Hello All:
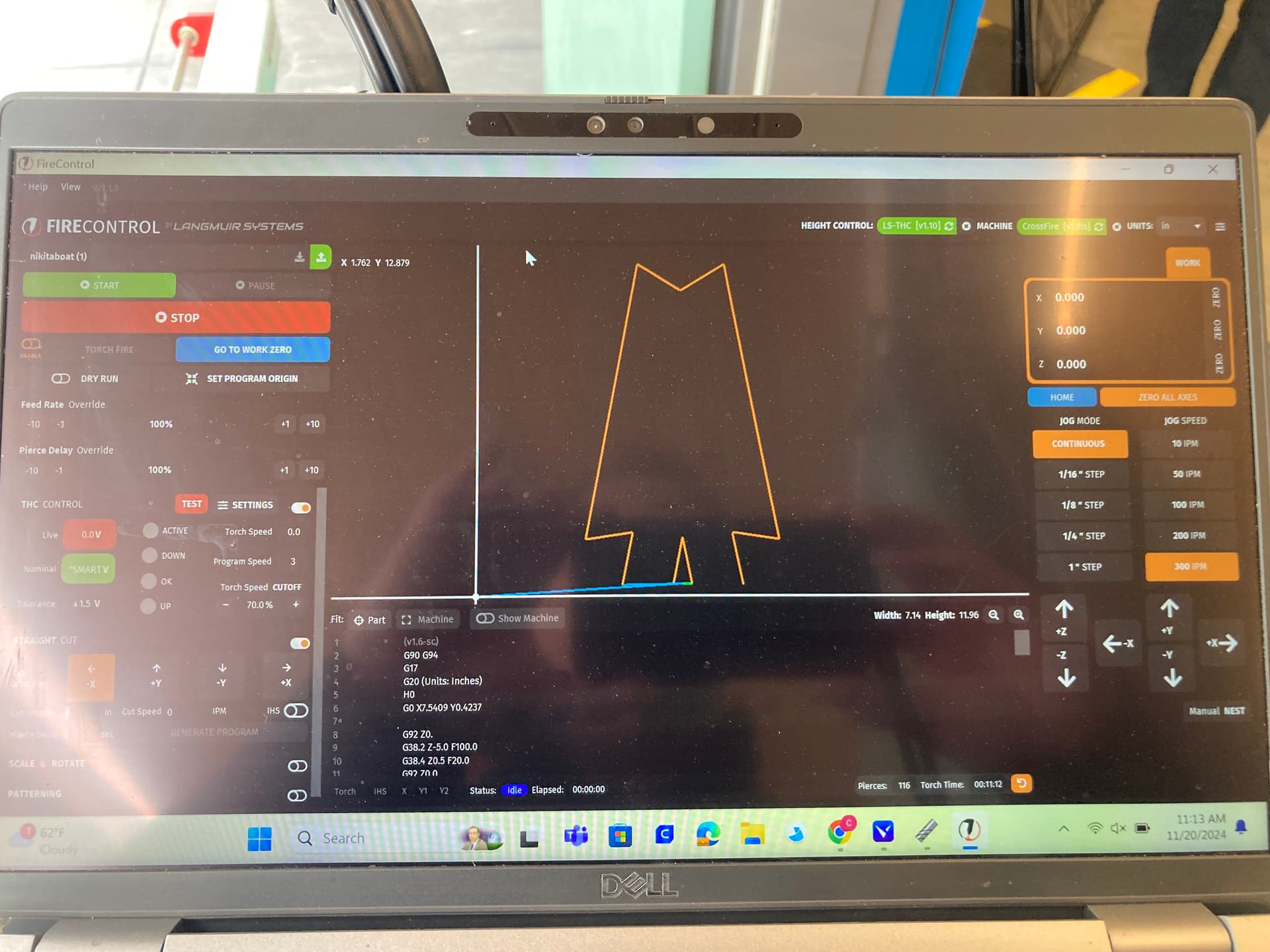
I am a VERY frustrated Engineering Teacher with a new CrossFire Pro with z control. I have it all set up. I had my students design projects, send them to me as a .dxf and then convert them in SheetCAM to .tap. I can see them in FireControl. I thought I had all the adjustments set. However, when I run “start” the torch fires for a second, makes a burn hole, and shuts off without moving.
+clamp attached, check
air pressure, check
pierce delay .5, check
voltage on the THC seems correct, check
played with the override on the pierce delay, check
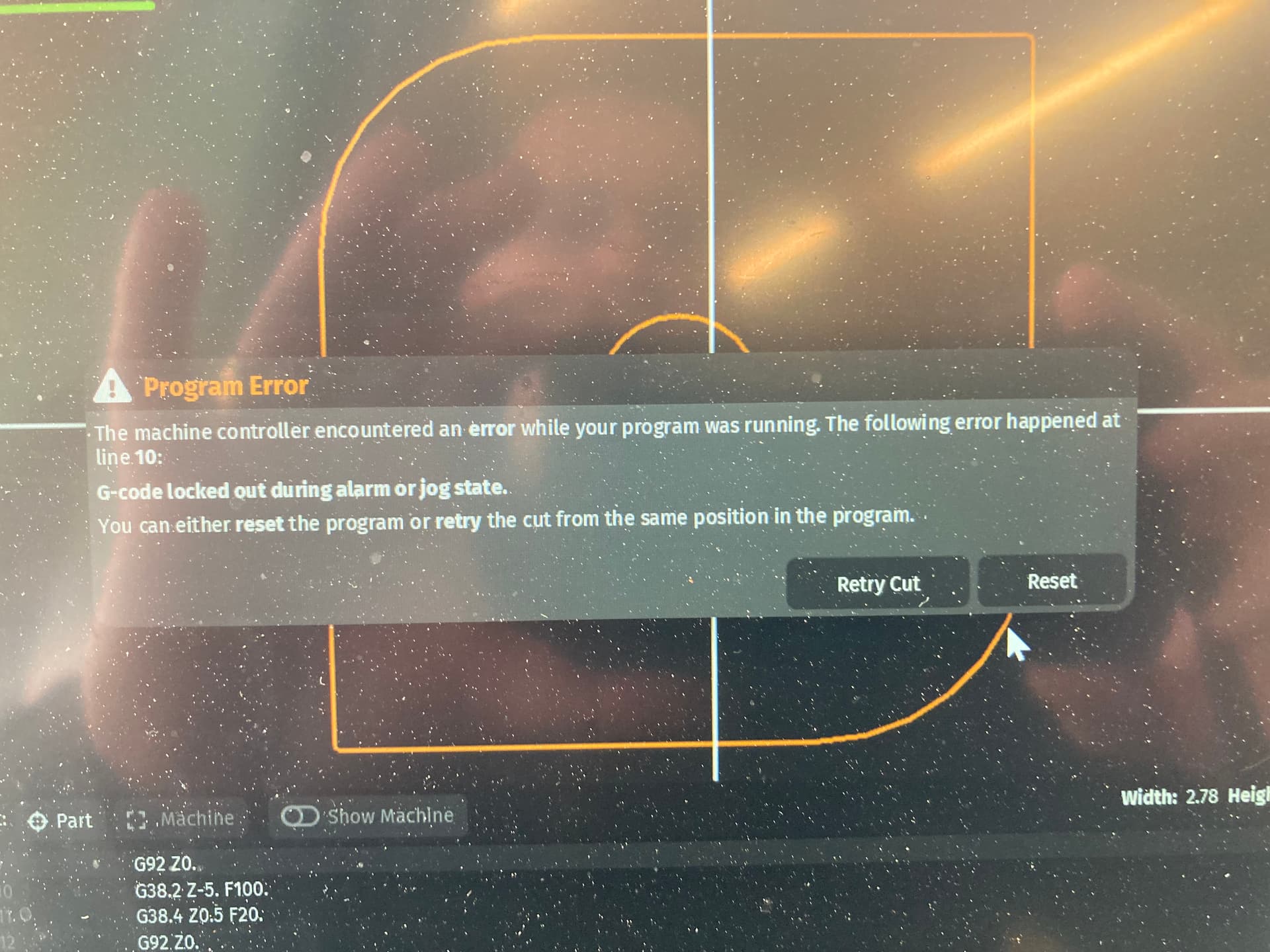
The most important things to mention are - plasma cutter, how it’s wired (divided or raw), material thickness (this changes the recommended pierce delay), and what error you are receiving (if any).
Have you successfully cut anything before? Or is this the very first time?
Can we see a picture of your setup in its entirety?
RazorWeld 45, no other tools.
Do I need to manually set the torch heigh using the “jog” feature before hand?
What is the torch height. I read it should be .16". Is that correct?
Thank you for the speedy reply
Stressed out teacher
I don’t own a Razorweld, but my two other plasma cutters state .06" cut height.
You should refer to the included owner’s manual for your plasma cutter.
As for setting it, you would do that in CAM. I don’t know how to use Sheetcam so I can’t point to where/how you would do this but I can say if you have a programmed height for say .06", you should do a test cut then pause mid cut, and measure the physical distance with feeler gauges from work material to the tip of your torch.
If there is a deviation from programmed to physical, make the adjustment on the programmed side, re-test, measure and verify. It’s best to do this at least twice to ensure IHS isn’t a factor in giving you an incorrect cut height.
Hi everyone, I’m a student helping out with this plasma cutter process and we had many issues prior to this one we worked through but this one got us stuck.
We checked the connection, it’s fine.
We checked if everything was plugged in, it is.
We checked the program to make sure we had no issues, there weren’t any.
The cutter just doesn’t seem to be working. We can dry run the program fine. but if we try to use the cutter on the program it will turn on at the start point but turn off after making a hole in the sheet. Can’t find the issue. Please let us know if anything is missing or if you have suggestions on what we should check out next.
I’m sure any one of us could help, but in a fast-paced environment like this I think you would benefit from a video call or something to quickly run through troubleshooting steps (and ensure everything is correct).
I’m available later this afternoon (say, 2.5 hours from now).
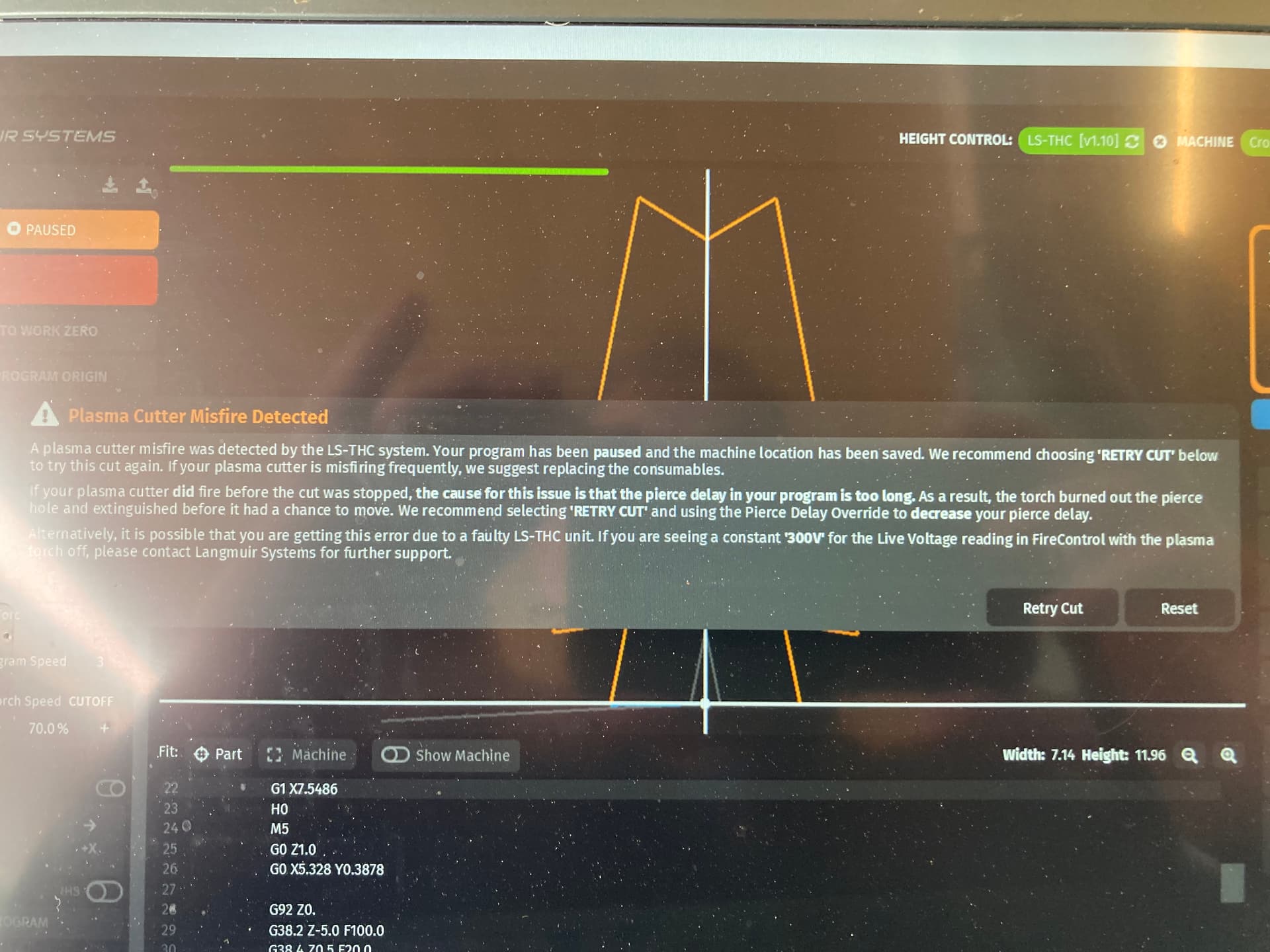
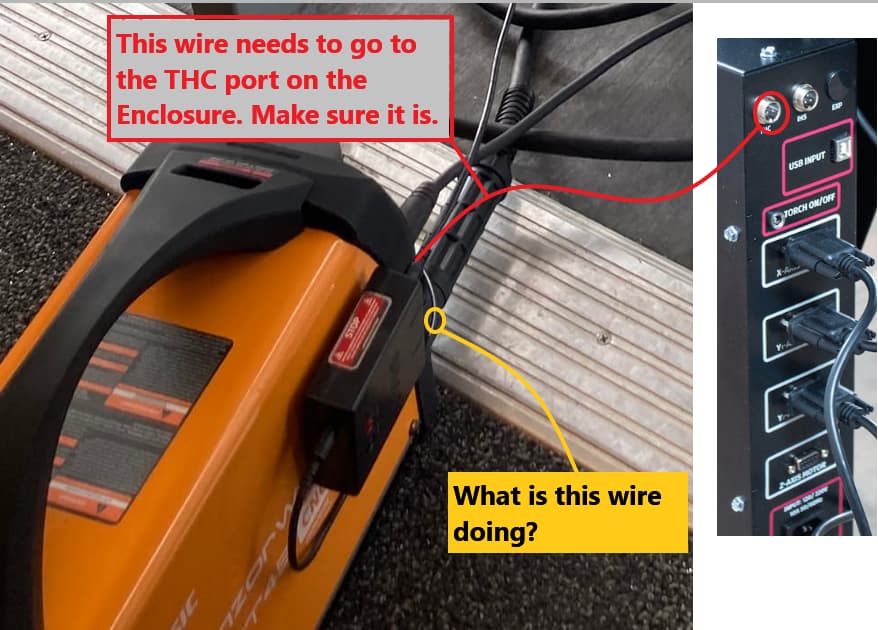
The symptom that is occurring is that the torch gets a signal to fire. That will turn the torch on. But the THC is not sensing voltage so it then aborts the cut. Perhaps it is as simple as the wire coming from the VIM is not fully connected at both connections (VIM and/or Enclosure) or a connector is damaged or a wire broken.
(Note: It could also be a connection issue with that wire that you and I assume is coming from the cutter’s divided voltage.)