper but even if he sent it to the same guys GlockCNC uses and gets a $900 secondary grind “for 0.0001 TIR or less”, the spindle bearing tolerances simply aren’t there to make that happen.
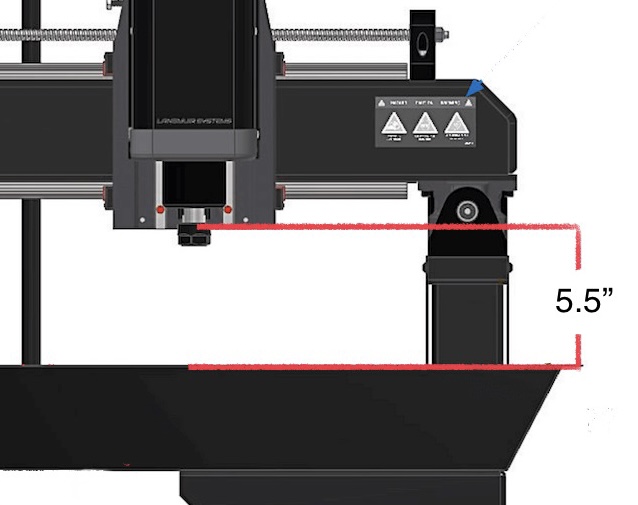
If I were to guess which spindle, you probably ordered the FM with the wider mounting flange. The MR-1 plate was a pain to remove. All the screws were excessively torqued to the point where I thought the Allen wrench or the screw would snap off before they broke free. Finally got it all apart and can send images of both sides of the plate if it would be any help.
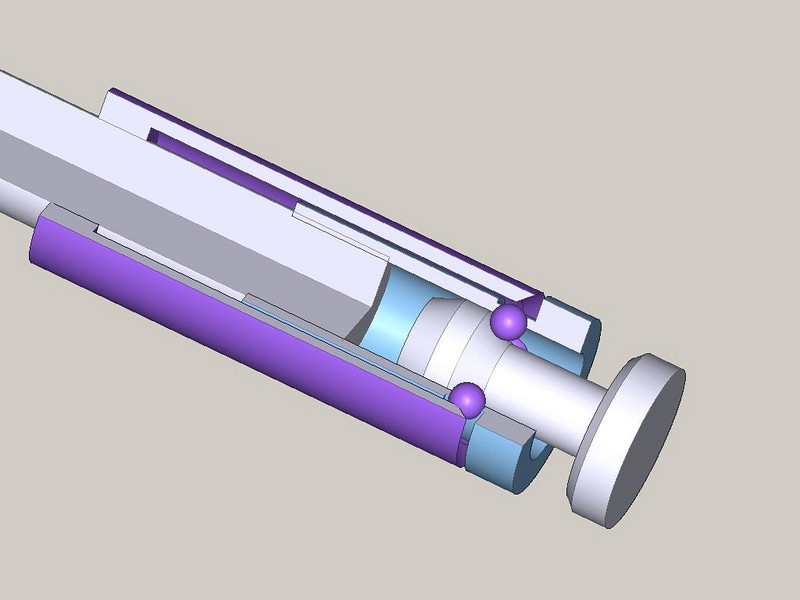
Also if the ISO tool holder is from Amazon like mine, it probably has the pull stud with a 3mm radius. They have to be compatible with the spindle’s stud puller whether it’s a 15/45/90 degree gripper or the ball type.
When designing a rack, are you considering one that is fixed or something that will move into place. We’ve seen examples of both in this thread.