I am experiencing a recurring issue with voltage dropping during cuts on my plasma table. Initially, the machine cuts fine using Smart Voltage, and I get a stable reading of 77V +/- 5V when cutting 14-gauge material. However, after several cuts, the voltage drops to around 49V +/- and stays there. If I let the machine rest for 10 minutes, it resumes cutting normally but then drops again after more cuts.
When the machine is cutting at 49V and I continue to use Smart Voltage, the voltage reading fluctuates. For example, it will start cutting a part at 49V to maintain height, but during the cut, the Smart Voltage recalculates and jumps to 64V, causing the torch to adjust mid-cut, which affects the quality.
To troubleshoot, I have replaced the VIM box, control board, and THC chip, but the issue persists. I also hooked up a multimeter directly to the plasma cutter to measure the voltage during cuts, and it consistently reads in the high 70s with no drop, which rules out the plasma cutter as the problem.
Additionally, I’ve added ferrite chokes to the plasma controller’s power cable, the tablet power supply, and both sides of the VIM box to minimize potential interference. This allowed me to make 17 short cuts before the voltage drop issue returned.
Has anyone experienced this before, and do you have any further suggestions? I have been in contact with tech support but have not yet resolved the issue. I’ve been down for over a week and need to get orders out the door.
The only other thing I might suggest is this USB Isolator. It might be a hail Mary.
BigDaddy knows the guy (who makes and sells this device) and respects him skills/knowledge.
I would definitely use the USB cable that Langmuir supplied with the table, certainly nothing exceeding 10 feet while you work thru this issue. And no extension cables on the THC.
I’m using a hypertherm powermax 45xp, Langmuir supplied cable, no extensions on the thc cables. i have the powermax set up for both and im getting the same issue with both. i have been using a multi meter to watch the voltage output of the plasma while running on divided voltage.
I have the same cutter and until recently have never had anything that I could suggest EMI but I caused it, I think?, by holding down a metal plate with a crow bar while being cut. I lifted it up and stepped over the computer cable to the enclosure. I immediately heard a change in the plasma cutting and within a second the torch was continuing to fire without moving and the image in FireControl was continuing with the cutting operation.
Never saw something like that before or since.
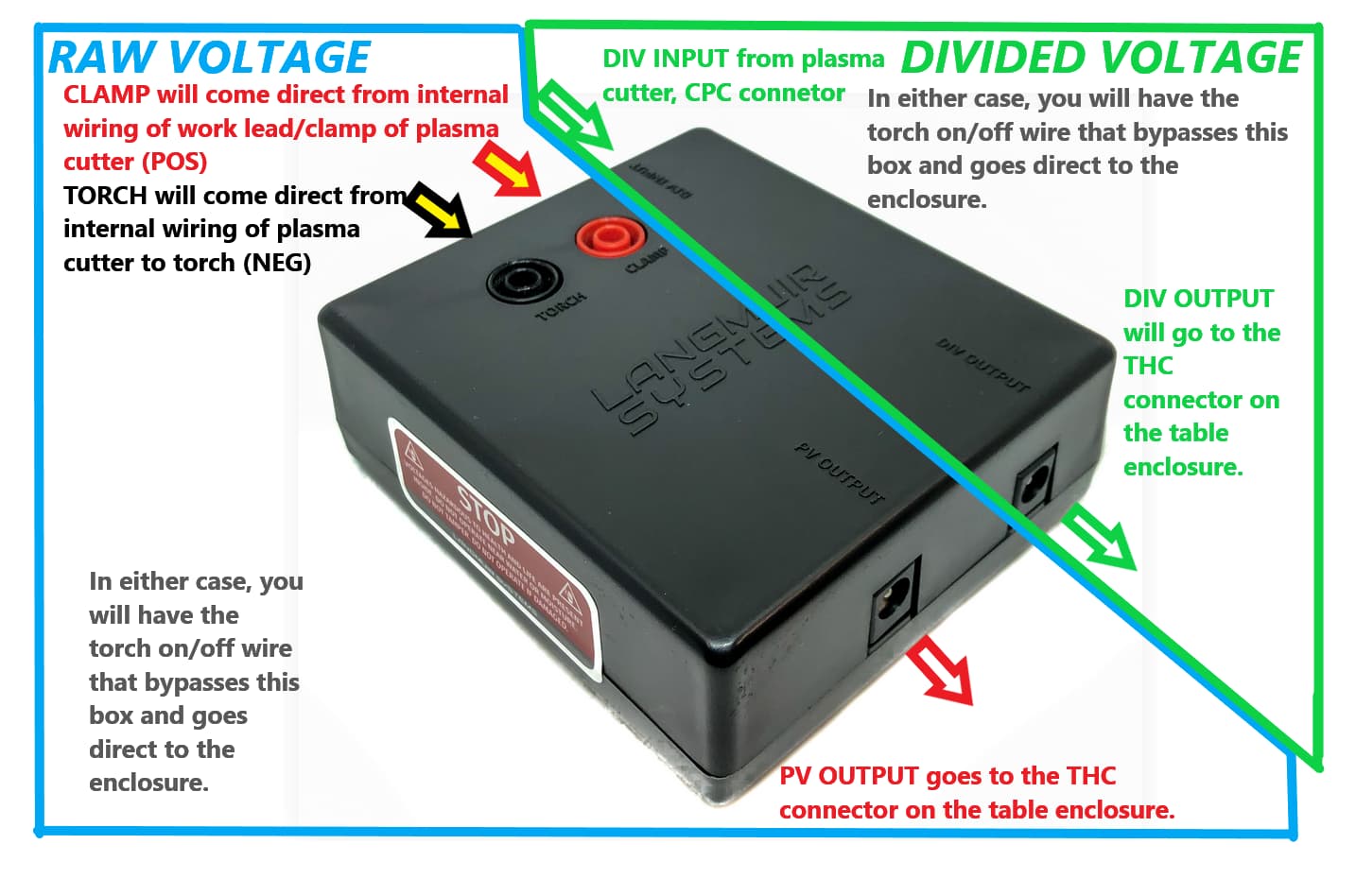
You might consider RAW voltage if you are using CPC cable.
You might search for topics on grounding the table to read about its affects on the table. Perhaps grounding might help. This is actually a publication from Hypertherm: Grounding of Plasma Table - Hypertherm.pdf (237.6 KB)
You say tablet power supply… what computer are you using to run the table and how is it powered? Plugged into a grounded outlet?
I was always under the impression the ferrite chokes were for the usb connection from the computer to the control box. Do you have the ferrite chokes on that cable?
Your voltage numbers tell me you’re using fine cut consumables right? Are they OEM hypertherm?
There is documentation recommending extensive specific grounding on the table itself. Ground straps from each motor to the carriage, the carriage to the rails, rails to the frame, frame to earth.
Winter project. Have to order some 1/2 - 3/4 braided ground strap and bus bars.
I have ruled out the compuer as thenissue, went to my local makerspace to cut a sheet using my tablet rather than the computer that is attached to their xr table. Tablet runs an xr without issue
This is the industry standard for EMI grounding a Plasma table. If you have any questions, email me. You will lose some DC voltage to the earth’s ground. It’s not noticeable, though. The only exemption is not to ground the Langmuir control box and under no circumstance or use the electric sub-panel ground. A separate earth ground less than .25 ohms resistance to earth.
alrighty, sorry for the delay in getting back to this. i have been busy with shows and orders that im cutting on another local table. to answer some questions
The tablet is being powered by a power strip that has a furrel dampener on it
My dell laptop will run the table to the same extent as the tablet does. the issue is not fixed.
HERE is a link to the issue. it starts at around 1 minute in the video
i bought a second hypertherm 45xp yesterday and spent 2 hours on the phone today with hypertherm tech support and both machines are testing as good
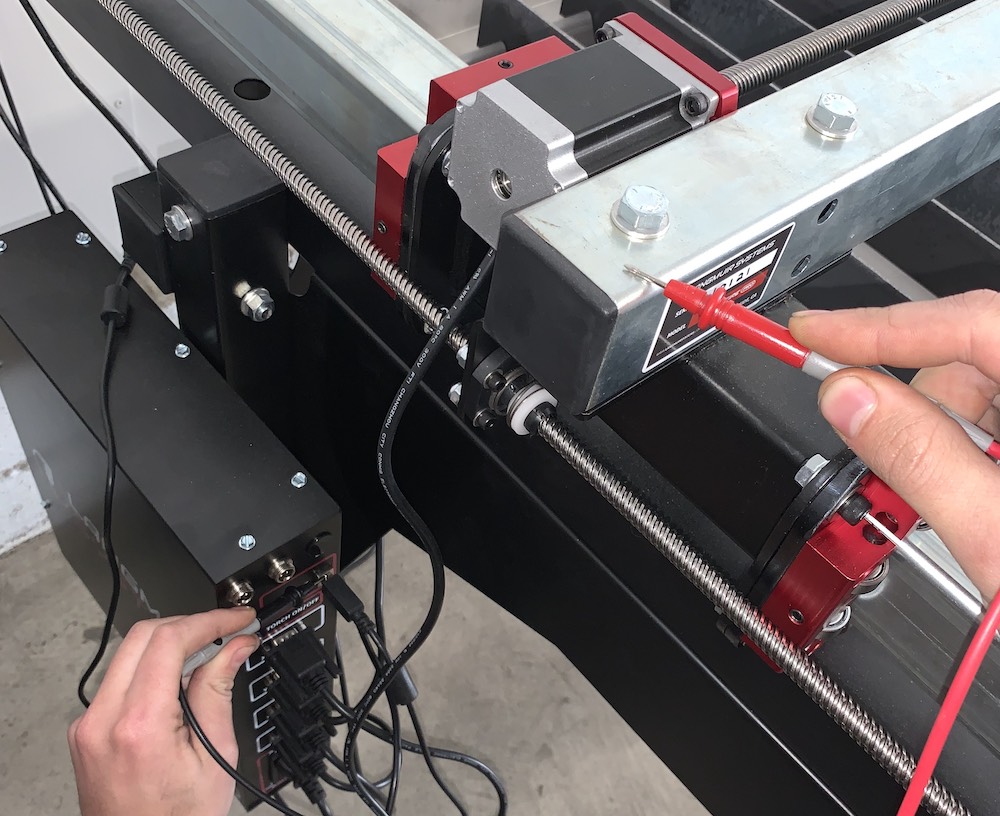
i am getting 2.8v after the vim box at the airplane connection
I am getting 0v on the back side of the thc airplane connection.
Currently i am getting 0v when testing the thc voltage through fire control
i have ordered and installed the following
thc chip on Langmuir board
Langmuir control board
VIM box
Hypertherm 45xp
Hypertherm Duramax torch
ground clamp
I have bypassed and the airplane connector that is not allowing voltage through and it now has voltage to the white and grey wire
After bypassing the connector i am still not getting any THC voltage showing in firecontrol.
.At this point i am $3000 dollars into this issue and am desperate to get it fixed. I will be calling langmuir support tomorrow but im hoping someone much smarter than I can figure it out.
Also is anyone interested in a good deal on a 45xp with machine torch? i have 2 now.
Watching your video, the torch speed is going from 72 IPM to 298 IPM until it loses voltage. Then, it returns the voltage and continues at 72 until it jumps to 298 again.
Please confirm that your table has almost Zero ohms resistance.
it has exactly 0 ohms between the control plug to the table. the speed you’re referring to is the file i had loaded at the time. rapids are 298, cut speed is 72ish
Post it on the “Buy and Trade” section of this forum. I don’t think you will have trouble selling it. That model is no longer sold and it is the only capable model that can do cutting as well as etching. It still uses the separate consumables vs. the SYNC cartridge which is a bonus for us old-timers that don’t like change.
I am sorry your setup is giving you fits. BigDaddy knows electricity so you are in good hands.
Your voltage settings are very low, 86v is almost touching the metal. Have you tried setting the voltage to 115 and seeing what happens? I would also try turning it off entirely and see if it completes the cuts. I have never used the rapid move function. It seems that is a variable you don’t need right now.
Almost all my program’s voltage is between 115v and 128 or so.