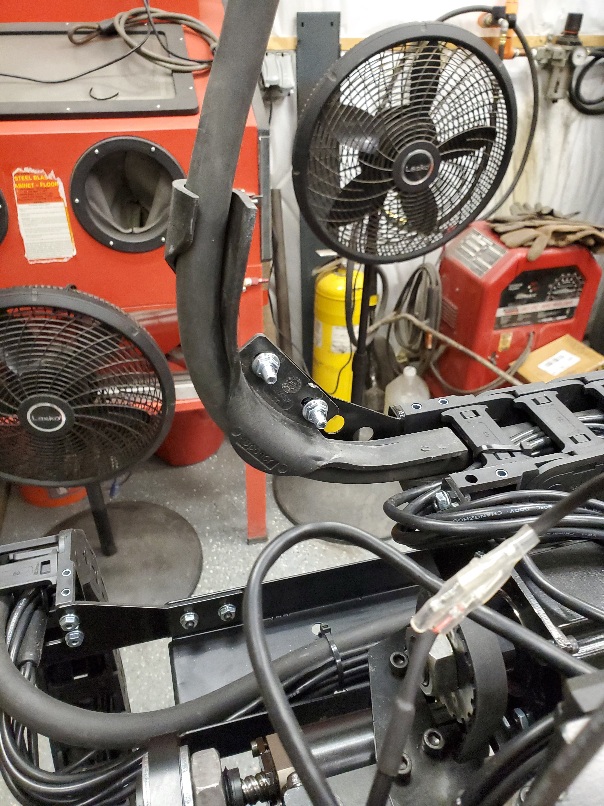
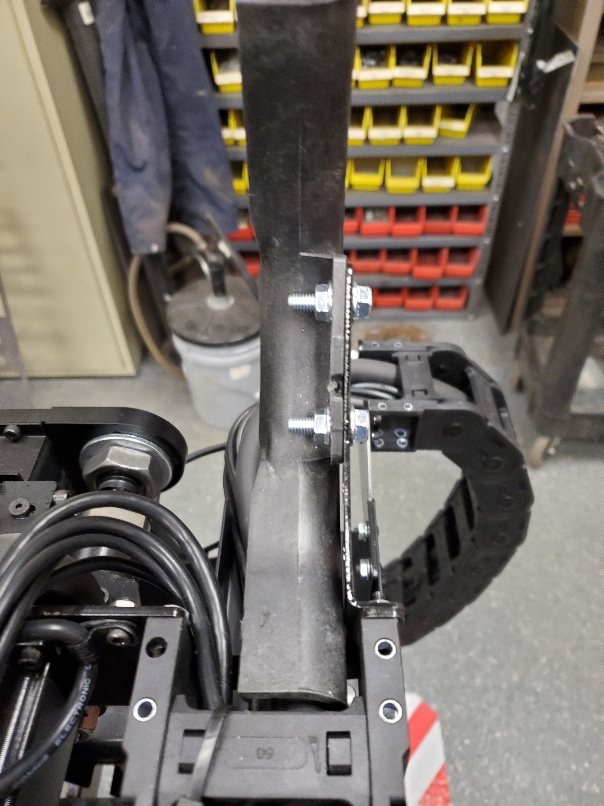
Here is something I came up with to ease to flop of the machine torch cable. It uses a Pex radius holder I had left from a job and a bracket I designed to mount it. Will require 2 8/32 x 3/4 socket bolts, 2 - bolts and nut 3/4" for holder( I used 6mm),14ga CR
XR Torch Bracket.dxf (7.0 KB)


3 Likes
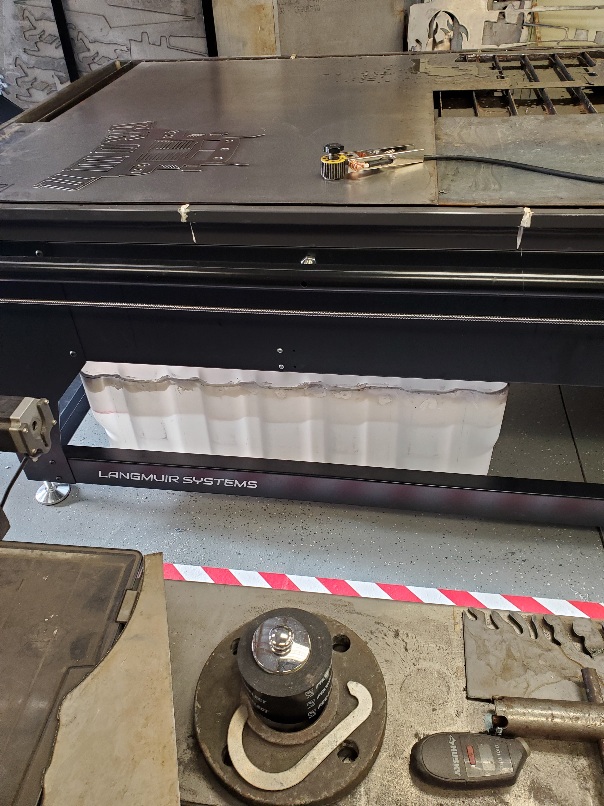
There were questions about water storage for the XR with a different but same as others have Posted, but a little cheaper. My previous post I added 4 drains this is where they are draining to. I started with a 275 gallon tote bladder , from the bottom I cut it at 18’’ tacking about 12’’ out of the middle. Slid the top into the bottom and secured the sides with temporary Drywall screws. drilled and installed 3/16 pop rivets. To seal the two halves together I used the remaining Marine sealer plus part of a New tube. Stainless screws could also be used, rivets were what was on hand. Hope this helps someone thinking along the same lines. Volume about 130 gallons




4 Likes
About a month in now since first deliveries… any updates from the current XR users?
Running mine for a couple weeks now. Overall I’m very happy with the table. Cuts very nice so far and having the limit switches and homing is awesome. My pro was a great little table but I still think they should have went full 4x4….a 4x4 XR would be pretty rad
2 Likes
We started assembly on Friday and finished everything but hooking up the generator/ATHC on Sunday. Some observations:
The manual is terrific. Recommend double-sided color printing so you can take notes and check things off. There are two videos to watch if you take this route (easy to miss). Note: there is no Z-axis limit switch (mis-print, it is the X-axis limit switch).
Overall, you can see where engineers spent money on what mattered and engineered around cost constraints in a smart way. For instance, the gantry rides on v-shaped linear rollers mounted on tube rails (the part that caused some delay in shipping). Not as precise as true linear guides would be. But the rollers are robust, easy to service, and provide an avenue for all the yucky plasma grime to evacuate (JD Squared uses a very similar design - a higher precision rail, and says linear guides on a plasma cutter are a disaster).
The homing function works extremely well so far. There is both a hard (limit switch) and soft limit on the X and Y axes.
The actual dimensions at the edge of the water table are 52" x 100". There is a little more room under the gantry so oversized sheets are no problem at all (work area is closer to 4’x8’ to be clear).
Construction is 12 gauge C-channel. Where heavy plate (aluminum) is used for brackets, Langmuir is using very robust backing plates too. For a prosumer/bolt together table I think this is very solid construction. The water table is especially sturdy with structural 1" x 1" tube welded on the edges. Very easy to align the table during the build. As a final check, make sure the gantry lands in the same place on both sides and front to back. We’re dead nuts on.
The software seems very intuitive (and a big part of Langmuir’s success it seems). Very easy to do the initial calibration and break in.
Misses:
The water table drain solution is lame. Should have dimpled the pan for flush drains and designed for 4 of them. Something we can do ourselves but just seem like an oversight (there is a tool floating around that someone is loaning out).
The computer screen arm should have swiveled. I think nearly everyone will mod this.
The plastic torch cover has a captive wire for the status light. When you zip tie and tuck everything into the drag chain it is pretty difficult to take off the cover to replace consumables or adjust. A status light separate from the cover would have been a better choice.
Would like a better, more objective way to tension the ball screws. We had one start spinning during break-in which jams up the gantry (driven-nut system). Sag measurement at a set weight would be easier to get right the first time.
Seems there is pretty consistent, though minor, damage in shipping. Scratches, a few sheet metal parts slightly bent (nothing soft jaws and a bench vise can fix). I’d recommend providing detailed feedback to Langmuir so they can look at the packaging and adjust if necessary. I’d also recommend throwing some touch up paint into the crate.
Overall, very happy with the XR. A lot of learning curve ahead of my business partner and I. But this seems like an amazing tool for very reasonable money. Combined with great software and support - I highly recommend.
9 Likes
I just got up and running. Had some racking issues at first that finally got sorted out. I just put about 5hrs in on day one and another 5 or so on day 2. I cut about 1200 pierces and thousands of inches of cut per day. I go through 11g, 3/16 and some 1/4 each day (about 2k lb of steel every few weeks).
Im on version 1.3 and I just noticed they have 1.4 out. So Im gotta download it. FC seems to open slow and I had two errors while cutting each day. So not sure if its a bug or a frequency issue. I do have my plasma closer to the computer than I normally run 4ft vrs 15.
I was super leary of the water pan at first. But surprisingly no leaks. I really do wish the pans would be oversized. I know its easier said than done but it is not by any means convenient cutting by the edge. I dowsed the control box today and floor gets a mess. I also don’t prefer the slat system, they are tall and there are alot more nook and crannies to contend with for cleaning and also finding parts. I don’t utilize a large cutting area normally for several reasons. Fishing for parts is a big time eater and dealing with warped metal is another, loading and unloading larger sheets, and always that machine issue ruining something. Im still getting use to the spacing of the slats etc. On the PRO I had all my files memorized, I knew what parts would be a tipping issue. The way the XR is setup is opposite slat orientation and also wider spacing, so it just takes some getting use to. I do rotate some of my files too.
I moved the computer to a cart and added a keyboard and mouse. My hands are usually always wet from fetching and cleaning parts during cutting, so the full touchscreen wasn’t ideal. It is nice to have though bc I use that, the keyboard and mouse makes it faster than using my laptop on the PRO.
Iv had my fair share of bad days on the PRO with FC or couplers slipping, Z axis issues etc. I thought the XR would be alot better and I feel like it may be, but seems like alot more things can go wrong and troubleshoot. Also alot more selective parts you can’t just get anywhere. So we’ll see how reliable it is, which really was the biggest decision maker for me is having reliability.
The x gantry seems much better and was usually problematic for me on the PRO. The 400ipm zooms real nice. On the Y axis however, its alot rougher sounding but could just be bc of the v rollers on tube.
I like the homing feature but the limit switches are very hard to get to if you need to replace or installed one wrong. I know they are going to offer different bolts to access them, but its still just too close to the tube rails.
The Z shield guard Im most likely going to do away with. I like the added things in FC. only two things I wish it offered. 1. a shortcut key for “go to zero” button. 2. when you get a misfire or click run from loop option and it regenerates a the file. It always drives me nuts when it gets rid of all the old lines. Believe it or not that line you need to cut sometimes won’t cut and FC thinks it did, so you have to reopen the program and go back to the line and try it again. Hard to explain, but I wish they would atleast have an option to re select some of the parts when it regenerates.
Overall Im happy with it after 2 days. I cut production 3 days a week and fab 3 days a week. I really put these machines through it, this is my 5th machine. As many ups and downs Iv had, I keep giving this company my money. They have scaled crazy in 3 years and I appreciate that. I wish the heads up on new products wouldn’t be a surprise ( I know alot of people wish that). I do wish there would be more actual video and pictures of the new products and lastly machines sent out and beta tested. I know they have their reasons, but I personally would try that route. I think the price is super good, they should raise it IMO. shipping was pretty affordable and nice. To launch a new facility in these times is a great feat.
Few more tid bits. Im sure many will realize fast. The pierce delay is much more accurate with the XR, so on all my files, I have to set them 30% less on pierce delay. So in the future when I make or edit files I’ll just make them more accurate. Im basically cutting from all my PRO files still. This is where things can get time consuming and you gotta pay attention. Much harder to train and employee to keep and eye on all these things. I basically want to have complete back and forth comparability with files on the PRO and XR. I also didn’t run my torch in the chain system, I like to be able to bounce around to either machine, I may buy another machine torch too. But I will be running my 45xp on the PRO and my 65 on the XR. I had another THC box and adapter from my other PRO, so I was caught off guard when trying to hook up the torch fire cable, the XR doesn’t use the DV cord, so I just had to splice my wires for now until my adapter cable comes, I got a 6ft extension.
Here is the very first part I cut 11g, regular consumables with hyp 65 (fine cut would be a little better) I didn’t do a lead in on this part (you can see when you have too much pierce it will really leave a divot)

3 Likes
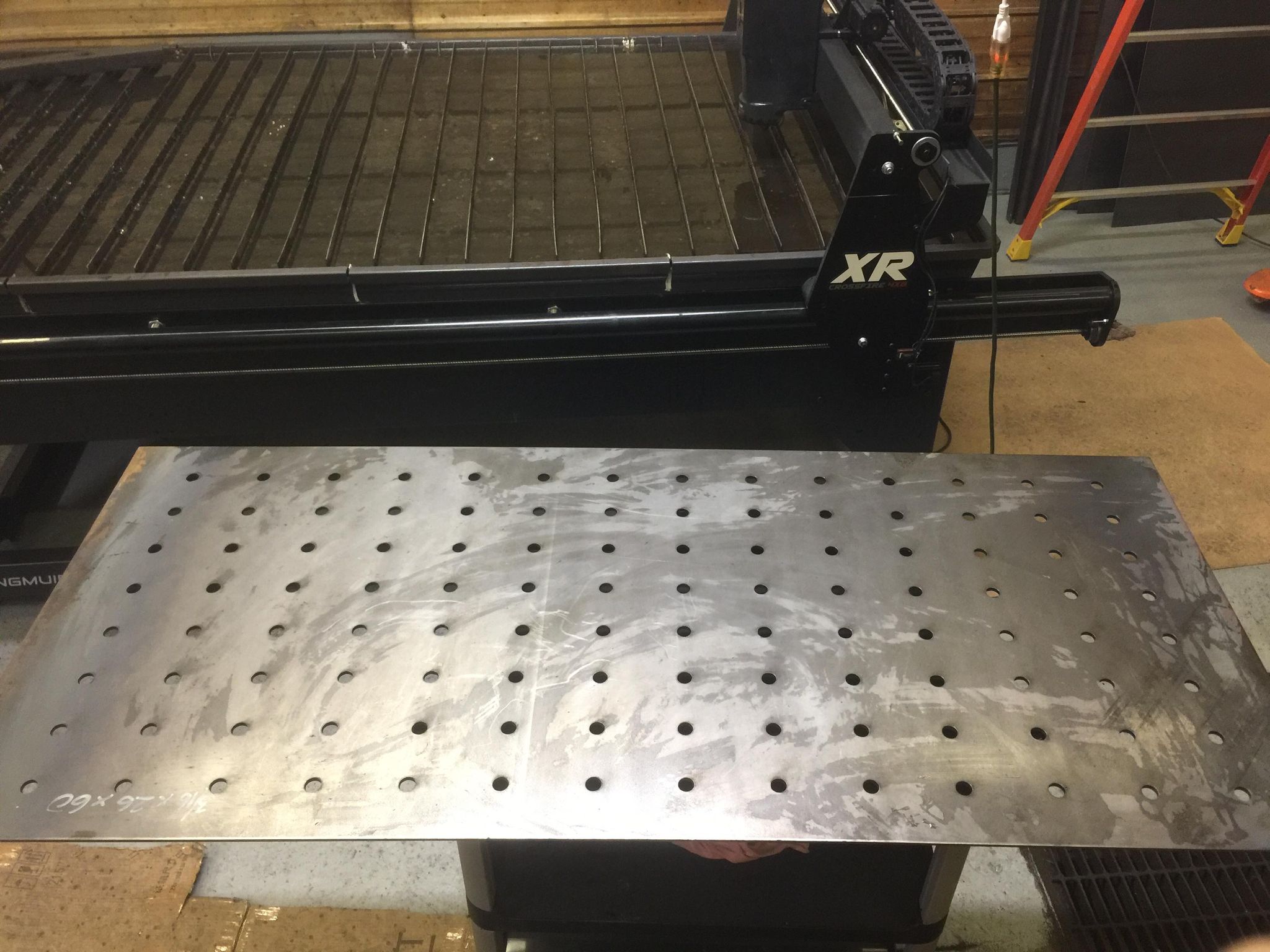
welding table top I cut for my friend, probably be used for a rolling table. Im making a 12ft top, so two pieces 4x6 will be cut soon. Def nice having the space now for this. I don’t load and cut full sheets and don’t foresee doing so but it is nice having the option. 3/16 118 holes just under 10 min cut time.
2 Likes
Im on my 5th production day. Overall working well but def not flawless. I put 1300 pierces in today. I get this random error atleast once a day but only on two different files. Posted about it in a thread I started. So could be worse but def not excited on trying to figure that out.
I normally don’t cut full sheets and here is a perfect example why, its a frigging mess on the floor and doused the control box. I whipped it off bf pic. Im use to alot of water on floor when working with the PRO even with the taller water pan I made. But 8ft of this on each side would just suck IMO not a good place for the control box. Because of this, I must now have some debris stuck in my Y1 axis bc I can hear it and also see a scrape line on the tube. Its very cumbersome to get up in there. I really think this could have been designed better and hence I don’t think these machines get tested enough bf they launch. The plastic cover is already recalled and not worried about it catching flame, its just a haven for collecting debris that will find its way onto the rails.
Would be more material and floor space but would be nice to have these rails farther way from water table or make the whole table wider and water table stays. I guess that is why a 5x10 table is popular, never thought Id want one that big, but this is why its now on my radar. Im not complaining and price point is good. I just hope to have reliability, right now its ok but only 5 days and I hope to have this machine for atleast 2 years. Im pretty happy overall and will get use it more and more.

1 Like
I’ve had it in my mind to do a removable edge guard that have recessed magnets and use “bristles”, like in a shop broom, that you can place along the edges. The bristle sections are replaceable, not that you would need to in this case, but are found in saw mills all over the country. Just need to track down the part # and design a holder for them. Magnetic to remove for loading but also in case of a material collision of sorts. It’s on the list of things to try but haven’t gotten around to it. I did take a small sheet of galvanized shelving from a cheap cheap cheap shelving unit and put it over the control box. Mine has part of the data cable cover missing so there’s quite a large whole on the front of the control box for water to run in to. I didn’t catch it during the assembly process so idk if I just wasn’t there or if it got pushed in some how. I cut 48” wide a lot and am forced to keep my water level a little low. Even walk around with a thin sheet when tracking the edge like that to keep water from gushing over. A 5x10 would be nice. I’m thinking an 8x12 would be fantastic though lol.

I mean seriously there has got to be a company that has thought of this. Again I don’t cut wide sheets often but this is a no brainer. Fortunately I have an industrial shop with floor drains etc. But for a smaller home garage or something my gosh. I also just don’t like the idea of all the debris getting onto the rails, not just floor and control box. I now have something stuck on my Y1 and is rubbing on the rail. Sounds rough!. With the PRO for example the stansion plates were way too low. Bearings got hit constantly an tips were a nightmare. So I made taller plates. Its the little things like that where constant redesign should be considered. Im always tweaking my products even after years of production.
1 Like
Yeah it gets pretty filthy sometimes. But, I signed up for it so I deal with it. Have a bunch of fans I turn on when I know she’s fixing to be pretty sloppy but I would love to have a couple of floor drains. I know what you mean about always tweaking. I’m always thinking….too much to do much tweaking it seems these days though.
I was just thinking today how much cleaner the floor was! Then I had to put on 4ft sheet and totally forgot not to put it even on the table. So after that I pushed it over farther from edge. I just added 5g of water too, prolly didn’t help. I know water tables are messy but why not avoid all the mess on important aspects to the machine, let alone floor. I do like having the bigger unit thought. I scrape any dross off my parts on the table as the parts are being cut. I couldn’t do that on the PRO, I had to clean them up on a sep table. I still have a cart now where I put parts on to dry and whipe the black water off them.
Can we get some cut quality pictures, to include edge squareness i want to compare it with what im getting.
Are you using smart voltage? If so have you paused a cut during a program and measured your cut distance?
Im trying to track down some of my own issues, and your one of the only other Xr users who runs production parts.
For the life of me i cannot figure out why my line test’s generated in fire control with my setting (not smart voltage) are dross free and perfect but input those settings into a cut file and the cut quality just isn’t close.

Looks good,
Have you tested your actual cut height when running a program and pausing it to measure, my g code is set to .063 but my actual cut height when running is .115 way to high so i’m trying to figure out how that extra distance is being added to my actual cut.
Im guessing that the spring back and programed in backlash is the problem.
I haven’t measured mine physically. Just make adjustments depending on what the cut or dross is telling me. Right now with the Hyp I’m set up with book settings only and haven’t had to adjust anything at this point. With my Everlast, I can’t remember off top of my head but I had to lower it from .060. Had top dross and too much cut angularity at .06. Can you post some pictures of your cuts, type of cutter, and anything about consumables that you can?
That’s the problem i’m having that has lead me to this torch height issue, good cut quality but cut angularity is not ideal.
The long cut is near perfect, done without THC and in a line test on fusion with me setting the Th to .060

This is letting the machine set smart voltage and giving me the angularity in cut due to improper torch cut height


Everlast 62 i cnc is the setup
Are you running shielded consumables? And I have to ask if you’ve checked z carriage for square?
Cut looks great so A+ on that. Any top dross to go along with angularity?
I should also ask if you are clamping directly to work piece?