Well, I cut ¼" mild steel plate today for the first time on the CFP. Prior to this I have only cut 120 and 060. It was not a good day. Waste created.
I have a new cross cut jig design I wanted to prototype.
Firsts:
- Designed a complete product in Fusion
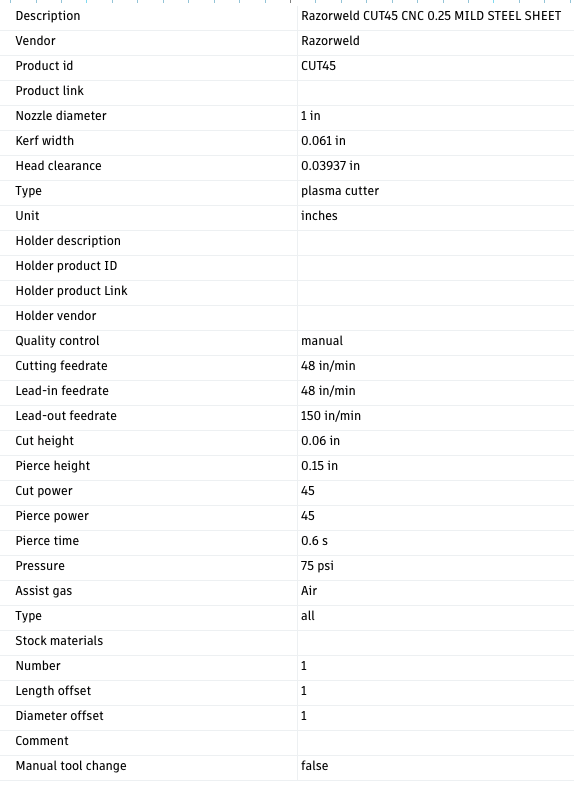
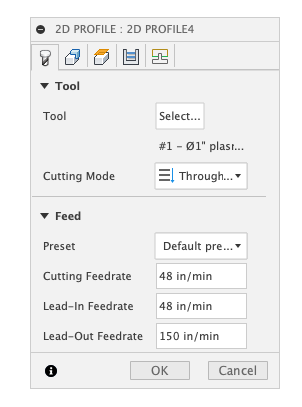
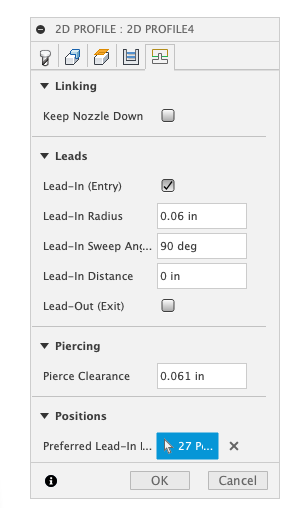
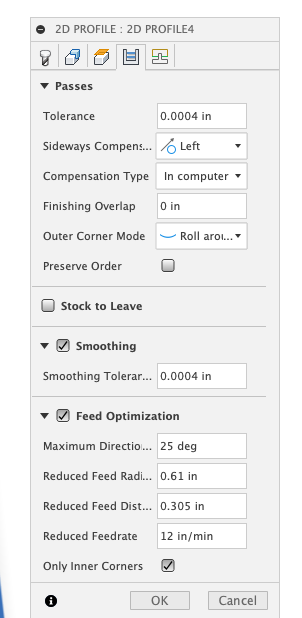
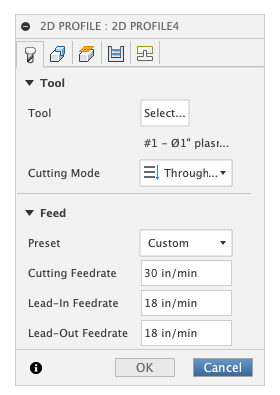
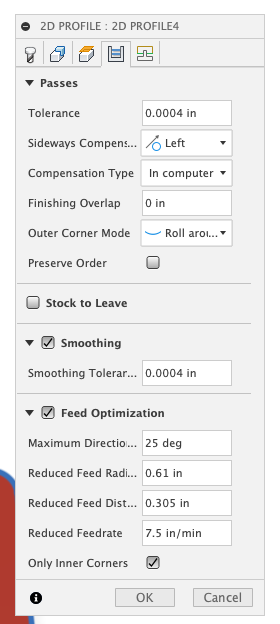
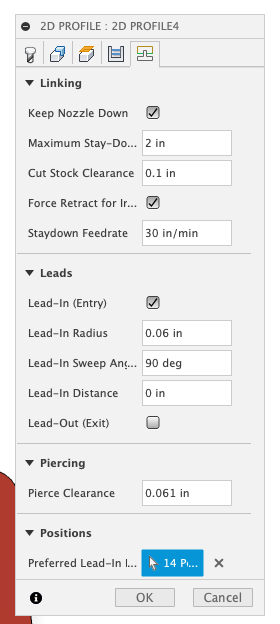
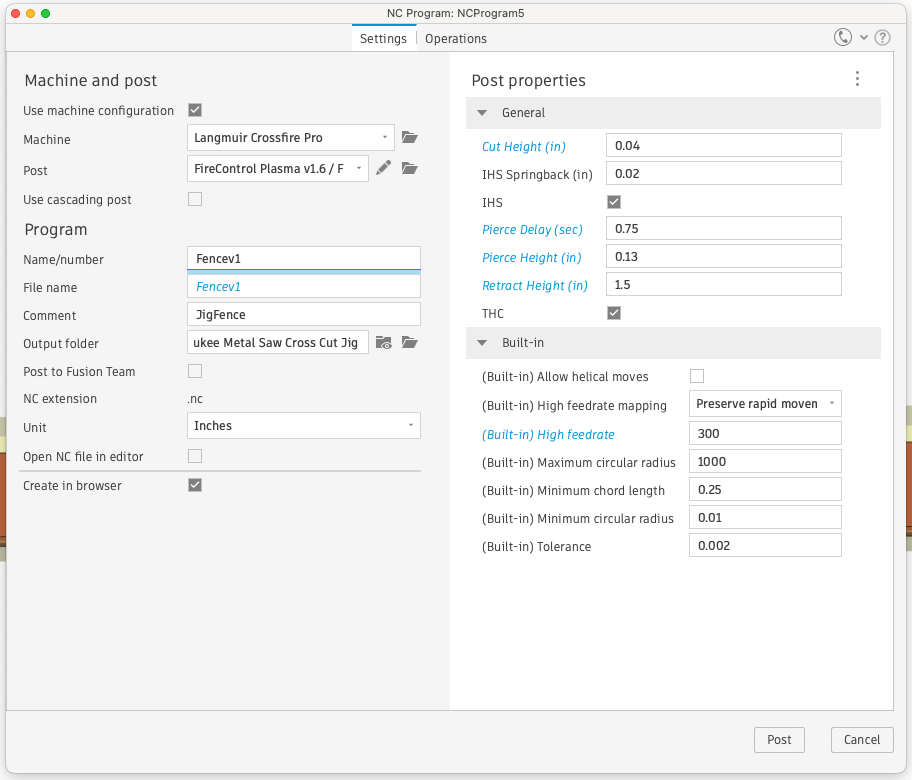
- Did post-processing for the Razorweld CUT45 CNC in Fusion.
- Cut ¼" plate at all on the Razorweld.
As you can see in the picture, the dross was horrible. So bad, even after a grinding session it may be junk. I used settings from the hypertherm manual cut chart, though I am running a RW CUT45 CNC with machine head. I just changed consumables recently. And, again in the middle of this with the same results.
I also had THC issues throughout the cut. It was acting really weird during cuts, moving up and down noticeably for no apparent reason as the sheet was fairly flat. Does mill scale cause issues?
Note, this machine has been working great up until now. I’ve cut more sheet than and I can count. I keep up with maintenance and nothing else changed. Only other thing I can think of is that I’m pretty sure I used the “cheap” amazon consumables rather than the stupid expensive ones I got from the guy here.
TIA