Would’ve had more done today but I had a customer over right when I started cutting.
Building him something for his low rider bike, just one of a handful of customers that I make parts for on a nearly daily basis.
Would’ve had more done today but I had a customer over right when I started cutting.
Building him something for his low rider bike, just one of a handful of customers that I make parts for on a nearly daily basis.
ONE thing is for sure. You don’t NEED THC with that hunk of metal! IHS SHOULD get you the correct starting cut height and it won’t change unless your rails are out of alignment to the table. Turn off THC, verify that IHS gets you the correct Pierce and then Cut heights, make the cut and, just for your records, check to see what the voltage is during the cut. Full disclosure, I don’t know if you can do that with FireControl with THC turned off. I can on my setup, but you don’t have my setup.
You can do it… just as Tom said… and watch the voltage output… same place you have been watching before.
Tom, I appreciate you chiming in. You and a few other posters here that have replied are always those I look forward to.
With that said, you are right about not needing THC.
My reasoning was because I expected it to be simple - adjust programmed cut height, and measure actual cut height. Fine tune, cut, and verify. And being 1/4" just meant an easy, solid surface I could measure from as it remains flatter, easily after being cut.
I will run the next cut with THC off.
Yep you mentioned that in your post.
Both of you are on the same page.
Next cut, THC off, and I will post results here.
I’m just attempting to be as thorough as I can with everyone here.
I can understand wanting to get THC working, but these steps are all part of the debug process to help isolate the root causes. To be sure, if IHS without THC doesn’t give you the correct height, you will have a very useful piece of information.
Your case is actually ideal because you don’t need THC for this material.
Not really recommending a bandaid looking to eliminate a possibility… honestly if you learn the voltage you will use it with great success…
I ran a rw 45 the best I can remember the voltage was close to ht’s. You can Google a hypertherm cut chart get a idea.
Later I will post a program that will only cycle your z axis so you can make sure that is Right.
Schedule says I can do some cutting tomorrow morning/noon.
Just need to pick up some 12 gauge for a customer order.
Want to get this dialed in before I switch to my UPM-105 so thank you all for the help so far.
https://forum.langmuirsystems.com/uploads/short-url/p3DKnHiJN6oxRD0RWizuicBry4Z.tap
@Kwikfab here is a link to a tap file that will cycle your z axis and not fire your torch it it programmed at .06
I’m on my phone atm, but TAP files work on Firecontrol? Thought they were for Mach 3 only.
Unless that’s what you meant by not firing.
Fire control will do nc and tap. It was created in sheetcam.
Set it up and zero over a piece of metal. Will probably throw a THC error code run It anyway.
It doesn’t have torch commands.
Thank you for that.
Should I zero the torch at a specific height?
Just like you do any other project. It will touch off go to pierce height then to cut height of .06 sheetcam wise and end program
Significantly different from my plasma cutter; the voltage varies greatly as a Hypertherm puts out more than a PrimeWeld.
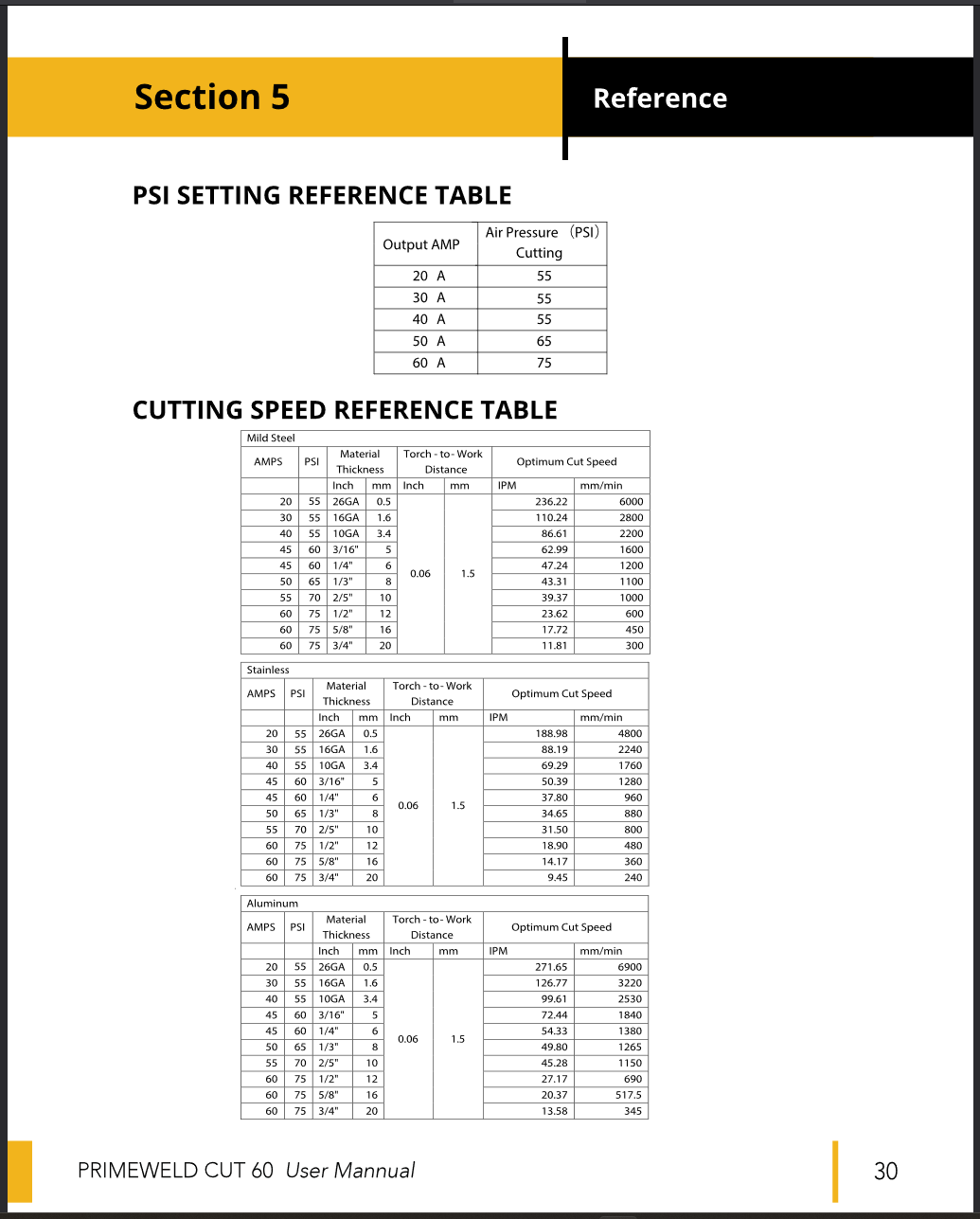
I could be wrong but I think you should run a little closer to these numbers … maybe someone with the same machine can give you a better idea .
The output voltage on a Hypertherm is much higher.
At 16 gauge, I need to run a 0.6 pierce delay as even 0.4 would struggle to cut it.
And at that gauge, it’s normal to run between 110-130ipm.
Running 0.1 pierce delay wouldn’t pierce and the speeds would be too high.
These numbers I’m referring to are what I run, and the norm with a CUT60.
The issue here really just being my smart voltage not being smart.
My cut quality has always been superb running PrimeWeld’s numbers only slightly varied based on personal experience and fine tuning.
I am only referring to the voltage… You can write these numbers or a similar in stead of smart voltage. That will dictate your cut height. The higher the voltage the higher the cut height. You are cutting to close so you need to run at a higher voltage to cut higher.
Gotcha; just saw the response as ‘cut chart’
I was just going to read voltage as you suggested with THC off and post it here.