Wanted to see if there are any success stories out there with the PRO. Im talking atleast 15hrs of cutting a week.
Iv unfortunately have had problems since day one. Its a new issue constantly and yesterday I was so fed up I had to use my crossfire. New issues are Z axis related, consumable life is half of what I used to get. Settings are spot on with hypertherm.
I’v been on other threads with troubleshooting. Im just curious to get some honest feedback from guys really putting in cut time. Lots of things I like about this machine but man I just can’t deal with it much longer.
Thanks guys, was just hoping to get some honest feedback from guys really using this machine alot.
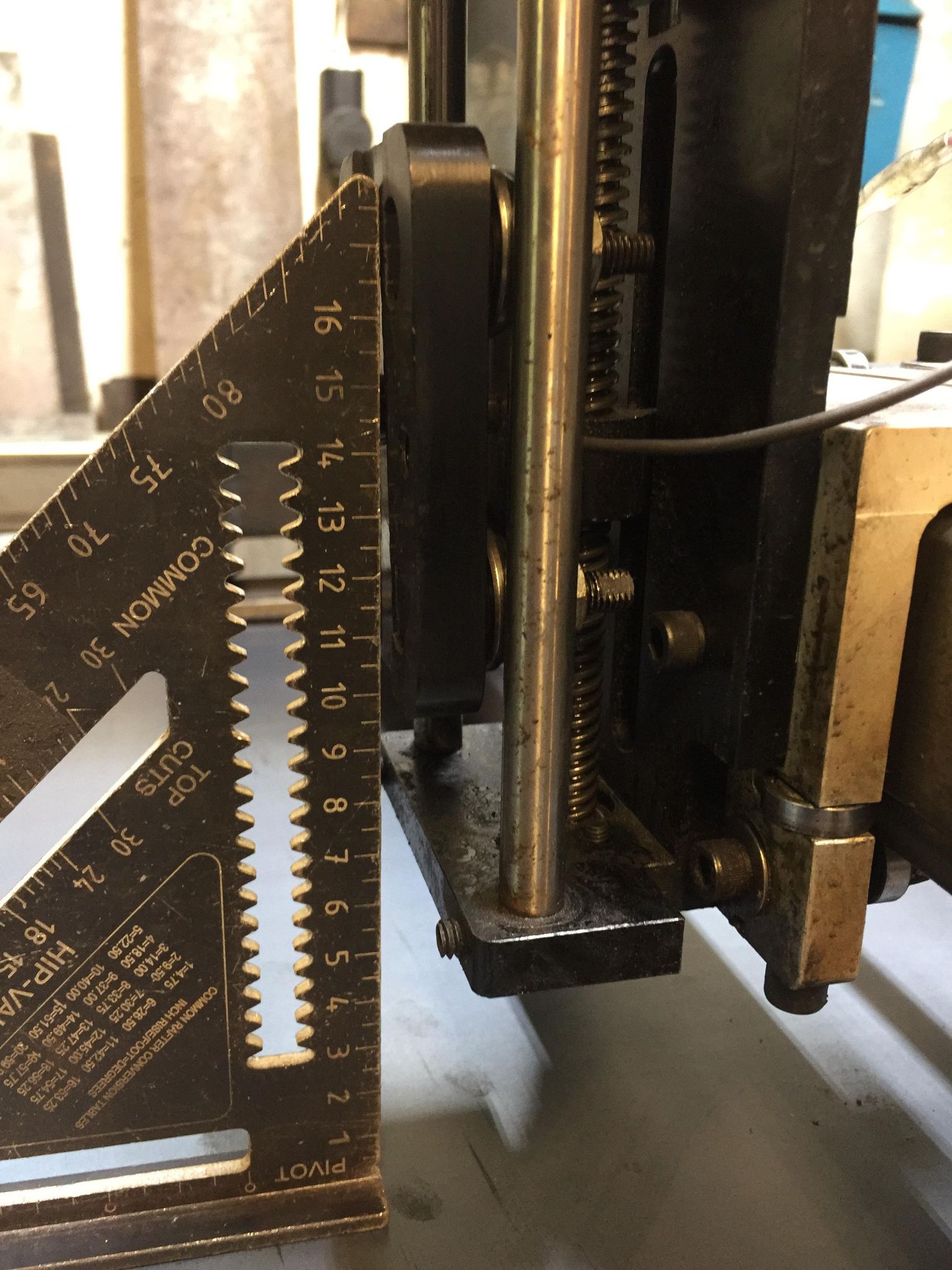
My Z axis has play in it when I push on the torch. every time I try to tighten up the bearings it just doesn’t seem to help, that setup is a bit annoying to work with. when I was cycling my Z up and down it was skipping very hard toward bottom of the travel. So I checked the bearings it felt like it was grinding or hanging up. So I cleaned everything, oiled up the lead screw and reset the bearings. Had it ok for a bit. Iv been getting pretty bad bevels and inconsistent cut quality, and way less consumable life. (Iv talked to HYP tech support so many times with the 45 and now my 65 with misfires) but I keep track of how many sheets I cut and when I change consumables and I’m talking drastic difference. Unless I have a bad batch of electrodes ( I buy only OEM hypertherm) See pics of tip and electrode that were fairly new but kept misfiring. I change desiccant 1-2 times a day.
So I decided to remove my machine torch holder, and try the stock holder, which is what I’v used on my old crossfire with machine torch and have had good success. Well with some very new consumables I noticed some strange sounding cuts, bad bevels and then all the sudden blew up tip. I honestly have never ruined a tip like this in almost 2 years of cutting with hypertherms. So I don’t know what really happened. But after that see pic of metal as it gave out. I gave up for the day. I spent more time trying to get Z axis cycling smoothly than I did cutting. So I don’t know if the THC messed up or not with this.
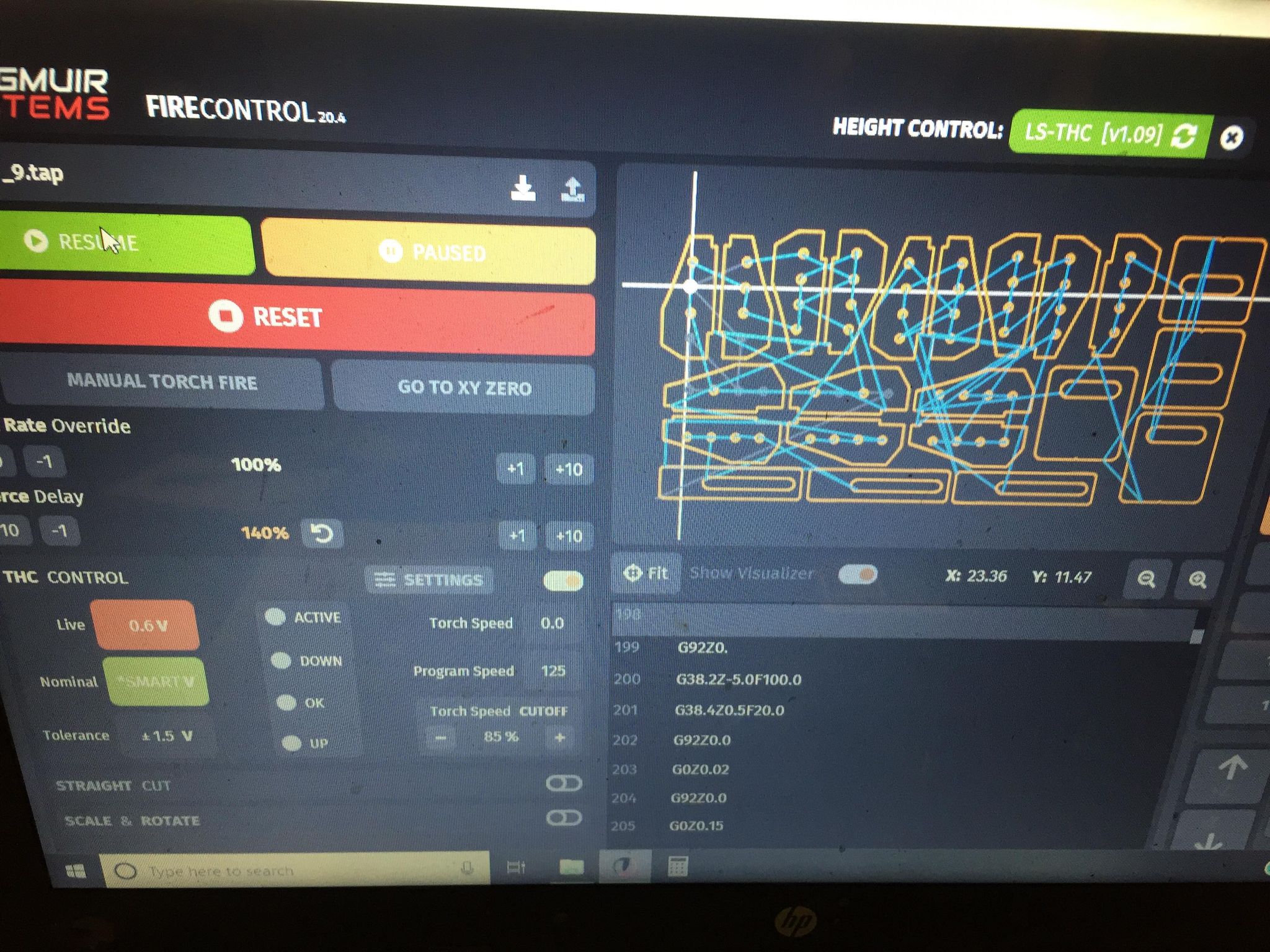
One other thing that has happened is during a misfire sometimes FC senses it and pauses the program and run from here is easy. Other time FC doesn’t sense it and I have to manually pause the cutting and do a run from here.
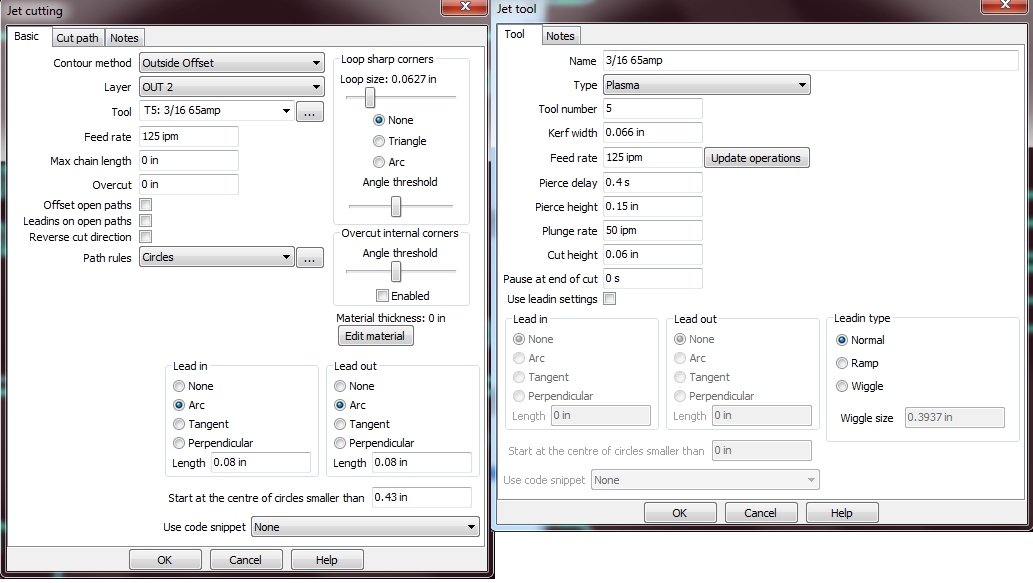
In the pic of the table you’ll see two 2x2 sheets. On these sheets is actually 4 different files. Each run is about 8 min cut time. I cut 3/16 at 64 amps 130 IMP, pierce delay calls for .2 but I have to bump that up. Plunge rate 50imp and .15 pierce height and .06 cut height per manual.
Here is a pic of an almost brand new tip that blew out on the part above. I don’t recall ever having this happen in almost 2 years of cutting, esp with new consumables. Perhaps a fluke I dunno. Im not sure if the Z axis was acting up or not, but this just added to one of the worse days of cutting I had in a while. So Im heading back to my shop today to try and sort it out again. Making videos is tuff bc my phone camera glitches, I have a go pro but the files are huge. Ill see if I can get some time to try and upload something.
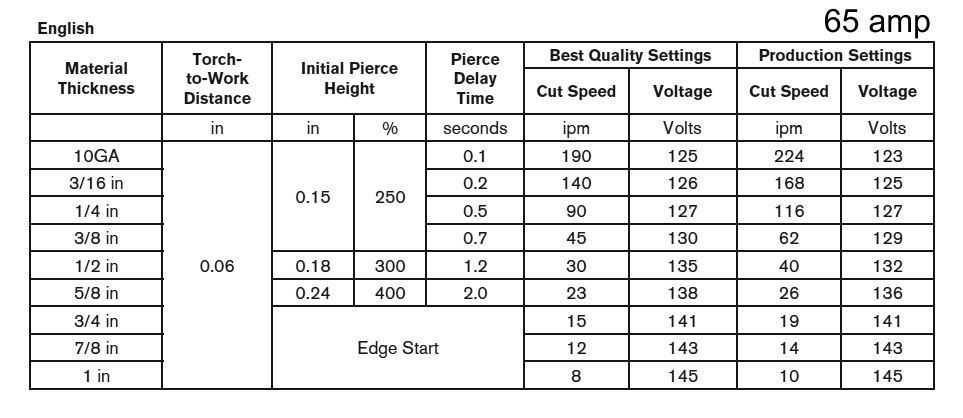
Here are my cut settings and HYP sheet. Im off on pierce delay and cut speed I know, but I bump them up in FC. If I pierce at .2 seconds that they suggest I can tell its not enough. For cut speed I bump that up too. Iv been running the same parts for almost two years on the CF so I have a good feel for consumable life. I like to get about 30 sheets per set, toward the end of that I will get misfires. However I been getting them much more with the PRO and consumable life is shorter. I gotta be missing something. That is why I put this thread out there, to see how many guys are having consistent results and if maybe its just something on my end. I just bought the HYP 65 and this machine to up production as I have 2 full months of orders all the time. Right now its just stressful dealing with it.
Today was a much better day. took it very slow and tried and checked alot of things today. First would noticing how out of sq my Z axis for torch holder was. So took me a bit to fix that.
The cut specs I just posted above apparently aren’t correct. However I actually have files that I initially created that were .200 pierce and .08 cut. (what my book is calling for)
I wasn’t getting great results so I looked and found the above sheet, I said oh ok I was looking at wrong settings. So I changed all my files to the .15 pierce and .06 cut. Well today I tried both and honestly just seems better with the .06 cutting distance. Im using 63 amps with regular consumables.
Man I started with a hyp xp 30 and used it for not even a year and jumped to the 45xp. Used that for about a year and went to the 65. Will prolly add an 85 next year. Iv been having misfire issues for a long time. Im getting all new air filtration and trying to really eliminate that variable. With a set of the better consumables HYP makes I was getting about 3 sets of my products cut with almost no or little misfires using my original CF. Now with the PRO im getting maybe 1 set of my product with start of misfires. So I dunno what is going on but I tell ya what, I like Hyp but drives me crazy with misfires. They know about it, its back to back quick pierces that can cause it. When its cutting and working its amazing, but I rarely have that experience. Iv been cutting about 15hrs atleast a week for past 2 years almost. Iv gotten a ton of use outta my equipment. Jump up to a 45 and you’ll love it. I cut at 70ipm on the 45xp on 3/16. Heck I cut 1/4 right now at 85ipm with the 65xp.
@langmuir-daniel question on material setup and plunge rate. In sheetcam shoudl I be setting the material thickness in the setup? Also I have plunge rate set to 50ipm. Was just wondering if that would effect anything. Im not having good results with Hypertherms suggested pierce delays. I have to almost double them. The cut speeds are pretty spot on. My consumable life just seems to be shorter now, when in theory they should be better. Just wondering if there is something Im missing, perhaps on the initial pierce and plunge rate etc. I cut for 3hrs today, aside from misfires the machine worked great. I had FC freeze up on me the other day but other than that Im able to def pickup on some production time with it.
Hmmm. I dont think I’ve ever had a misfire. Anytime something has gone wrong it’s been my fault.
Does your live voltage when cutting come close to book specs? You may have ground interference from having your computer/laptop plugged in while cutting. Your live voltage numbers will be messed up and consumable life will be terrible. You’ll also see the torch cut super high off the material.
The z issues you described are identical to mine. It would bind when going down. It’s a pain to clean. I used qtips and gun cleaning tools to get it all squared away. The worse the failed cuts are the worse the debris is.
My plunge rate is at 60. And material thickness does not matter in sheetcam. As long as you check the box that the 0 is the top of the material, you’re good. Maybe you have something checked wrong there and it’s trying to cut way too high?
That is a known issue with the Pro and the way Hypertherm measure delays. Hypertherm starts the clock when the arc fires, Langmuir when the command is issued. Langmuir includes time for contact to close, arc to start. Here is their suggested method of finding the right value:
Was the torch firing at the time it froze? Have you removed the inductor?
If you are a little bit computer savay download OBS and capture the screen during each cut. This will allow you to replay what the THC is doing. Alternatively set your phone up to record the screen. Hopefully the new version of Firecontrol has THC logging, because it would really help diagnose situations like this.
are you cutting in a production manner? Im cutting atleast 10 sheets a day 12x24" and each sheet has about 100 pierces, lots of holes, and roughly 350 in of cut. I cut about 5 1/8 sheets and 5- 3/16 sheets, I also cut some 1/4". With new consumables I can usually go while with no misfires. Other day however I just made it past 10-11 sheets as stated above, soon as I got to 1/4" I had misfires. So this is about a 1/3 of the time sooner than when I start expecting them to happen. My consumables look fine and if you put in a hand torch will fire can cut great.
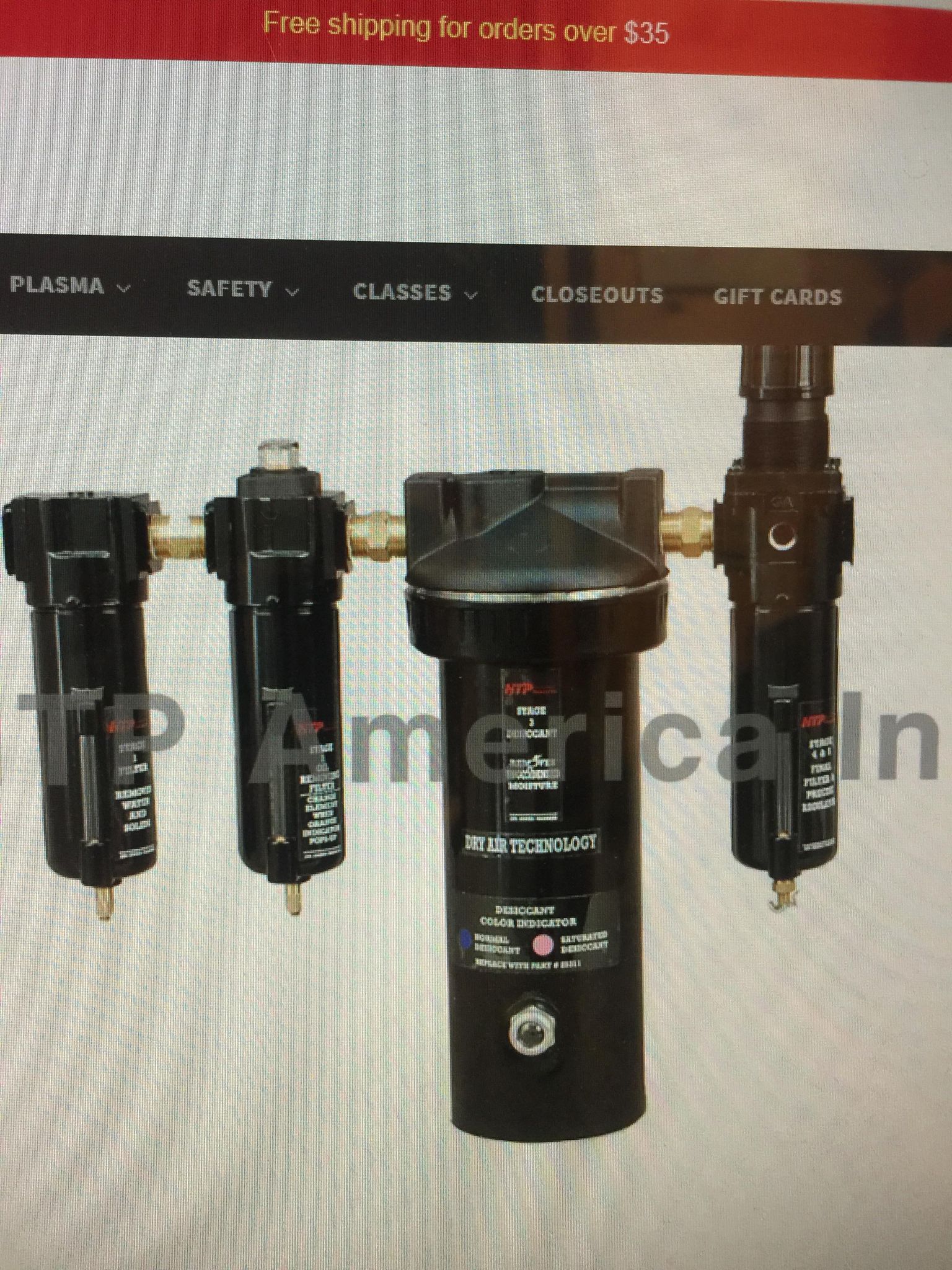
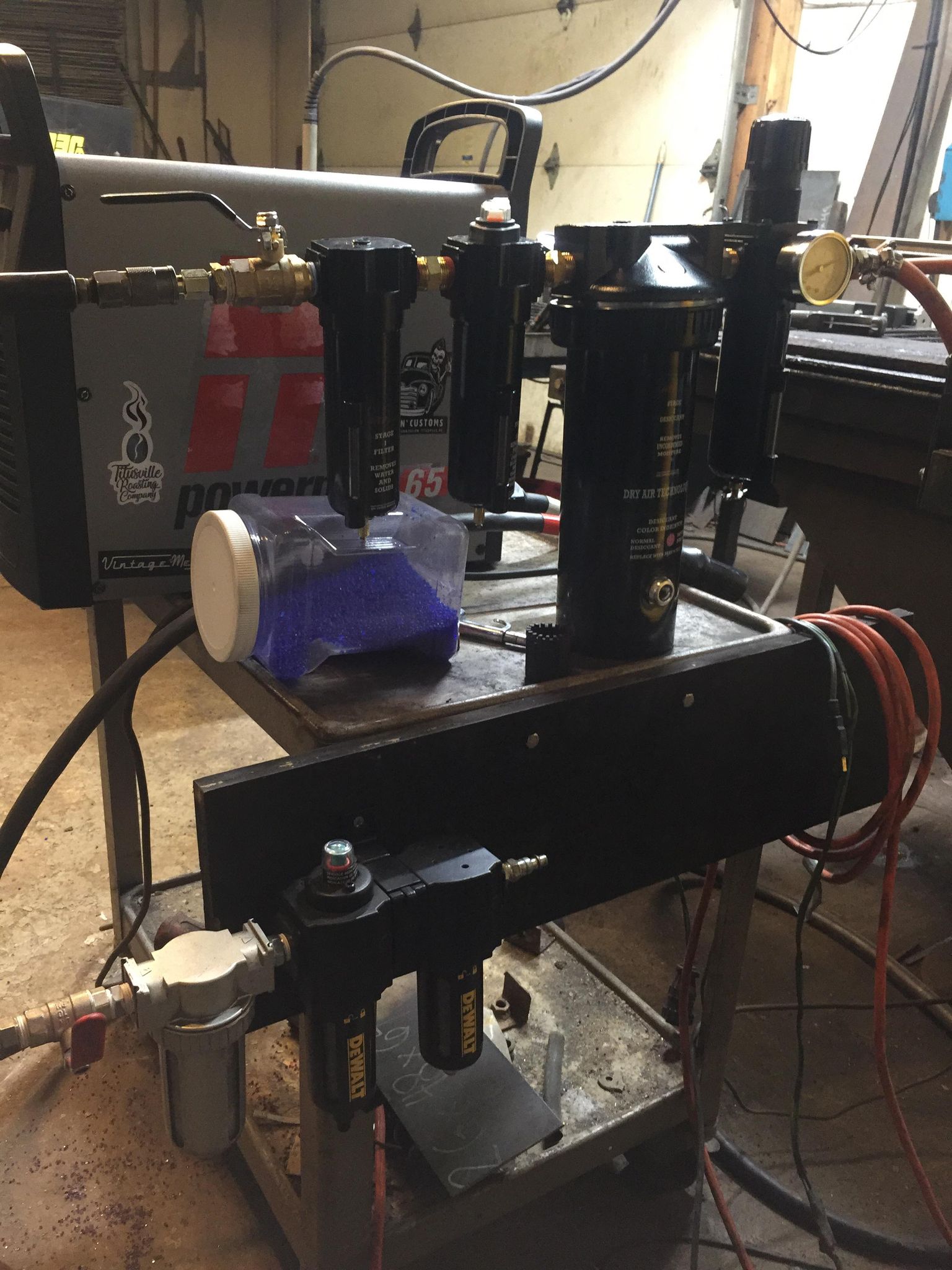
Iv had these issues way back when I used the CF and the hypertherm xp 45. Iv gone over and over about it on here and also with hyp technical support. They have told me they are aware of misfires on quick back to back pierces. Its almost always on that, and never on my outside cuts. I’v since tried spreading out my cut paths and doing inside cuts then outside cuts. Im leaning more toward an air issue being not dry enough. I finally just ordered a good filtration system from htp usa. Right now I have a water trap with regulator, then it goes into a desiccant filter, oil filter, another desiccant filter. Im using orange desiccant, that has no chloride in it, it is reusable if you heat it, which I don’t even reuse.
I think ground is fine, my laptop is miles away from machine and cutter, cutter is about 8ft from both. Live voltage during cut goes 119 to 137 I think, it happens very fast but I will film some of that in slow mo. I have the pierce delay where I want it, I have a good feel for it since I been cutting the same stuff for almost 2 years. My THC seems to be working as it will say “OK” “ACTIVE” while cutting.
the last freeze I had was on a restart. I had to stop program and go down to run from here. during that time the cut viewer went funny and then the whole program froze. Shut it down and restarted. Fortunately I haven’t had it freeze up during cutting. My system came with the inductor soldered. Iv been using the most up to date patches of everything. Im not alarmed by this, just thought I’d share that I had it freeze up during a RFH (run from here). what is strange however is, FC detects a misfire sometimes and other times it won’t and I’ll have to pause the run myself.
I got pierce delay where I want it, just wasn’t sure if the plunge rate was effecting anything. Like if I was plunging too fast with a .4 pierce delay, that would be causing me to add time to my pierces. Hyp calls for .2 seconds on 3/16 with the 65amp machine Im cutting at .4 and then adding about 30 percent during cutting. Its not a big deal, Im just trying to see what could be causing my consumables life to seemingly misfire quicker. It appears to pierce at a good height and cut good. I watch the Z axis and its saying exactly what I have it programmed at. .06 cut and .15 pierce. When I cut without a THC I would use the thicker spacer which is high, I cut hundred upon hundreds of sheets like that, consumable life was longer than what Im dealing with now. I’ll post up some pics of my consumables and current filtration and also some stuff I cut.
So here is my current filtration, I have a 25ft hose from compressor going to a water trap/regulator, then another 25ft hose from that to this 3 tier setup, then another 25ft hose going into machine. I plan to redo all my air lines and I just ordered the HTP setup. I will be adding a gauge to back of cutter. I’v tried several different pressure ranges from 85-135 per hypertherm specs, didn’t seem to help.
In the pics are consumables that were maybe used a day, few hrs of cutting. These would misfire about 1/3 of the time sooner than normal. This is the best electrode they offer at about 8-10$ a pop. The pic is slightly used consumables then I started cutting this 1/4". I was 80ipm on this usually. the dross is normal but sometimes I can get less on the 1/4, it comes off very easy. Dross has drastically improved vs no THC. Here is a pic of a table I made. it is bigger than it looks in photo. I had 243 holes and no misfires. I think bc the spacing was big enough. On most of my files I have 3/8 holes spaced 1" apart so its alot of back to back pierces.
Is that filter that says “THB” the decisant filter? Because you might need something around 32oz to efficiently filter 5 to 10CFM air. Something like you posted in the first image. This is kinda of dependent on your location and time of year for humidity. Your particulate filtration looks good. I’m not fimilair with Hypertherm but is that a CNC shield? Are you measuring .06 from the base metal to tip. Is the tip set into the CNC shield a bit? Because you will need to did it that in CAM.
Yeah in that 3 tier setup two of them are desiccant. Perhaps and hopefully been my problem. The new setup will be here tomorrow. The tip sets pretty close to the shield yes. I don’t think you have to factor any extra into the math when they say .06 cut height. They do make other shields but this is the one for cnc cutting.
“what is strange however is, FC detects a misfire sometimes and other times it won’t and I’ll have to pause the run myself.”
I had this as well. I had a SheetCam rule set up to reduce the speed on small holes. This turns off THC for the hole. I was having random missfires as well (solved by adding .2-.3 on piercings… your results may vary).
With the THC off. It will complete the movements as if cutting, but no cut. Then move on to the next cut. My long cuts don’t have the SheetCam rules, and the Ark lost msg would pop up.
Ah nice to hear Im not the only one here! Im using hyp 65 what are you using? Yes I have noticed most all my misfires happen on inside cuts which are usually circles. I do have a rule set on them to cut 75% speed I think. I cut for 2.5 hrs today. Most the time things were all going well. Had a misfire and while I was paused FC just froze. Then when I reopened it, it lost its coordinates. So I had to manually set it back up. Total down time was close to 20 min. So that really sucked today, then right after that something got up on my tip and ruined it, almost ruined my part. Im consistently having issues and only cutting 3-5 hrs usually. The down times are just such a day breaker for me. I got a whole new HTP filtration system so Im hoping that will help. Im really impressed with it. I can’t tell ya the last time I had a really good day of cutting. Today was going well until the later half of it. Overall I’m about breaking even on time. So I can save time on setup per sheet and then clean parts while machine is cutting. But…Im losing 20-40 minutes sometimes a day dealing with problems. If I can get a handle on misfires I think things will be good. FC freezes sometimes but hasn’t been anything super disastrous, overall I do like this machine, can’t wait for the new run from here update.
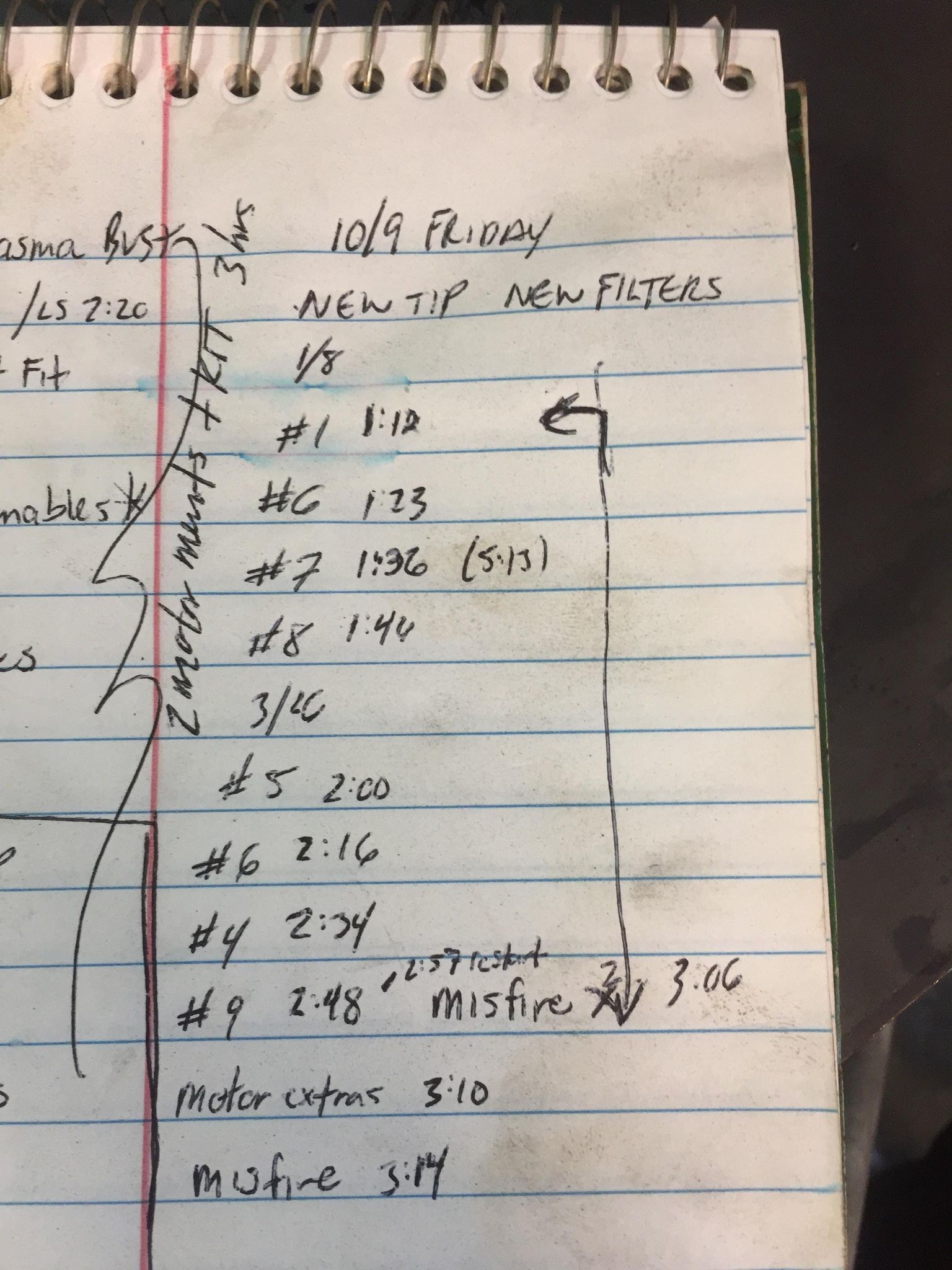
I cut for under 2hrs today, brand new consumables, all new filtration (see pic, old vs new) just had it temporary there for the day. I have all new air line to run and will wall mount new filtration. I got two misfires waaaay too early for new consumables. Then by the third misfire I took new consumables out, put old ones in and had no misfires for a while. Im at my wits end with it. I have tried different pressures, I have gauges everywhere now. I’v had this issue way back with the CF and my hypertherm xp 45 but to be honest, I used to get about 3 times the amount of sheets you see here on my notes, bf I would change out consumables. So thats with a higher fixed pierce and cut NO THC and I had better consumable life. My consumables aren’t worn as you can see in pic, but they are misfiring way worse. Error code on my XP 64 is 0-30 torch stuck open. I’v gotten this code every time.
Iv talked to hyperthem quite a few times, sent emails etc. Nothing very productive with it. They said I could take my 45xp in to get a new solenoid for the air valve put in it. I can’t imagine both the 45 and 65 that i have, having the same mechanical problem. They have told me twice they are aware of back to back pierces can cause misfires. Is anyone on here using hypertherm machines to cut for multiple hours a day? I just don’t get it, I pretty much despise cutting everyday. Always wasting valuable time. Iv dealt with this for almost 2 years. My concern is how much faster my consumables seem to just not fire consistently. Could it be an issue with CF or the PRO machines with signals to the torch? I doubt it but just wondering as it has been mentioned. On all my old CF programs, I’d have min .5 pierce delay, now with THC etc, I’d just double what the book says. So some are still under .5 sec. However I normally add extra time in FC. The ironic thing is, when I cut 1/4" the pierce delay is set at .5 and I still get misfires, so I kinda ruled out the pierce delay being the culprit.