My machine is 3 or more years old, and as you saw in my pic I have the same arcing on almost new consumables. However, I haven’t had issues with top dross or beveled cuts, so our issues may not be the same. Could just be coincidence that we see internal arc between tip and electrode.
My understanding is the PW Tecmo torch has the Tecmo head, but the cable is from another supplier. PW buys the heads and sends them out for a cheaper cable. That’s how they can sell them for less. I could be wrong, just something I read on the internet
Yeah, @Wsidr1, I saw that you were concerned about being out of warranty because of the unit’s age. What’s your air management like, and what kind of pressure are you running to and through the machine? My air is dry, but I feel like I’m maybe not getting full pressure out of the torch, and I think that could be the cause of my cut bevel and possibly the top dross, too, given that I’ve pretty much dialed in my feeds, voltage, and cut height in at this point.
Unfortunately, I’m not sure how much weight I can give my cuts up to this point, as I have no idea what’s been going on inside the machine.
Oh yea I hope my post didn’t come across as like aggressive or anything, I just found the reasoning he gave you interesting and made me wonder why he feels that way. Was it just to smooth over your issue or was it actual useful information based on some specific knowledge of the machine?
At least you’re getting a fresh machine hopefully it was just a bad unit but since there seems to be a few guys with similar issues maybe it was a whole bad batch? Either way I look forward to seeing how the new unit performs, with all the stuff you’ve learned so far on a broken machine a working one should give much better results lol! If it was me a might just stick to the machines recommended pressures at first just to see how it does, before bumping it up
My air mgmt was mediocre. I recently added a desiccant filter and the beads turned color after like 15 minutes of cutting. So, I am working on a pre-tank cooler and some copper pipe loops now. I’ll post pics when finished, but I have a few days to go and it’s similar to what others have done. I am anxious to see if this solves my issue my issues.
I think I said it before here, but my machine will be cutting along perfect, then exhibit several different failure modes. It’s either very good, or it fails.
I run 90psi to my cutter and was originally running 50-55psi at torch but have been upping it a bit based on recommendations on this site.
With all I’ve read on this site, I think I have a problem with wet air, and POSSIBLY a regulator issue based on what your thread has uncovered.
I need to make a change and gather data/experience.
Getting a good baseline always takes so much effort because there are so many variables to look at and so much “cut reading” you need to do. This forum helps a bunch, usually
Sorry, just took a few pics to explain. I have cut 3 or 4 of these signs. Then on this one the very last couple of cuts at the 9 o’clock position, torch started acting up. The consumables were almost new, but had the excessive arcing.
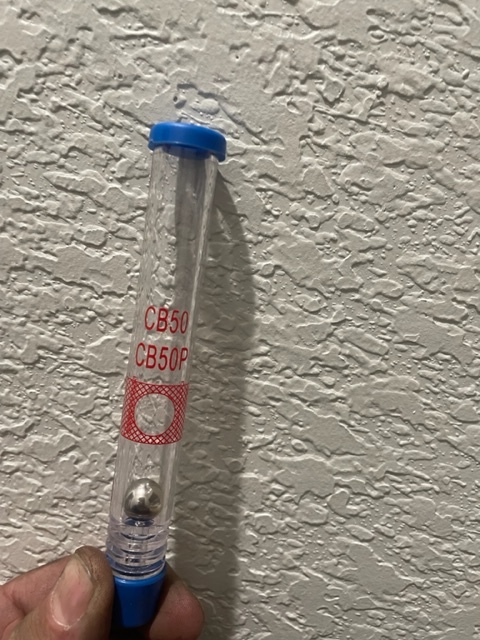
Your question as to whether the actual indicated air pressure is making it out the head of the torch is intriguing. I have a question to the forum in general and George @mechanic416 specifically. I have a few different plasma machines and if I am not mistaken this little tool here
came with my eastwood versa cut 40. It is a high frequency start machine but i want to say about 12 years ago I also got one with one of my everlast machines. Not positive though. Anyway, this is a pretty neat tool and takes all the guess work out of air flow. Its a flow gauge, you disconnect your torch partially so it wont actually ignite but it triggers the airflow, you place this gauge over the nozzle keeping the gauge in an upright position and if the steel ball floats in the optimal zone then your good. No theorizing about restrictions, line lengths, pressure loss. pressure vs volume insufficiencies. Just simple…Not enough…just right…or too much. Has anybody seen something similiar for other models?I bet it might be easy enough to make a generic one thats graduated and if the optimal flow rates are known it seems it would be simple to fix air flow issues without all the guesswork. In addition it would be nice to tune specifically for specific nozzle orifices.
I have a Primeweld 60 and can tell you from my experience turning off the THC especially if you are using the CNC plug in the back fixes a lot of problems. If you are using the 110V plug you might consider swapping it over to 220V. My machine cut worse than my Hobart 27 amp machine on 110V. I also have it hooked up to a 120 psi air compressor and it’s been over a year without an issue. I live in Houston where the air almost drips (80-85% humidity on average) and only have a water air separator on mine that doesn’t burn up my tips very badly. I’m betting if you fix piercing and height and slow it down you will see a world of difference. I tested most of the charts in the book and found them to be very ambitious in cutting speed and amps. Overall very satisfied with the plasma machine, but the interface with the THC is a nightmare, spent way too much time on it and it would work for a little while and then send the torch all over the place. Good Luck
Turning off the THC is not the solution. Why even have it if you’re just going to turn it off…
Turning it off to troubleshoot might help in some situations but not the overall solution. You’ve got other issues if that’s the case.
I’ve been using a first batch pro since day 1 (about 3 years now) with both an older cut60 (2019) and the updated one primeweld sent me to test out and they both perform equally the same till this day with THC fully working.
I get that the THC can cause some issues for folks with the Cut60, and if Primeweld REALLY wanted to blow people’s minds they’d come out with a nominal voltage cut chart, BUT, I didn’t pay for the THC on this table not to figure out how to use it effectively.
Also, @Teknic, not at all! I understood what you were saying. I just wanted to make sure that by posting the interaction with Gene @ Primeweld, I wasn’t necessarily disagreeing with any of the advice you all are so graciously offering. Just providing their side, and hopefully adequately showcasing that they DID send me another plasma cutter within an hour and a half of me contacting them. For a $700 machine, that is absolutely STELLAR customer service! I’ll keep updating this thread, and probably the other one about consumables (arcing) to show the resolution of this…190 post saga!
Yea I never understand why so many people think turning THC off is the solution, it can be a step in diagnosing but it’s definitely not the answer. Maybe it’s because I cut thinner stuff more often but my THC puts in tons of work I’d hate to be cutting without it
Have you removed the air connector from the back of the machine? Mine had a quick connect that was necked down and appears to restrict air flow. I am just wondering.
The air fitting on the Primeweld is loctited into the filer housing. You will need to remove the cover to hold the housing and heat the fitting to get it out.
Thanks @ttoy360. I’d watched a few of @dbrub2 's videos, but hadn’t seen that one. I just watched it, and he really hit every trouble spot in the assembly guide, but I didn’t really see anything I hadn’t already contended with. I used Dan’s dimple die Mod when assembling my table drain, too.
Regarding the air fitting; the female fitting on the Primeweld does seem to neck down a bit, but not too bad, and as George said, it looks like you’d have to disassemble the machine to change it out. The male quick disconnect fitting I used was a high flow model, which shouldn’t restrict flow at all; in fact, all of the fittings in my air assembly upstream of the plasma are either half inch NPT or high flow versions where I was restricted to 1/4" by manufactured componentry.
there is a complete series of videos from D&N subjects such as setting cut voltage, backlash settings, THC how does it work, cut height vs cut speed, kerf values, etc. you should go to his youtube channel they will help educate you on many of the question you have and some you did not know you had.
And yes the fitting is locktighted in the maching, so i opened my maching and replaced it.
Another interesting EMF document from Hypertherm. it is from the preceptive of protecting a operator while hand cutting from EMF but some of the information is great for EMF reduction .
the highlights (Replace the word body with computer )
"
How Do I Minimize EMF Exposure?
Failure to follow these instructions will increase EMF:
• cut with the lowest current setting necessary for the application and quality of the cut.
• never coil a torch cable or work lead around your body.
• do not place your body between the torch cable and work lead.
• route cables together on the same side of your body.
• route the torch cable and work lead close together. if possible, secure them together with tape or cable ties.
• connect the work cable to the workpiece as close to the cutting zone as practical.
• keep the cutting power source and cables as far away from you as practical.
"
I find this intriguing
" route the torch cable and work lead close together. if possible, secure them together with tape or cable ties."
makes so much scents and so easy to do.
TinWhisperer, I believe this Fariday shield around the work cable to earth ground is the most important for keeping plasma EMI in check.
$30 dollar 3/4 inch SS braided tubing with air hose copper end shield. Just solder the copper hose end to the SS braid and run #10 wire to ground rod. NOT THE ELECTRICAL SERVICE GROUND !