What is your pierce speed set at, should be 50 to 70 IPM. If its piercing to slow it will give you the glob on the top.
Do you mean lead-in speed, @mechanic416? I don’t see a piercing speed in any of the menus. I’ve got piercing height, delay, and clearance…
He is talking about the plunge rate
1 Like
he’s most likely talking about the plunge rate. that the distance from pierce height to cut height.
2 Likes
OK. THANK YOU everyone for taking the time to read all of these posts and help me try to figure this out. I have conducted a fairly exhaustive test, and I am having some better results, but still not anything close to acceptable. In fact, I’m honestly more confused than before.
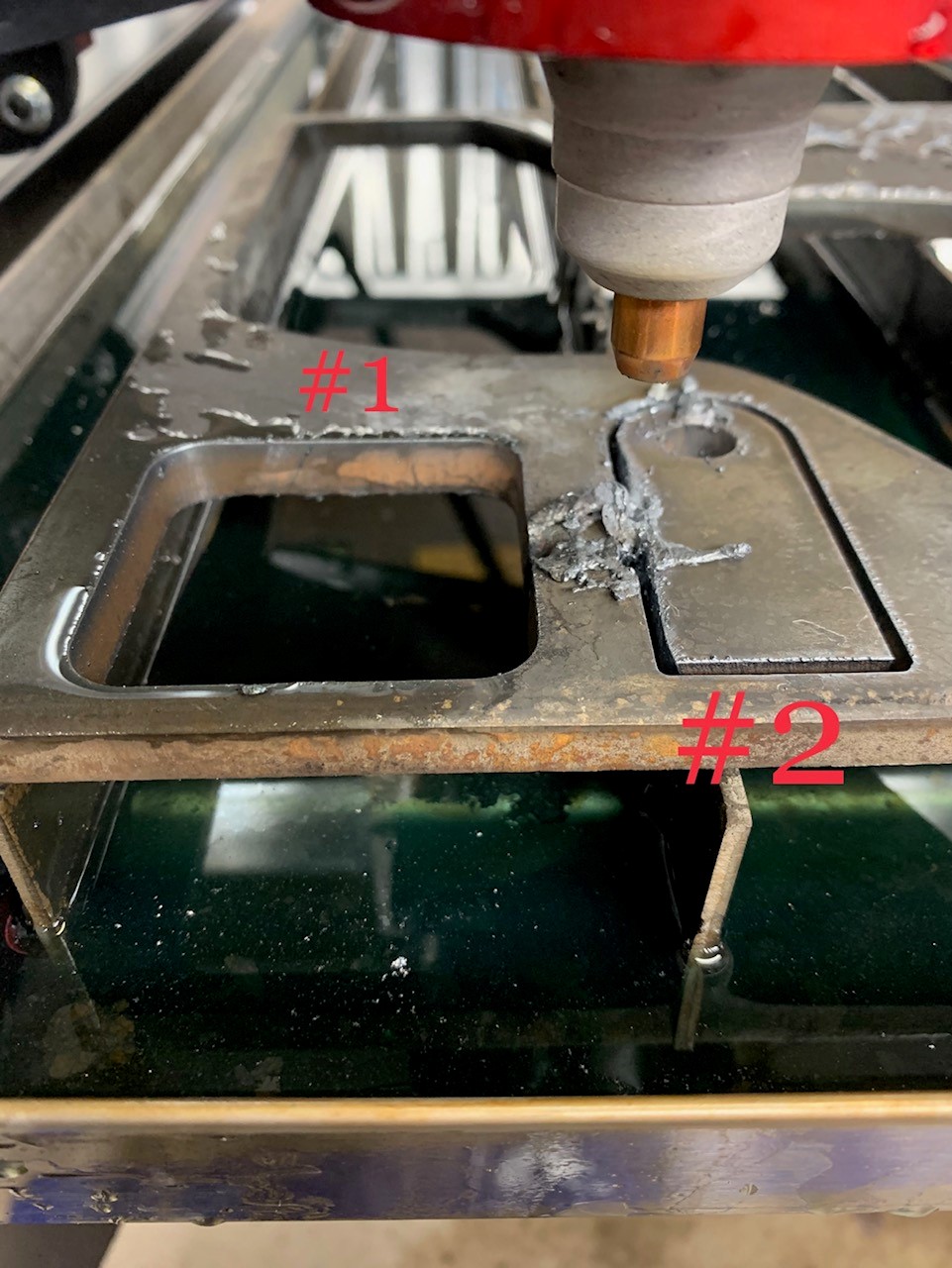



Cut #1 (2" square with 1" circle) was done at 55A/75psi, 30ipm feed rate @ 0.060" height, 1.5 second pierce delay. This was the best cut of the 6 I attempted, but top and right sides had heavy angularity out towards the bottom. Pierce also created a volcano of topside dross.
Cut #2 was run exactly the same, with the exception of trying a 1 second pierce delay. Topside volcano was worse, and the cut didn’t full puncture the first part of the cut.
Will be continued in next post…

In cut #3 I tried changing the pierce delay to 2 seconds. Topside volcano wasn’t as bad…
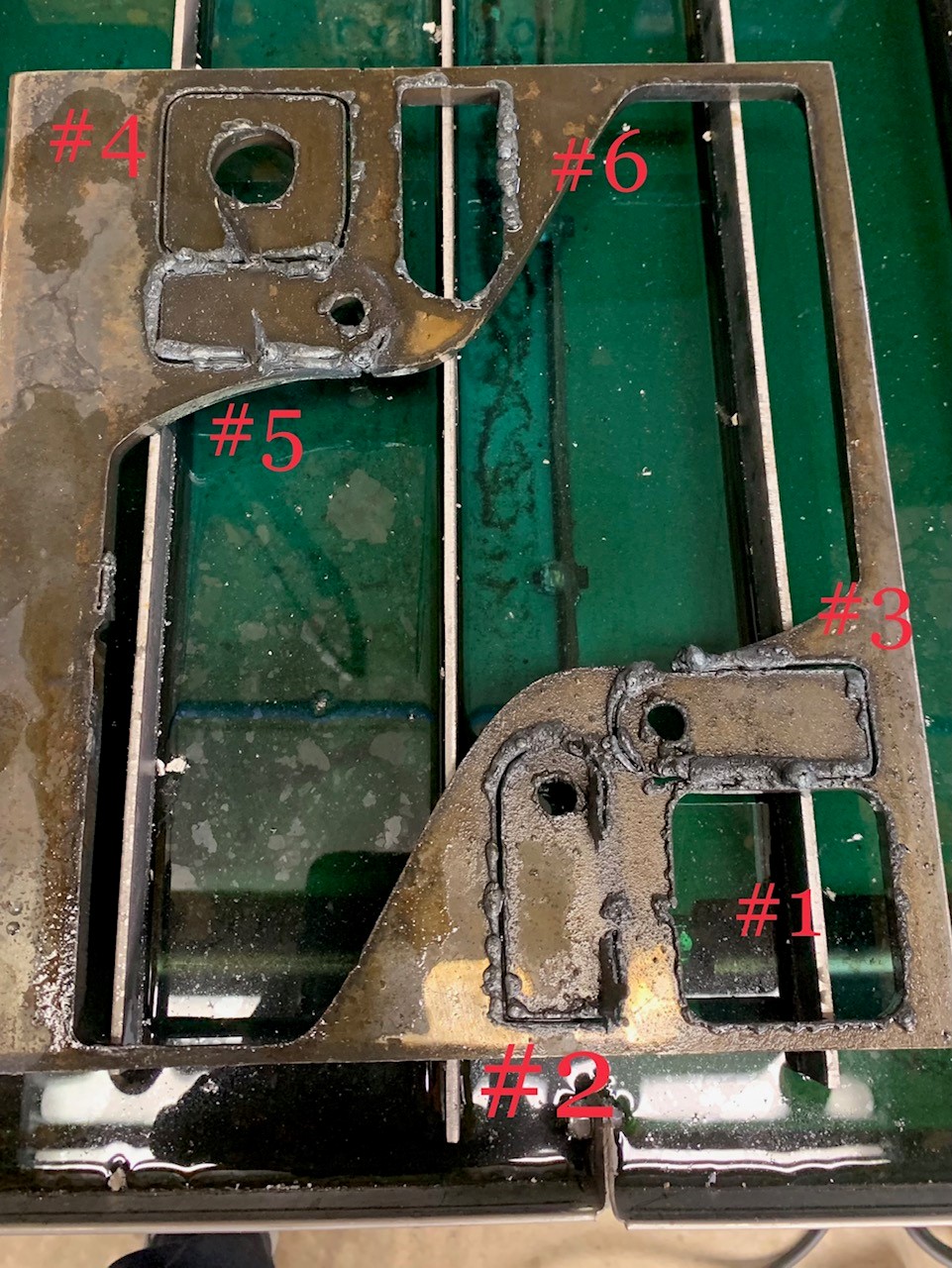
Cut #4 I went with the same 2 second pierce, but dropped my feed rate down to 25ipm.
Cut #5 I stayed with the 2 second pierce, but bumped feed back up to 30ipm again. Didn’t cut through on the corner…I think at this point my consumables were already on their way out the door…


Cut #6 I tried the 2 second pierce again and went all the way down to 20ipm. This was one of only two cuts that cut all the way through.
Like cut #1, I had really bad angularity (out towards the bottom) on the top and right side of the cut, and really bad taper inside the hole.
***I will note that I watched Fire Control instead of the machine on this cut, and the only corrective move I saw the THC make was downward (not upward), and the cut was made at the nominal (smart) voltage of 105V for the most part.

At the end of these 6 cuts (12 pierces) may brand new 1.1 nozzle was already trashed again.
Anybody have any thoughts on where to go from here?
It seems to really want slower speed and longer pierce delay. But I have no idea why it’s killing nozzles SO fast…
I’ve looked all through my settings and I don’t see plunge rate anywhere. Where do I set that?
That’s a Sheetcam setting. The Fusion post processor sets it at 100iom in post. It’s not something you can adjust in Fusion.
You really need to make sure the torch is at .06". It’s really common for the IHS system to have the torch to high, due to the IHS springback and backlash settings. On 3/8" material, I’d set those to zero.
The THC won’t fix that bad cut height. It will only try to maintain the incorrect height that it started at, unless you input a nominal voltage.
I hate to contradict others on this forum, but the 120psi to the cutter and 75psi cutting is too high for most plasma cutters. My Everlast won’t even work at 75psi. It will throw an error code at that pressure. All of my cutting is done between 60 and 65 psi with 90psi to the back of the machine. Apparently Razorweld needs 75psi when cutting and that gets recommended to everyone, regardless of the machine.
3 Likes
Ok, yeah, I’m at 0.020” springback, which probably means I’m actually cutting at 0.080” instead of 0.060”. Would that account for my rapid consumable failure? Also, where do I find the backlash setting?
Do you have any thoughts on the rest of the settings? Or the angularity that is out towards the bottom on the top and right sides, and in towards the bottom (taper) on my features?
1 Like
along with what @ds690 mentioned, i noticed in one of the pics that you might be using the hard torch holder with your machine torch.
maybe @mechanic416 can chime in but it’s not good to clamp a machine torch by the torch head. It should be clamped to the body of the machine torch. You could be pinching the inside working parts and restricting it from working property.
2 Likes
OK, I just watched the video , that I should have before. The torch is mounted wrong.
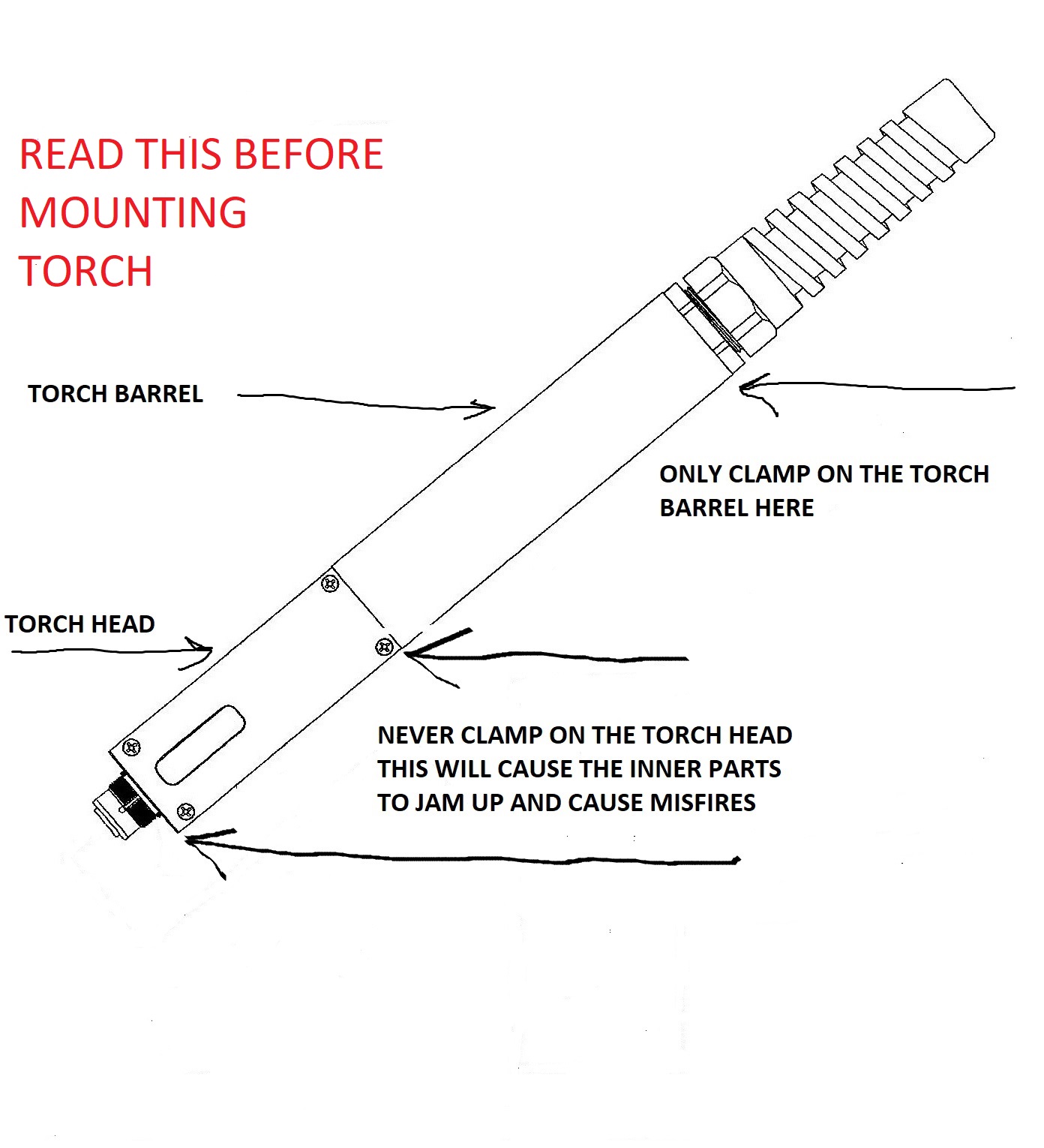
And the torch height is way to high that is way all the blow back and your consumables are burning up so fast.
You need to get your plunge rate set also.
1 Like
Thanks for catching that @nicaDd.
@mechanic416, I appreciate it. It sounds like I’ve been cutting at at least 0.080”, because of the IHS spring-back setting. But it sounds like I can’t set plunge rate with Fusion 360; it’s default of 100ipm.
Plunge rate is set in sheetcam
Is plunge rate critical enough that I should buy Sheetcam for the ability to change it from 100ipm to 70ipm?
No. It’s not an issue for anyone using Fusion.
2 Likes
It used to be an option in the tool tab(first tab) in the 2D contour menu but they either eliminated it or moved it as I can’t find it. It may now be in your tool setup they have been adding a bunch of options there. All my tools are stored locally on my home computer and aren’t accessible on the cloud. I will try and look at it after I get the kids to bed. Just found out wife is taking her sister out to dinner for her birthday… wish me luck home alone with the littles! ![]()
Here is where it used to be so my guess it is still an option… just have to find where they moved it to. As @ds690 said the default is 100 and I have never changed it that I can remember. @TinWhisperer is this still an option to change the plunge rate? Did they move it somewhere and forget to tell us? ![]()
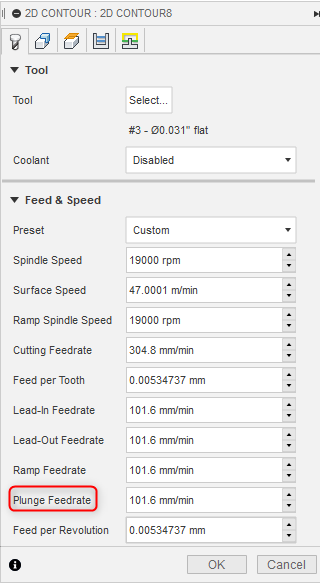
Edit: That was a screen grab from the Autodesk forum. The question was about plunge rate for 2d cutting. The screen grab looks to be for a machining tool.
I did some more research and from what I can find I believe David is right there isn’t an option to change the plunge rate for a cutting tool on through auto.
If I am wrong, I hope someone will set me straight.
75 psi is the book setting for 1/2" for the PW Cut60 I don’t think this is causing you any issue.
1 Like
The taper could be from the torch being too high or speed being too fast. Beveled corners can be improved by slowing down the cut speed on corners and tight curves.
2 Likes
That may be changing soon on the newer plasma cutters.
2 Likes
Thanks for the e sleuthing, Erik. What day is your wife’s B-day? My dad’s the 8th, my daughter is the 10th, and I’m tomorrow.
So, all things are pointing to height (too high) and speed (too fast), as being my primary issues. I’m following you on where I went wrong with the IHS spring back setting, but where is the backlash setting you mentioned, and how does that affect torch cut height?