That’s if you had to give up one or the other.
Ideally you would have both the CFM and dry air.
What kind of duty cycle does your compressor have ?running any kind of a lengthy program with 3/8 you’re going to be using a lot of air.
That’s if you had to give up one or the other.
Ideally you would have both the CFM and dry air.
What kind of duty cycle does your compressor have ?running any kind of a lengthy program with 3/8 you’re going to be using a lot of air.
No idea. It’s old, but it turns off when I’m using it, and I’m pretty sure it never turned on during the cuts yesterday.
Also, issues seemed to happen more in the beginning or middle of loops, and cleared up as the cut progressed, which tells me the issues I’m having probably aren’t related to air, right?
I know it’s a favorite thing to pick on, in this forum especially, and I’m sure that that’s because most people’s air systems aren’t up to task. And mine is certainly not nearly as fancy as some, but if it’s not kicking on, if it’s not overly restricted, and it’s sub-micronic filtered and dry, what else is there to question?
Mainly because in my experience I’ve seen a thousand people think that their air has enough volume and is dry enough only to beat their head up against the wall for 6 months before they make the change.
I have a Titanium 45 on crossfire pro and Hypertherm powermax 45 xp on my XR table.
Don’t matter what machine 110-120 psi to machine and torch psi 70-75, never had an issue with other machines I have used over the 45 years of plasma cutting by hand using these air settings. I never used a cnc plasma table or software up till 3 1/2 years ago. little alone a dam computer. But has been easy for me learning the software and computer, the rest of this is second nature to me .
I can appreciate that. I really think it’s ok. The compressor itself may prove to be inadequate for large projects down the road, but I’m really more concerned with why I can’t get this 10”x10 project to cut clean.
I can’t hear the compressor running over the plasma table, but it wasn’t running after the post flow kicked off after any of the cuts I did yesterday. It’s an old Ingersol and Rand 5hp (rated) compressor, and I believe the tank is 60 gallons (large upright which stands 5-1/2’ tall with the motor on top). The outlet is 1/2” NPT, and all of the line is 3/4”. The fitting on the back of the plasma is 1/4” NPT, and there’s nothing I can do about that, but it’s the high flow version.
I drain the tank every night, and there’s almost never any moisture. I check the two main water traps every day, and there’s never any moisture. After that is a sub-micronic coalescing filter and a desiccant dryer that show no visible moisture. There’s 50’ of line before the dryer, and while it’s not copper, it should still allow for any condensate to collect, I would imagine, right?
I’m far from an expert on air, and most of what I think I know about has come from reading your posts, and others on here.
That all sounds good. I had a five horse 80 gallon and I had to switch out because the pump was clapped out and it would cause the airstream to be very hot and then the compressor would run long cycles which is exacerbate the situation.
As long as you can deliver the volume during the cut you should be good. if your air pressure drops low it’s going to grenade your consumables very quickly.
And I’m sure it’s come up but what cut height are you currently running?
If the air is good then we have to figure out why not enough energy is getting into that piece of material.
Ok. Well, I hope that you can appreciate that I gotta try every other thing I can think of first before I knowingly void my 3 year warranty on a brand new cutter by turning up the air past what the manufacturer says the limit is. ![]() I hear what you’re saying, but I have the kind of luck where if one of these machines was gonna fail from too high input pressure, it would be mine. Not trying to be a smart ass. But I have really bad luck with this stuff.
I hear what you’re saying, but I have the kind of luck where if one of these machines was gonna fail from too high input pressure, it would be mine. Not trying to be a smart ass. But I have really bad luck with this stuff.
I have it set to 0.060”, using the THC. I haven’t verified that height, yet. Do I do that by pausing the cut and sticking a feeler gauge between the electrode and the work? I have had quite a few suggestions to turn the THC off, but the one time I did it crashed the tip into the plate and started dragging my slat bed around.
Do you mind posting your G-Code for the program you’re running.
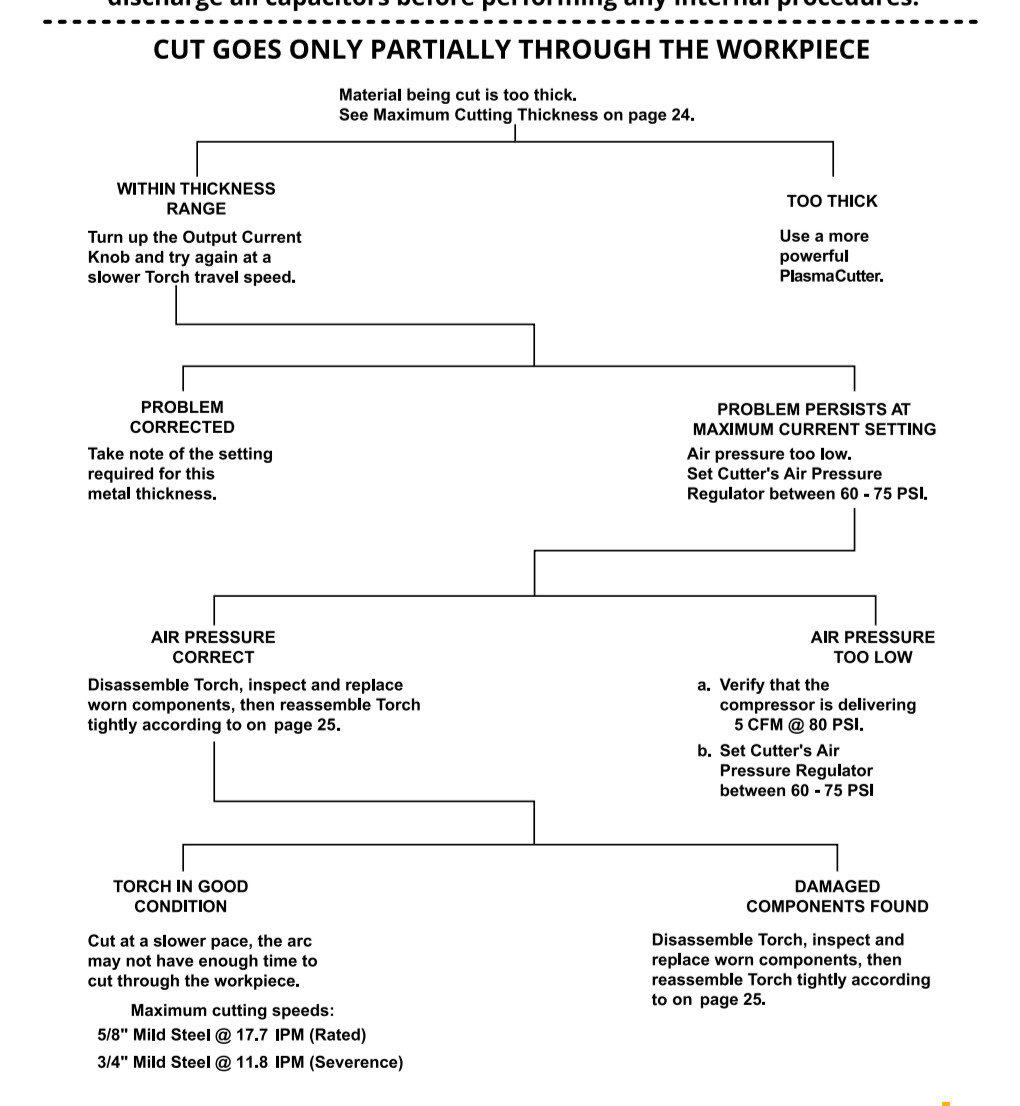
Here’s the owner’s manual I thumb through it briefly today but have not found a maximum inlet pressure rating? I could have missed it.
I see they have an operating pressure of between 60-75. Most people here recommend 75.
They do have a bit of a troubleshooting tree in the manual but I don’t see anything on there that hasn’t been talked about yet.
Page 13 Quick Start Guide sections 2 and 10 both mention never exceeding 90 psi supply pressure.
G-code:
Shrinker Stretcher Head.nc (38.9 KB)
THANK YOU for the help!
TWO QUESTIONS:
Is the consensus that my feed rate of 40ipm is NOT the issue? I’ve only had one suggestion that 40ipm was too fast for 3/8”. Should I turn on feed optimization in Fusion’s post processor, since none of my internal geometry cut cleanly on the first cut? Or should I adjust the speed for internal geometry manually in Fire Control? Is 60% the consensus (40ipm exterior and 24ipm interior)?
Could having the ground attached to the drain nut (per LS’ instructions) instead of having it on the work, be the cause of my THC pulling the torch up in the areas I had issues?
I always attach my clamp to the work. The torch height control measures the voltage of that circuit which is very dependent on the resistance of that circuit so why add more redundant resistance.
For feed rate optimization 50 to 60% is good.
As soon as I’m working with materials over 1/8" I start applying feed optimization.
Another question is your laptop plugged in charging while cutting?
Unplugged. And laptop is as far away as the cord will allow, Langmuir factory double-choked USB cable, and continuity checked (no continuity) from USB body to gantry tube.
Is the USB cable touching the table frame or any other cables?
I think I wrote them on my test piece. I’ll run over to the shop tonight and look.
Not the frame, but it is maybe barely touching the top serial cable…which one is that? X-axis? I’ll try to isolate it, but that x-axis cable sucks! ![]()
I have had and seen trouble anytime my USB get near or touches the frame or power cord for my computer.
Since I have the same setup, 5 HP/60 gal and Primeweld Cut60 (very early version), I thought I’d add a comment.
I have successfully cut 3/8" with my compr to cutter at 90psi and my torch at 50psi. They were relatively small brackets for tractor attachments, but came out really good.
I cut 4 of those and no hiccups.
HOWEVER, I have posted in other threads issues with failed cuts on 18 gauge. At first I thought it was inexperience, and possibly psi drops. But after seeing it happen even when the compressor was not running and on signs I had previously cut perfectly, I am going after dryer air. My consumable life has also been too short based on what I have learned reading this site.
I live in S Indiana and we have periods of very high humidity. Also I don’t have continuous heat in my garage and when I go out to work, my wood burner can rapidly increase the temperature in there by 25 degrees. I may be getting condensate from cold equipment being heated rapidly.
Edit: that was with my hand torch. I have recently added the PW Tecmo. They do sell several varieties of consumables for it. I saw you ask that in one of the other posts.