I happen to look up this manual for another reason the other day and I thought I’d post it it’s a requirements. It falls in line with most products out there.
5scfm
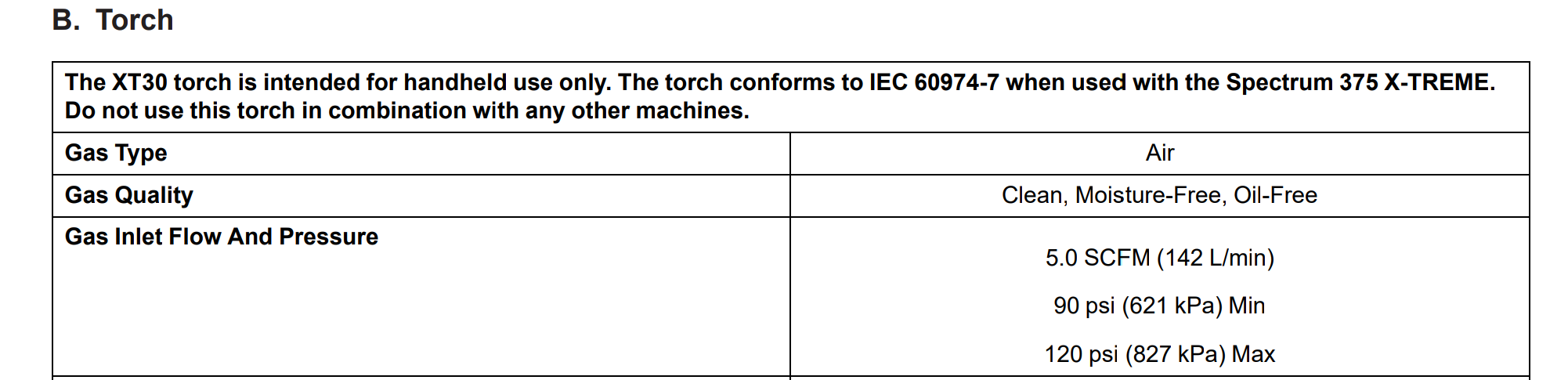

It does have the warning about insufficient air flow causing torch overheating at the bottom of that page.
I happen to own one of these miller units with the other torch but it doesn’t ever see the light of day anymore.
And one caveat is only IF the temperature is held constant.