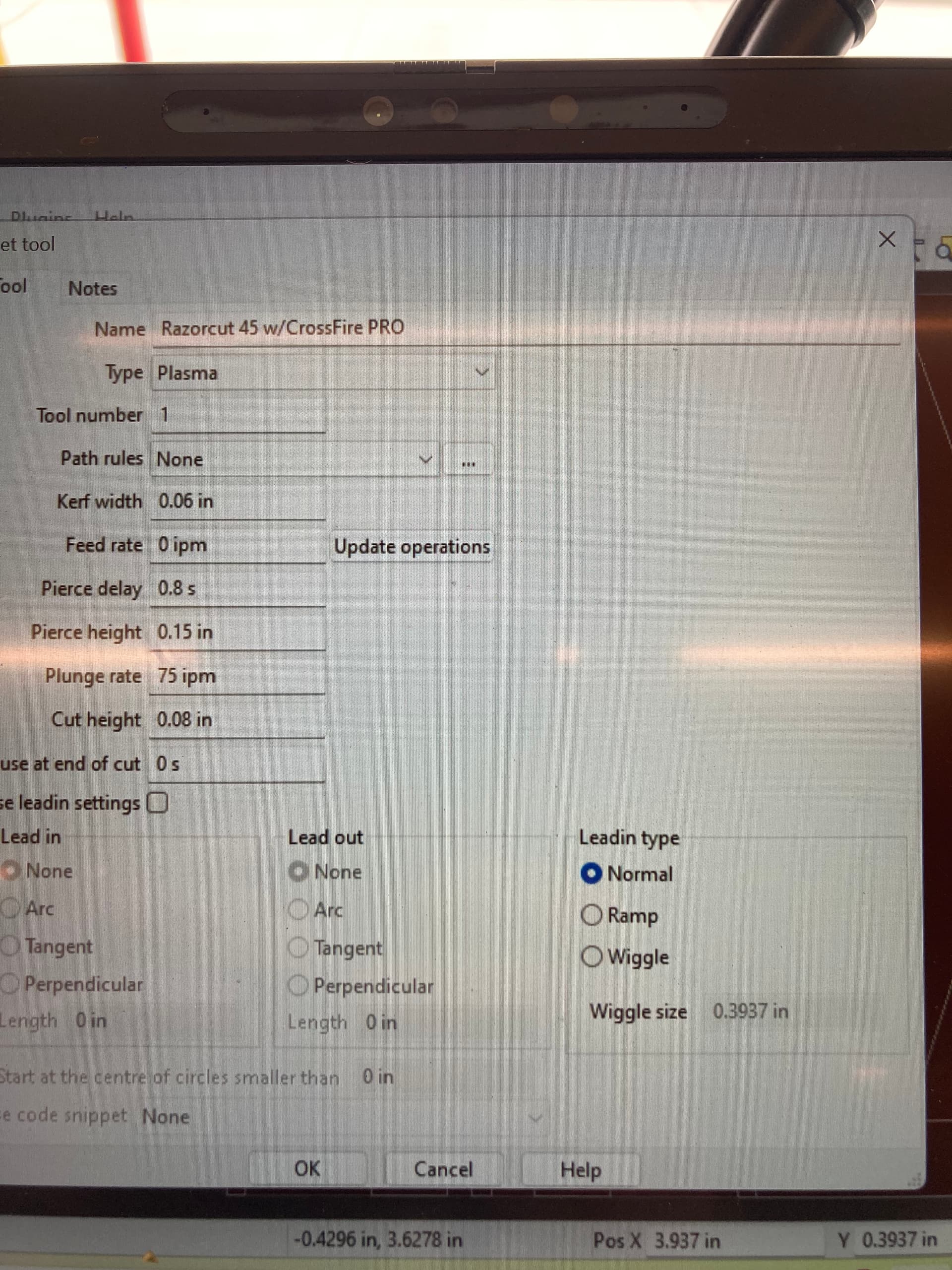
can you post a pic of the toolset parameters from sheetcam?
sounds like the plunge rate is still not set correctly. you said it lowers after the flame goes out but it should lower as soon as the flame starts. a low plunge rate setting can do that.
also as Kwikfab has mentioned, add water to the pan or else you’re going to burn a hole in it. Also, attach the work clamp to a slat that the material is siting on if you can’t clamp it to the actual material. Lastly, use the boom pole to support the torch whip so it doesn’t put extra strain on the z axis assembly. that could also cause issues with it operating correctly.
Holy I’m a dumbass Batman!
With egg on my face, the cap was not screwed on all the way. I can’ believe you saw that from my poor picture and I didn’t with the actual machine in front of my face.
The feed rate should be whatever is recommended for the thickness of metal and the amperage you have set on the plasma. It is what tells the machine how fast to move when cutting.
For 14ga steel with a 45 amp plasma, you should be at around 180-200 IPM.