Here is a guide to troubleshooting binding issues on the backgauge. If you go through the guide and find that the R1 motor is failing (like from something like a cut wire), then shoot me a message at support@langmuirsystems.com and I will ship you out a new one.
We switched R1 and R2 connections on the back panel to test that the motor drive current was set correctly. It is, R1 continues to stall. Our next step is to pull off the stage and check the motor, nut and bearings.
Our machine landed today and it seems its two magnets per mount for the cylinder covers our lower right was busted both sides of the magnets and seems difficult to access. No damage to carton. It’s my son’s machine and he also noticed no end stops on the front material guide rails . If its loose and assistant gets sloppy that will come off the rails, so we need to fab end stops. We are in the initial phases of assy… Ken in NC
Now missing 4 Stepper motor couplers from bag 18 for the back stops. We will likely need to send a list of bits needing to be replaced or supplied , As we cannot assemble the machine, I would suggest a checklist for as shipped items for accountability internally for, shipping Ken in NC .
As a senior machine designer, locking two parallel shafts or ball screws is not deal unless the mounting points are machined or at least one side reference. The alternate is let one side float as you have done and not discussed in assy instructions . I guess "Bob is our go to guy?
We needed to remove all the paint paint on 2 sides of both of the front stock vertical guide sq. tubes so they would slide up and down. So now the mild steel can/ will rust… Very similar to the 4x8 XR round Y axis guide tubes no warranty on finish…
My partner, mechanical designer, looked at the 25T backgauge and commented, “this design is heavily over constrained.” I’ll say that the motor torque and lead screw advantage invites tweaking the crap out the backgauge if a stall occurs. Particularly at rapid feed rates
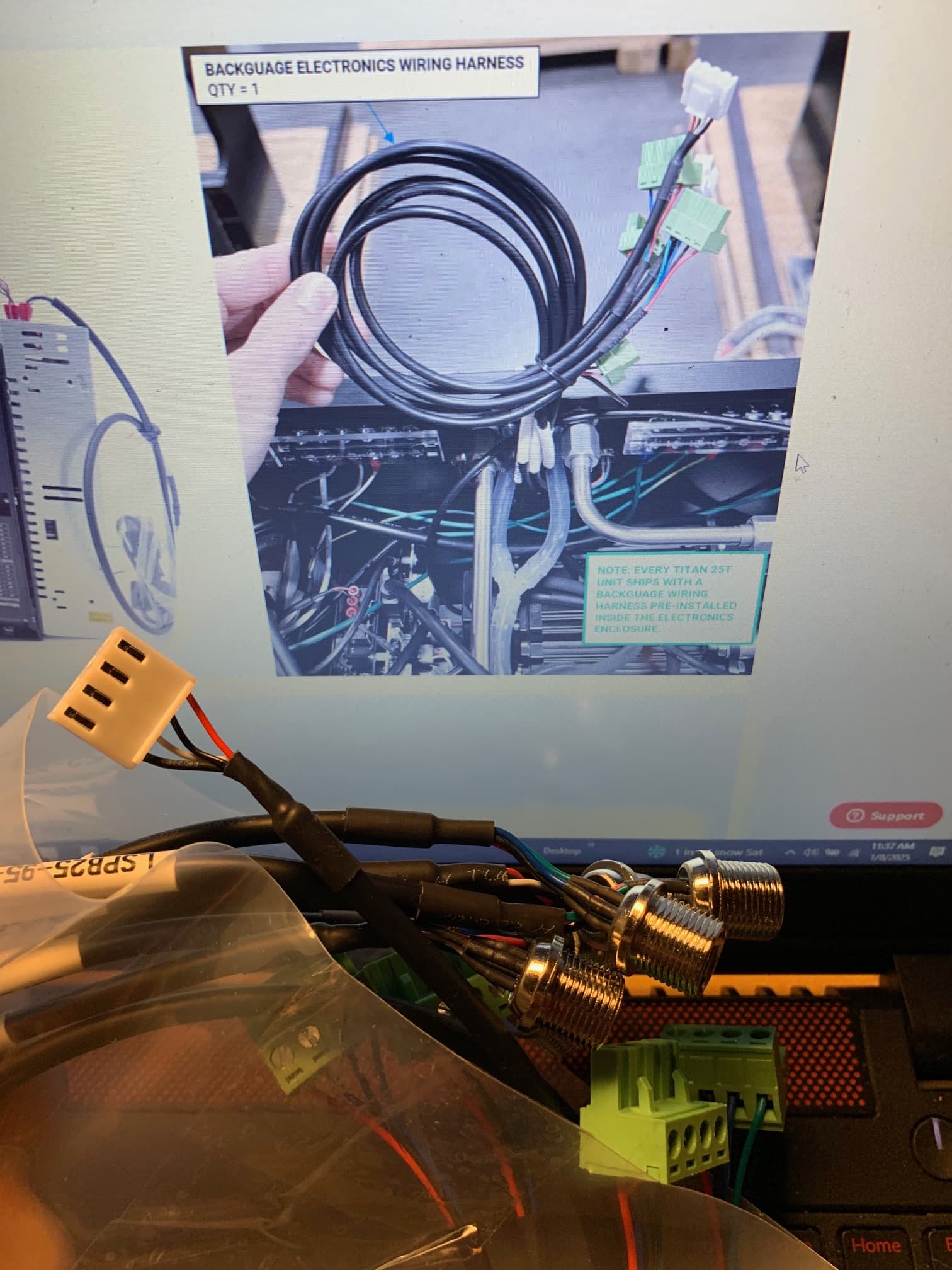
Looking deeper in the instructions we see we are missing all 6 of the back stop cable bulkhead lock down washers and nuts . Instructions state that the cables are preinstalled on all units Our cables came in a bag no lock down hardware. I think we need to go through all of these instructions so we don’t need multi[pal shipments for missing items. We waited so long for the machine and now need to wait for missing parts to be sent.
double check the X and R stepper motor wiring. One of X’s had a phase swapped, so jogging one went in, the other out. Tweaked the backgauge, the sliders, mounts etc. Not good.
Talked to Sam in Titan Support he stated the 6 back stop cables were were suppose to be installed and will be shipping lock nuts washers, the missing motor couplings and bag 22.
This ORG seems to missing a sign off check list, and likely needs an internal shop stand down to help take the load off the support team. Additionally we bought a full length of dies for this machine upper and lower and some are missing - no packing slip on what was shipped. They do have digital record on their end, when we called. Seems like 3-4 months out on the missing die sections. back ordered 1" goose neck upper, Upper 6" V, 8" lower multi X lower shoe. Ken.
I also didn’t receive a packing slip . Only received a couple pieces of tooling. I cant bend anything until I receive the tooling. I seen someone posted a couple days ago they received the 4way holders . I haven’t received any nor the 4way dies. If I just had the 4way holders and 4way dies I use my machine until the rest of the tooling arrives.
There’s a supply chain breakdown here. I’ve primarily worked for small companies and there’s so many little things to coordinate for smooth running. Most of the time it’s utter chaos.
Trying to hire actual workers instead of paycheck collectors is a serious problem, looking at the video assembly line they posted on YT, it looks like a lot of first job high school kids making crates, plugging in wires etc vs skilled technicians.