Just noticed something. If you look at the picture of the CUT60DN, there are two markings on dial, one for 110v (30-50 psi), the other for 220v (30-70 psi). The factory setting was for 110v, just a little higher than 50 psi. It needed to be increased for 220v operation or one can never reach 70 psi. I run 220v.
Have you verified your cut height?
Yes, several different ways. 
What type of climate do you live in?
NC, normally hot and humid Right now, shop is at 52%.
What type of air-drying equipment are you using?
None yet. I have parts, just have not assembled it yet. But not seeing any signs of water in air problems. I check drains every few months, not much.
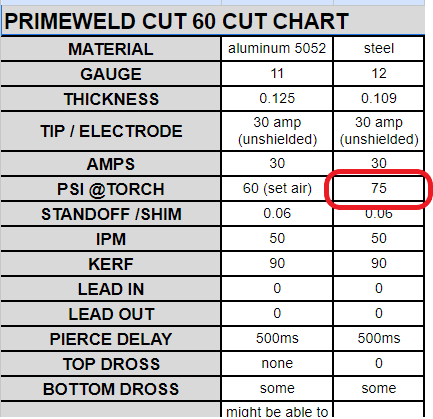
Here’s spec page of manual.
The manual says, 45 lpm or 1.59 cfm. I should be fine. The min restriction in air plumbing will be the quick connects of course. It’s the min restriction that is the limiting factor as to how much air you can push through for a given psi. Waving hands at friction and turbulence from walls, the torch tip is the real air limiting orifice. Many times smaller than the quick connects. Basic fluid dynamics.
Are you running a laptop or desktop?
Laptop, and no, I’m not going to pull power just to run FireControl None of my MacMinis are new enough to run FireControl and I’m stalling on replacing my MacBook Pro (uptime 471 days). Plus I hate when the chokes come out. Chokes are real voodoo. Played many games with those chasing femtoamp measurements. If one or a pair on ends does not solve the issue, more are useless and one has to look elsewhere for the real issue. I have a pair on each end. Helps a lot but not 100 percent. I’ll see what the ethernet based USB extender does for EMI.
Yes, I know work lead is positive. But the circuit is floating (mine measures as floating). You just want the electrons to flow in the correct direction. The deta V provides the voltage potential and the sign sets the electron direction. Grounding one side of the circuit just bias the voltage, electrons flow the same direction as before. The THC voltage measurement should be a differential input which ignores any voltage bias. The torch did fire and cut (manually with THC off), I just lost THC voltage measurement. If the earth ground was stealing electrons, the circuit in the cutter should have increased the output or safety clamped. Maybe voltage, maybe current, depends on actual design and I don’t have schematics. I need more info…
In my electrical setup, I’m a shop about 250 feet away from meter/main breaker. Shop side, earth ground (rod) and neutral are NOT bonded and four big lines run to house, two hots, neutral and earth ground. At house meter/main breaker is where earth and neutral are bonded.
As for separate earth ground, how far away from real (rod) electrical ground is effective? There will be some conductivity between the two, dependent on distance and ground moisture. Seems this would matter a lot if a direct connect to electrical earth ground is bad. Smells like more voodoo and I don’t like to play voodoo games.
I think Tom has the correct approach if you are going to ground the table, then electrically float the water tray. That makes much more sense, keep the table metal from picking up and radiating the EMI. Not near a faraday cage but the next best thing. Let the hot leads do what they want.