Hello all!
I just wanted to share a little upgrade project for my Crossfire that I just finished. I think these modifications make the machine much more useable in a large shop where it will get moved from time to time. Hopefully, this will help a few other folks as well!
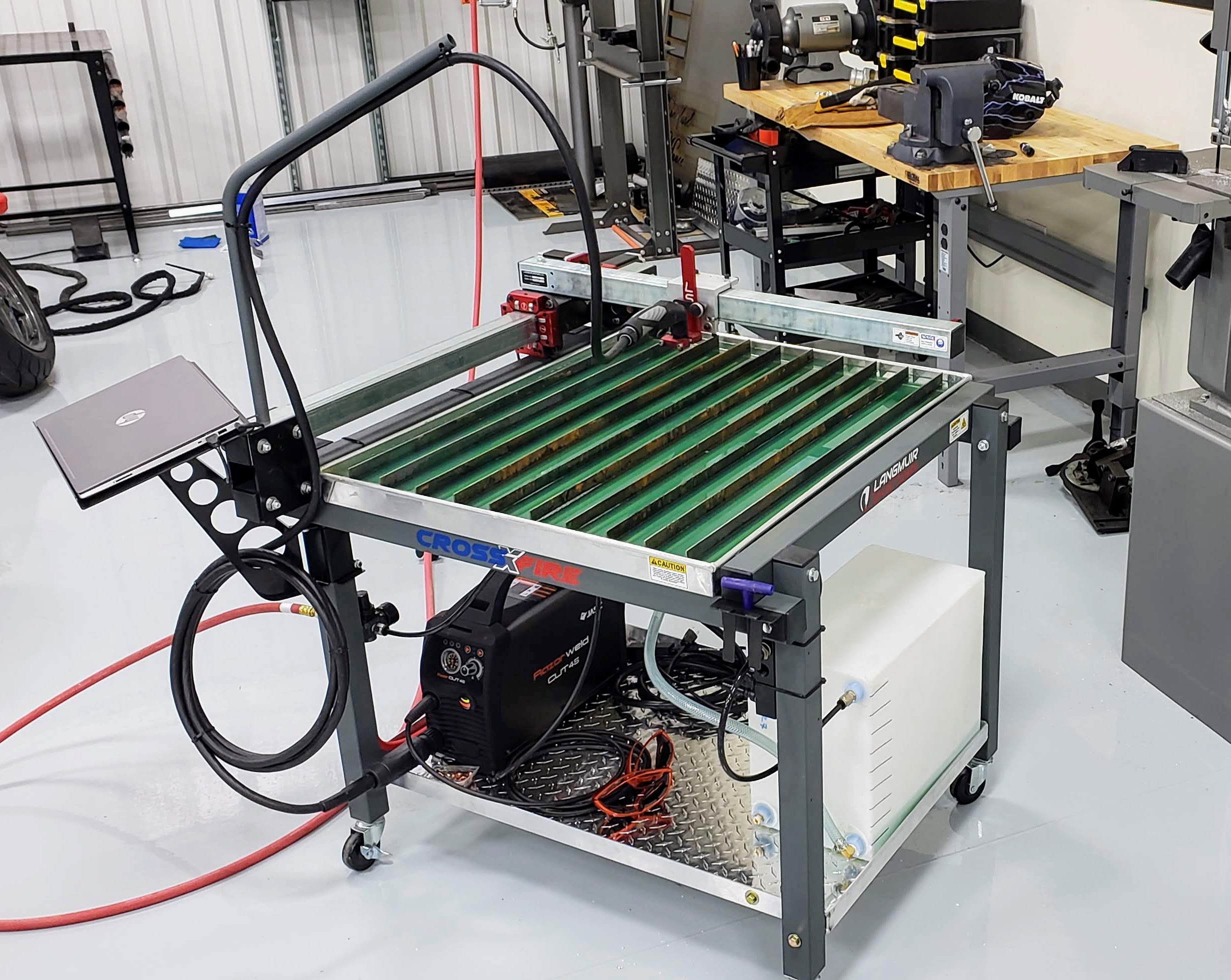
First, I fabbed and installed an aluminum lower shelf to the specs shared by @bricklef. Having that finished, my first thought was that the Langmuir team should really consider offering these as an upgrade option when purchasing a Crossfire. Knowing what I know now, I would definitely buy one! It really makes moving the cutter and associated plasma generator around much easier. See the picture of that completed project below:

Next, I decided that I didn’t like the idea of draining my water table into a bucket by hand every time I was done cutting, so I added a 10-gallon tank and an air valve to push the fluid up from the tank into the water tray.
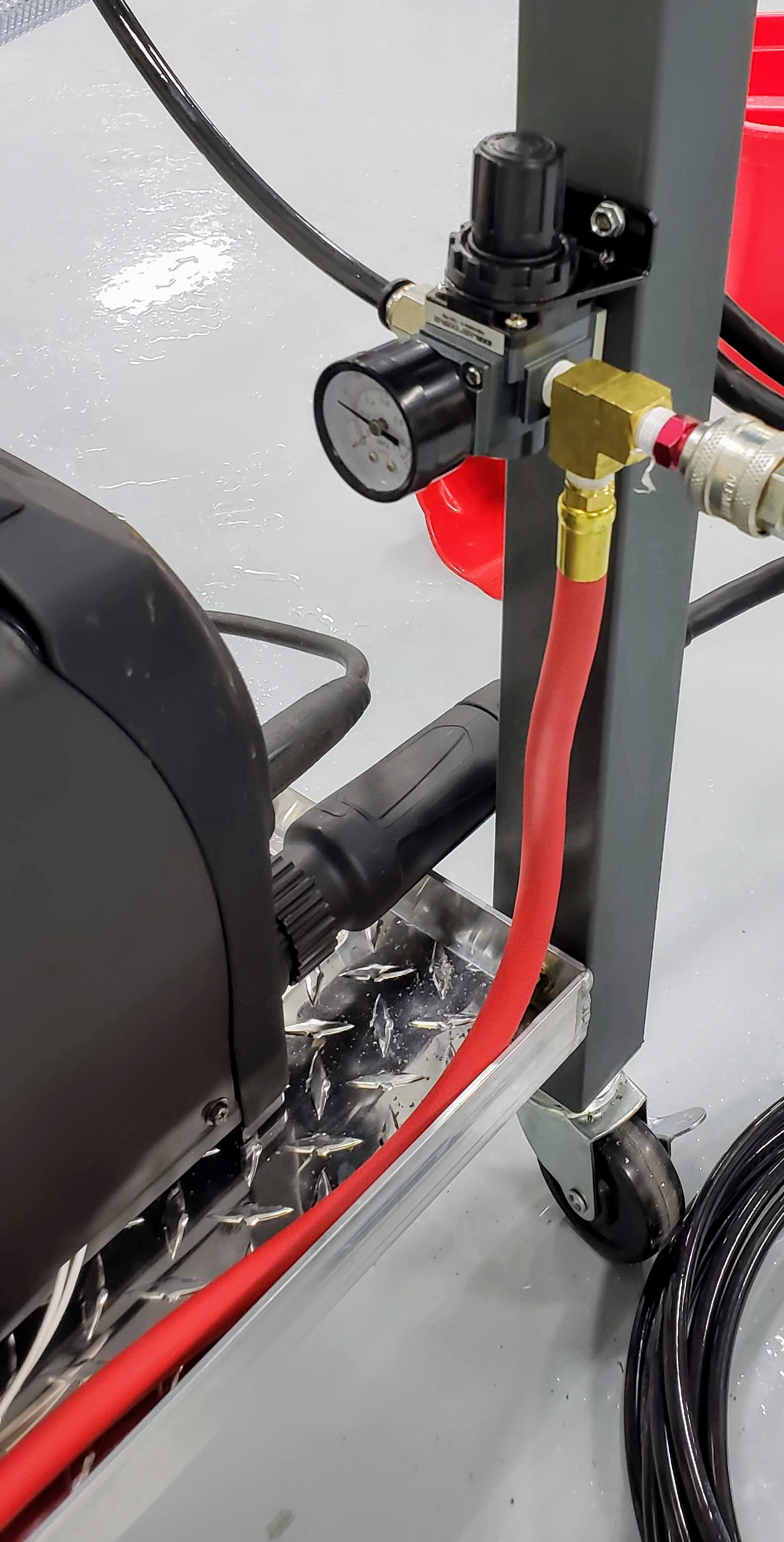
To do this, I added a pressure regulator mounted to the frame with a T-fitting before it to send air to the plasma cutter and the tank control system with only one quick disconnect fitting. Here’s a quick detail shot of that:
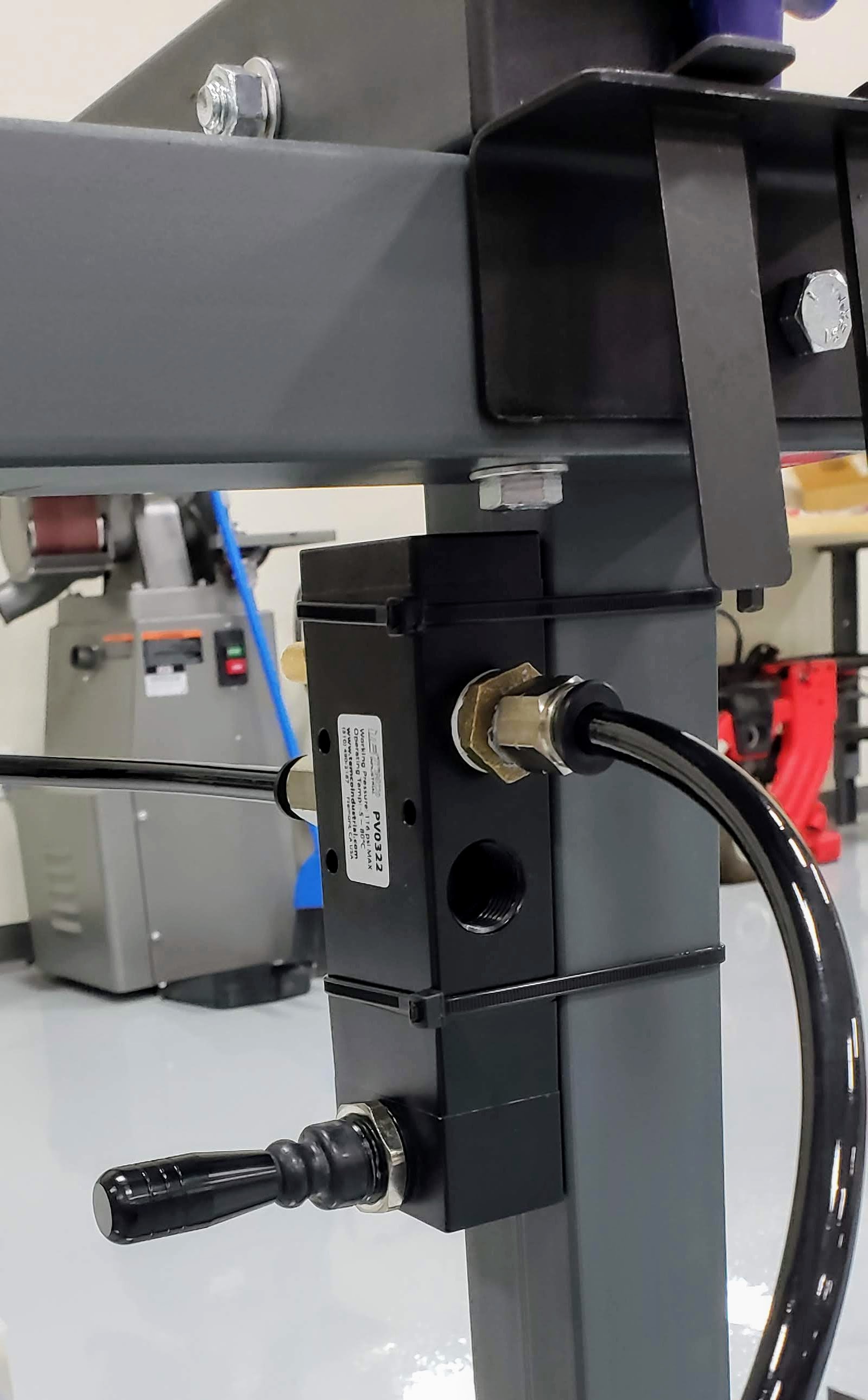
Then I ran a line from the pressure regulator to a spring-centering manual solenoid valve. I was in a bit of a hurry to get the project done, so I didn’t get fancy with the mounting. The only thing holding the valve to the frame is some 3M tape on the back of the valve and some zip ties, but it feels rock solid regardless. Here’s a picture of that valve:
Next, to prevent the drain fitting from holding any fluid in the tray, I welded a 3/4 NPT-F to 1/2 NPT-F reducer beneath the stock drain hole and put a 1/2" barb fitting into the 1/2 NPT threads pointing down. I don’t have a great picture of that, but it gives the advantage of not having anything above the bottom of the water tray preventing the fluid from draining completely. This location will serve as both the drain and the fill location for the completed system.
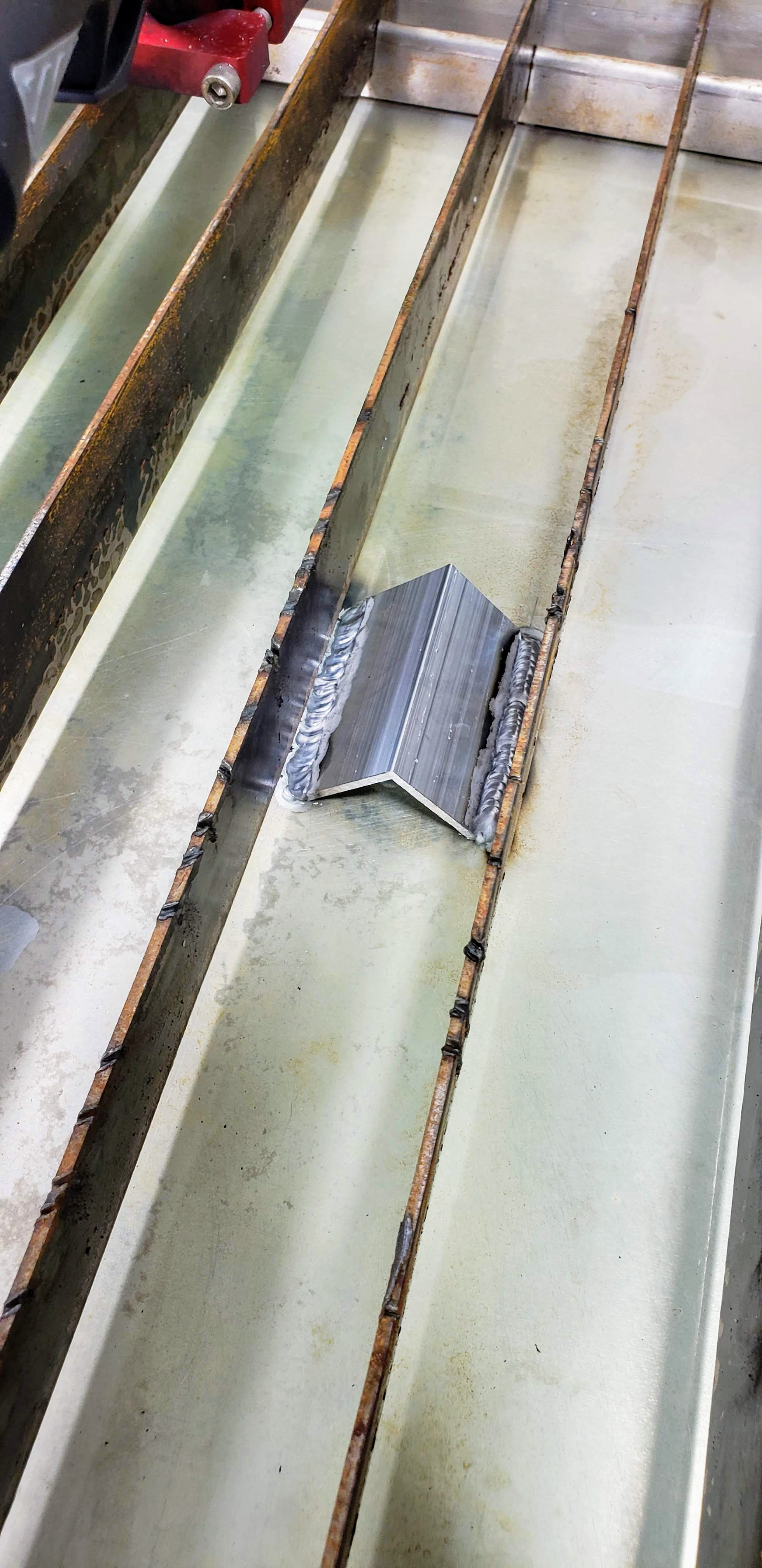
Then, I was worried that the fluid flowing from the tank to the table would jet straight up and make a huge mess. So, I welded a 3" long piece of the angle-aluminum, left over from making the shelf, above the drain hole as a deflector for when the fluid is flowing in. That looks like this:
I then ran a 1/2" hose from the drain on the table to one of the lower holes on a 10-gallon freshwater tank from an RV with the fill port capped. The upper hole receives the air pressure from the valve or vents the pressure from the tank, depending on the position of the valve. All plumbed up, the underside of the cutter looks like this:

As you can see, I’m just running the ground clamp for the plasma cutter on to the fitting I welded on to the table. What you can’t see is that I replaced the small sacrificial zinc anode that was a part of the stock drain with a 1 lb zinc ingot that just sits in a corner of the water table.
With the table filled, finished results look like this:
With the air pressure regulator set at 10 psi, pushing the handle on the valve up pressurizes the air above the fluid in the tank and pushes the fluid up the drain hose and into the water table pretty quickly. It takes a little over a minute to completely fill the water table. Check the linked video below for what that looks like:
To empty the water table back into the tank, you just push the handle of the valve down to vent the air pressure in the tank and the water will fall from the table, through the drain hose, and back into the tank. That does take a little longer than I would like, so I make a little holder for the valve handle from some steel welding wire. With the holder holding the valve handle down, you can walk away from the table while it is draining, which takes about 5-10 minutes depending on how much water was in the table to begin with. The video below shows that process (excuse the clumbsy hands, it’s tough to hold a camera and do that at the same time!):
All finished, I am really happy with the results and find it a ton easier to go from the machine sitting in the corner to having rolled it to an open area in the shop having started a program to cut. All in, I spent about $300 on the material for the shelf and all of the materials to make the water level system.
I hope you all find this helpful and make some improvements to the system that I haven’t thought of yet!