Hey everyone I’ve been having some more issues with my XR.
Ran 3 programs today and 2 of them had the torch height move to much during cut. 1st torch rose up during cut, went through the forum and found the small ring connector behind the torch head was somewhat loose, I took one of the rods off and pulled torch out and tightened both ring terminals.
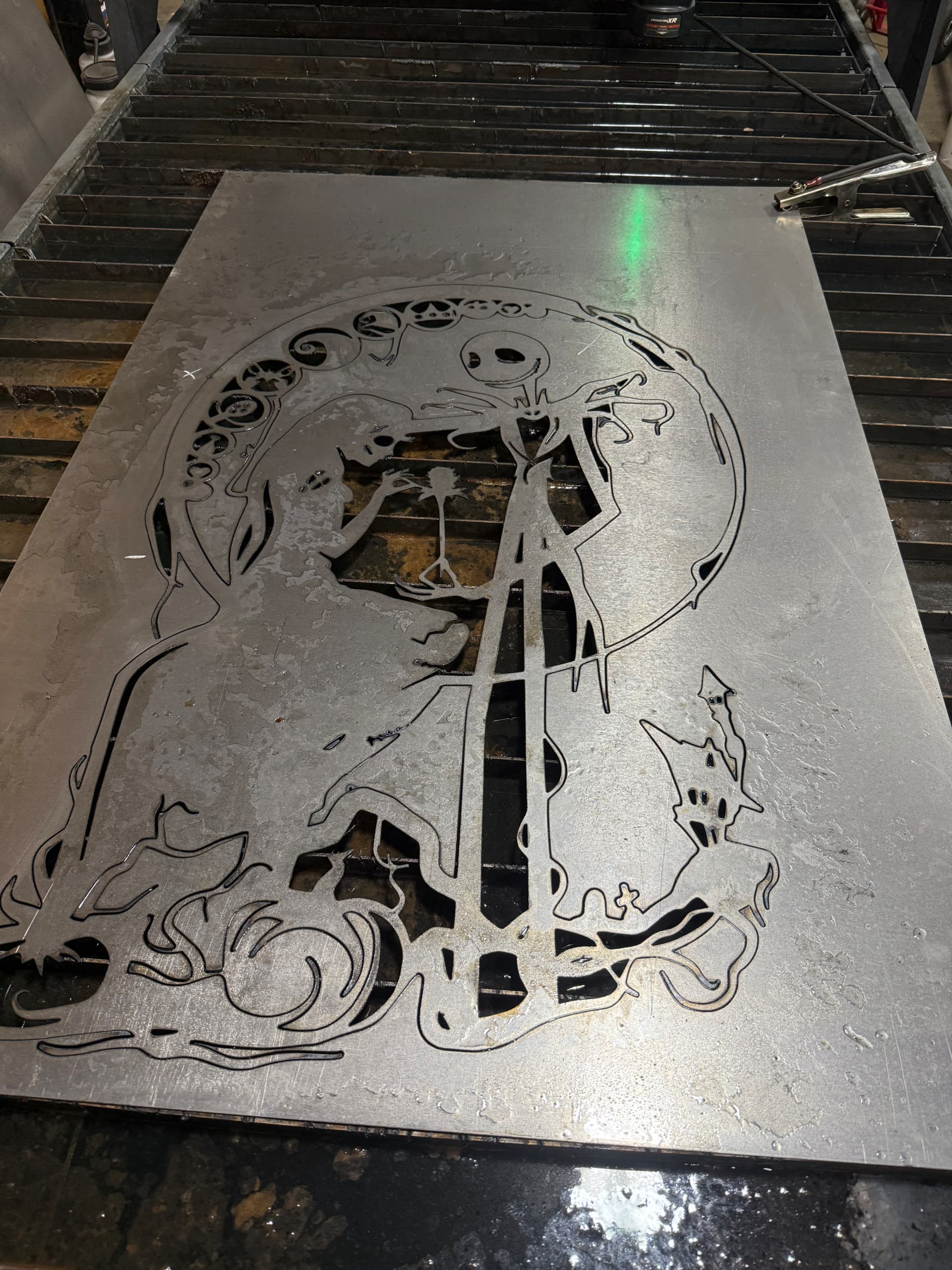
Ran the 3rd program which was a long run and noticed that during the cut this time the torch drove the tip into the material (16ga steel) and was dragging the the tip across the metal . It did this twice in the same program but opposite sides of the part. It did it on an inside contour and then lastly on the outside contour.
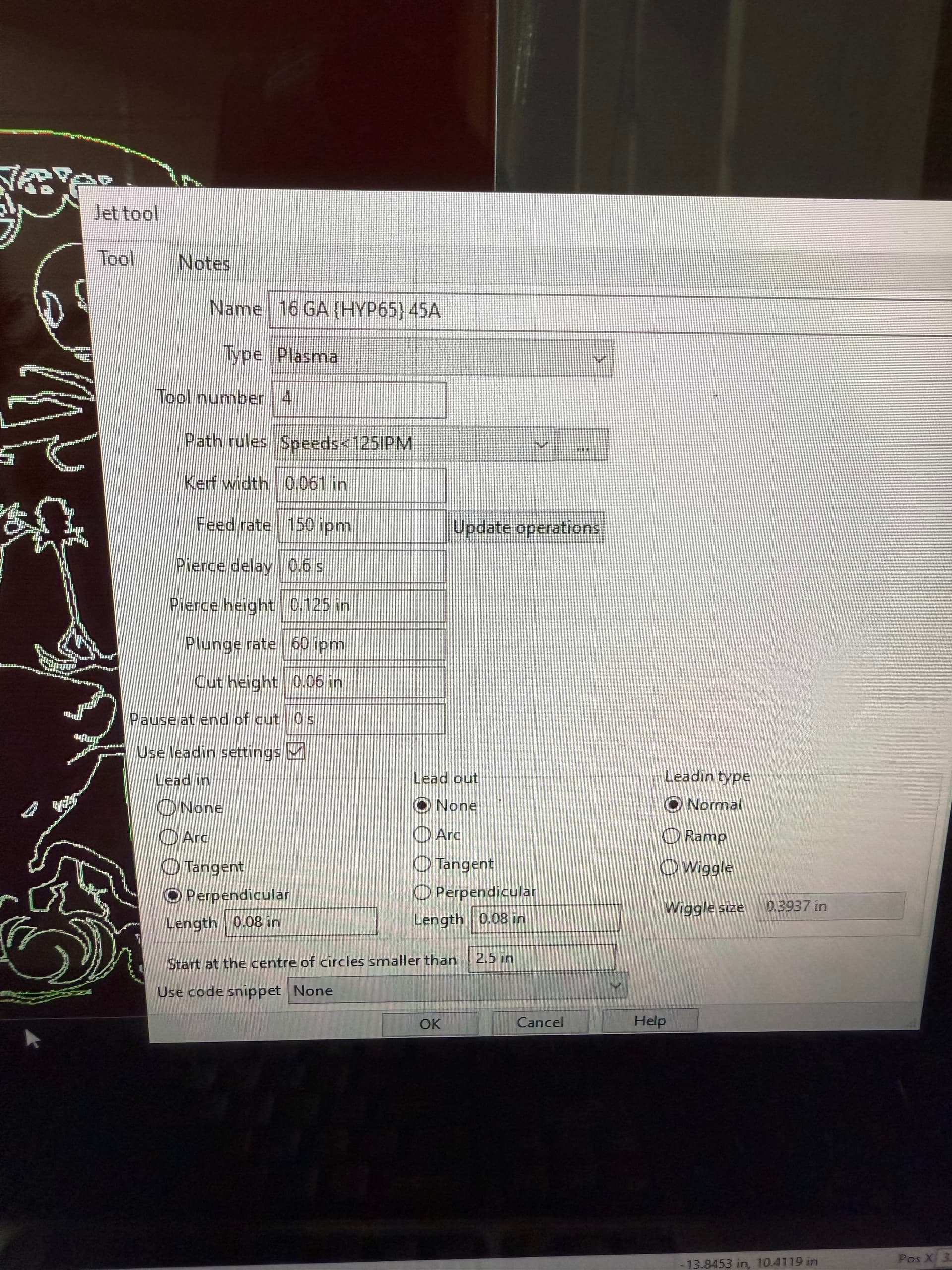
I did a voltage test prior to running the longer program as well just to make sure that was correct before I started. Here are some pics
The soapstone marks on the upper right and left is where the tip took a dive, ground clamp at top corner. It messed up on the longer cuts maybe 1-1.5 feet in length before it dived.
Ruled out any EMI issues? Any new hardware plugged in recently? Or running in the background?
What’s your screen show as far as voltage when the torch dives? Technically it should maintain whatever voltage it referenced on initial pierce so I would be watching my screen (or at least screen recording) so you can catch something you may have missed.
Good catch on fixing the Z axis assembly - when it rises it’s normally because the IHS is set off which causes the torch to rise each time it’s triggered.
Only time I’ve seen/heard of it diving down is more due to EMI but I’ll let others chime in.
I didn’t catch the voltage at the time but I did take a video of the 1st part I cut. Nothing new that’s been plugged in that would have been running had my Bluetooth radio bit that’s been in the shop for years.
kinda weird it reversed itself after I tightened those ring terminals, I put 3in1 oil on the Z axis, I haven’t done that nor did it upon install until today
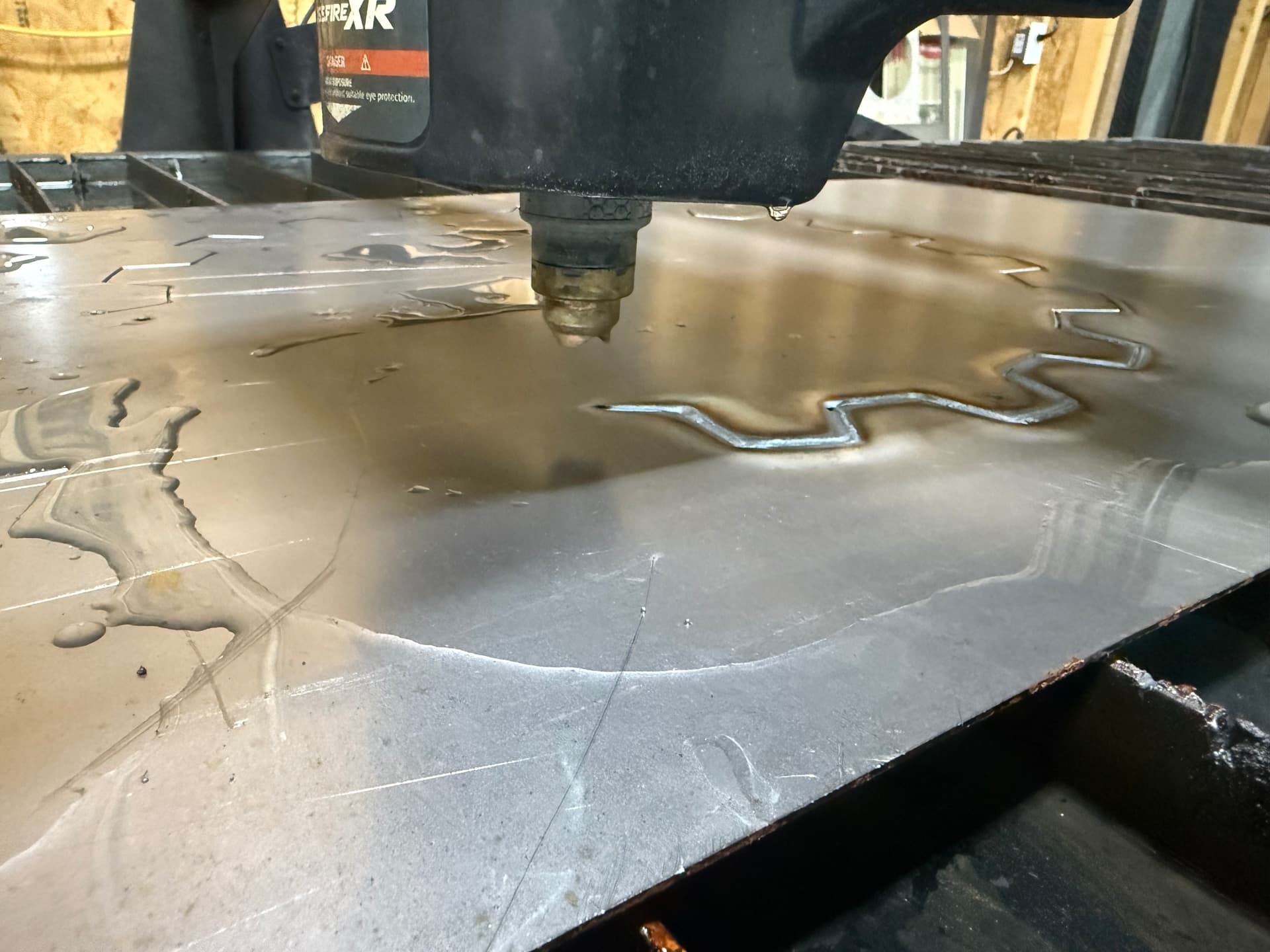
If you are using THC, the torch will be directed down if the voltage increases. This can be caused by increased resistance. Check your work lead to make sure there is nothing awry. Looking at this picture, there appears to be considerable strain. Perhaps with repeated abuse there are some strands broken, corrosion with the connection to the clamp or connections at the machine.
But if the torch were to dive on inside curves, one would expect the THC to be automatically turned off. If it dives at that moment, the height had been maintained appropriately because THC was reacting to what it perceived as “not enough voltage” and kept the torch higher.
Check your actual torch cut height. I did have my torch dive into the metal when I switched computers and it was causing a new setting to be necessary for appropriate cut height.
This was something I drew at work a while ago and finally got it cut, the yellow “X’s” is where the torch came up off the metal and rose almost an inch. Again this was before I tightened the ring terminals.
And if you do another run try to grab a video from farther back or just do a screen recording on your computer itself. It’s a lot more information we can glean.