I’ve been fighting this issue all day. What started with the Z carriage not going all the way side-to-side has morphed to the break in program running great, once. On a second run, the carriage will travel approximately 9" to the right and then seize up and only continue on Y-axis.
Don’t really want to burn up the stepper motor, so figured I’d come here.
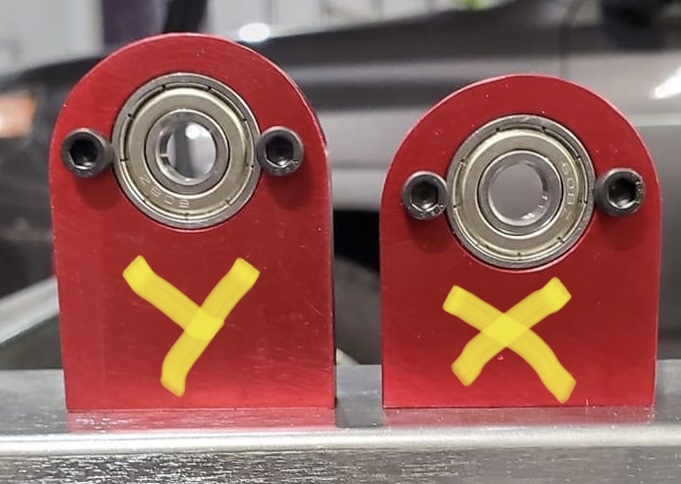
The bearing mounts are in the correct orientation. The taller are on the Y axis and the shorter are on the X. Process of comparing and finding two of one and one of the other, same with the motor mounts.
Yesterday, I confirmed that both the motor mounts and bearing mounts are square to their respective rails. I will check the lead screw mount here in a minute while I take a video of it being predictably inconsistent.
And of course, I go out an run it again and it works as it should be working.
Don’t know if the stepper motors were too hot after messing with it all afternoon or what, but after a night in a 30 degree garage, they not only moved when jogging, but also ran the break-in 4 times without a stumble.
Check the voltage of the power supply inside the control box. It should provide a consistent output of 36V DC. If it’s not properly adjusted or is defective, you may spend weeks troubleshooting without success, as these units often malfunction. If you’re confident that everything is assembled correctly, then checking the power supply voltage should be your next step. Adjusting power supply voltage.pdf (1.8 MB)
I have gone through two of them in four years. They are cheap $<50 . I keep one on the shelf.
Check the connector, where the stepper motor plugs into the control box. The screws on them used to be too long and pushed the connector out when fully tightened. I don’t know if they have corrected that issue yet, but it could cause issues with stepper motor operation.
I had what I thought was locking or binding in the X or Y direction. I kept lubricating the X and Y lead screws and would feel that it was helping but not fully. It turned out it was the Z axis/lead-screw.
You could lubricate the Z axis/lead-screw and see if it helps. I used WD-40 but Langmuir recommends graphite for the Z lead screw.
Note: My table symptoms really only occurred when attempting to cut but was inconsistent. So it was not exactly like your table behavior but I thought I would mention it for others who may have overlooked the Z axis.