I am running into a weird problem with my side walls on the perimeter of my part. I am cutting 6061 Aluminum with a 2 flute 45deg carbide endmill at 8000rpm with roughing done at 15in/min 40% step over and 50% depth of cut. Two finishing passes on the perimeter wall of the part at 8000rpm, 15in/min, full depth with a .005" step over and a final spring pass with the same F/S but at 7.5in/min. My surface finish is coming out good but my side walls are not straight, the whole perimeter of the part has this wave to it (see pictures) this is consistent around the whole part. It is not simply a taper or sides out of square that might indicate a head nod/tilt issue. Any ideas?
Definitely doesn’t look like a tram or nod problem since it’s mirrored on both sides. My first guess would be to check the profile of your cutter and make sure that it is square.
I’ve seen some odd ball resharp errors, but that is pretty intense.
My guess is It looks like something is loose. I would check that the spindle assembly is seated properly and tight. Spindle bearing runout? Tool loose in the collet? Something must have some slop in there somewhere.
Are you using the original ER20 collet nut from Langmuir? Their collets nuts are 24mm thread.
A standard ER20 collet nut is 25mm. It will not tighten correctly in a langmuir spindle.
Just a thought.
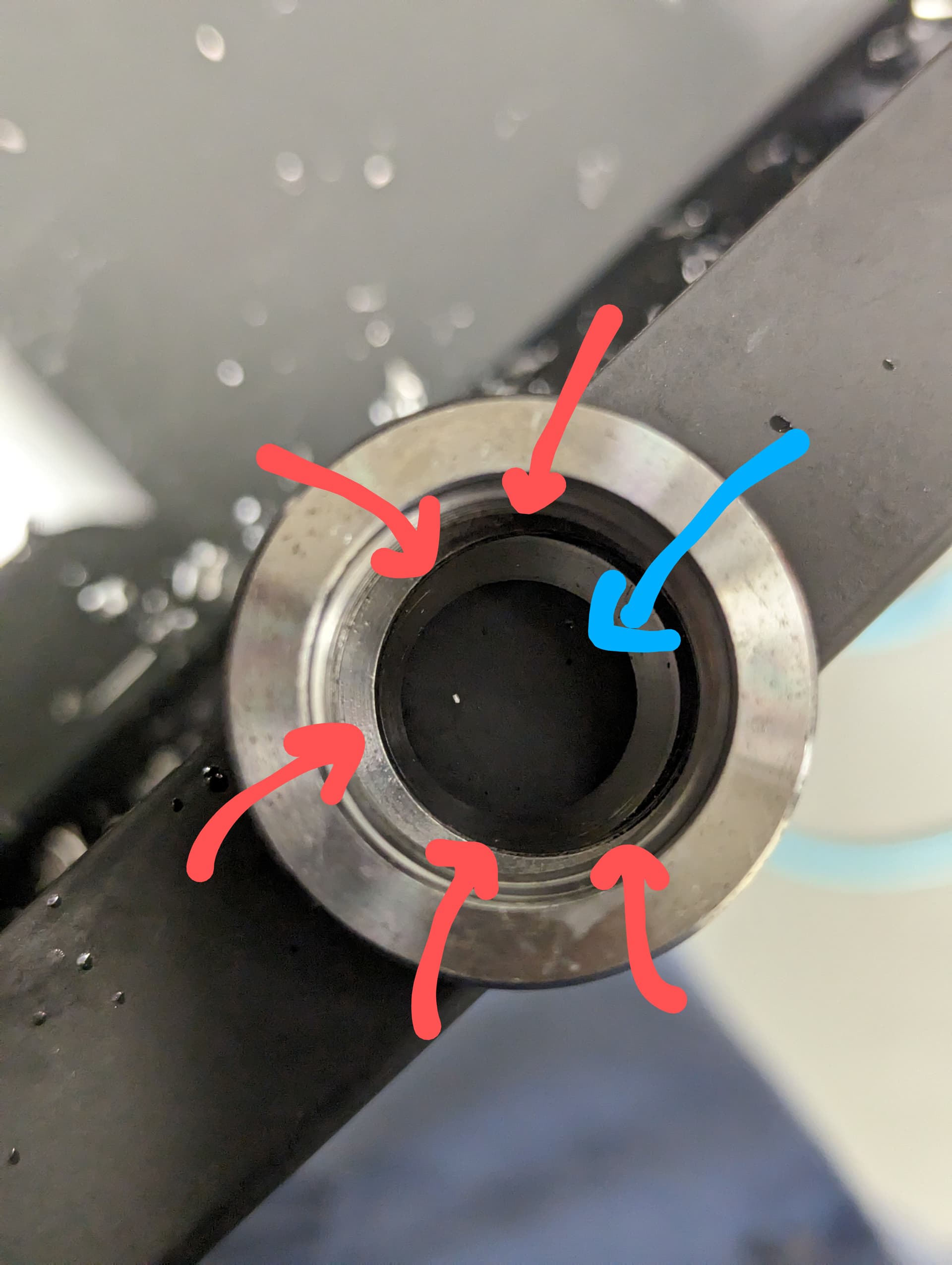
I’m pretty sure I’ve found the issue. Seems to be collet run out with the ER20 1/4" collet from Langmuir. I am using the collet nut and collets from Langmuir. Im indicating .0085" of runout when indicating on the shank of the end mill when mounted in the collet. Indicating on the spindle reads basically zero. So I guess I need to grab some better ER collets and see if that solves the problem. I’m also wondering if this collet nut is normal? (See below) this is the included one with the machine but there is a portion of it (marked in red) that is not concentric with the axis of rotation, of opening of the collet nut (marked in blue).
Thats the way they look. Screw on the collet without a end mill and feel the thread fit. If its a 25mm version it will be real sloppy but still tighten.
Remember… A aftermarket ER20 collet won’t work on your spindle. Langmuir only
It’s the original collet nut that came with the machine so it should be 24mm. So you cannot get aftermarket ER20 collets for the machine even when you use the original collet nut? What happens if Langmuir goes under or simply stops making them?
I think I might be going confused. The collet nut is 24mm and is special. What about the collets themselves? Can a standard ER20 collet be used as long as you use the original 24mm collet nut?
The collets are standard ER20.
The 1/4" that came with my machine is loose fitting and has runout also. The set I bought off of Amazon fits tightly and has little to no runout.
I’ll be curious if that fixes the finish. Those bellows are pretty severe on the part. It would take a pretty good amount of runout to cause that I’d think.
Also, make sure the collet is snapped into the nut fully before tightening the the nut on the spindle. If it’s sitting oddly against the eccentric shoulder in the nut it can cause some crazy runout.
You better measure your spindle. Again standard collet ER20 is 25mm. Your spindle is 24mm. If you do not believe me, text Langmuir. Or search the forum for the related threa
Use of aftermarket ER20 collet nuts. My machine seems to be a different spindle thread than the 25mm 1.5mm standard. The OEM nut fits perfectly and seems to be 24mm x 1.5. Anyway it’s a full 1 MM smaller than the standard.
It may be just my machine but, I certainly don’t want anyone to get hurt or damage their spindle threads.
I did not see this problem till it was brought to my attention by AlexW. You would never know it unless you put it on the spindle without a collet inserted.
There’s two types of commercially available ER20 collet nuts- one comes with M24x1.0 threads and the other comes with M25x1.5 threads.
When we were designing the MR-1 spindles we accidentally spec’ed an M24x1.5 thread on the drawing. By the time spindle shafts were in production, it was too late. The only option we had available was to customize the collet nut threads to be M24x1.5 to match.
We’ve got a good supply of these collet nuts now so we’ll make them available for purchase on the website.
Yeah I think there’s some confusion in the topic.
The collet nut is odd ball, due to Langmuir calling out an odd thread.
The actual collets are standard ER20, which is what I was saying.
Definitely don’t try to put a standard ER20 nut on these things lol. That’d be a bad day.
Sorry, didn’t mean to imply that I didn’t trust you about the collet nut. My confusion was about the ER20 collets themselves, I thought you were saying that the ER20 collet was not standard and you could only use Langmuir collets.
I did. You can only use a Langmuir nut.
Collets are all standard. No problem. I just wanted you know the issue. Buy 4 or 5 of them and you will be good for many years.
Evan, that eccentric profile you are seeing in the collet nut is the retaining feature of ER collets. If you look at the conical face below that feature, that is where the load of the nut is applied to the collet.
As Bigdaddy stated, the collet NUTs are unique to the spindle due to an error in production. They were trying to make a standard ER20 collet chuck in their spindle but they accidentally specified the incorrect thread. The collets themselves are standard. I’m sure they will/have fixed the error and at some point all the spindles will be standard all the way through.
with ER collet systems, quite often people will mistakenly just drop the collet into the nut and put it on the spindle, failing to snap it into the retaining feature. Doing so WILL result in a TON of runout as well as issues with tool retention.